Порядок и техника сварки угловых швов в нижнем
Положении.
Угловые швы (или валиковые) применяются при Т-образных (тавровых) соединениях и соединениях внахлестку и являются очень распространёнными в сварных конструкциях.
Сварка тавровых соединений в нижнем положении производится так, что одна плоскость свариваемого изделия горизонтальна, а другая вертикальна и шов накладывается в прямой угол между этими поверхностями.
При тавровом соединении, если толщина вертикального листа не превышает 12 мм, специальной обработки кромок не требуется, только нижнюю кромку вертикального листа необходимо обрезать так, чтобы стык не имел зазоров больше 2 мм.
В тавровых соединениях с толщиной вертикального листа от 12 до 25 мя делается V-образная подготовка. При толщине вертикального листа от 25 до 40 мм делаются односторонние U-образные скосы кромок, а при большей толщине-двусторонние V-образные скосы кромок.

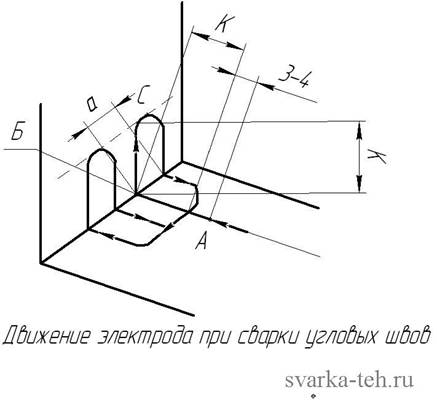
Наибольшую опасность при сварке угловых швов представляет возможность непровара одной из сторон, а также непровар угла. Поэтому при сварке углового шва электрод располагают в плоскости, делящей угол пополам, и концу электрода сообщают поперечные колебательные движения для расплавления металла кромок. Сварка угловых швов бывает однослойная и многослойная. Однослойная применяется в том случае, если катет шва не превышает 10 мм.
Техника наложения углового шва заключается в следующем: Дугу возбуждают на нижнем листе, отступив от вершины угла на 3-4 мм больше, чем катет шва (точка А), затем дугу ведут от точки А к вершине угла, в точку В, где её несколько задерживают для лучшего проплавления вершины угла; далее дугу поднимают на высоту, равную катету шва по вертикальной стенке (а при многослойной сварке-на высоту, равную катету первого слоя шва), и по ней передвигают назад на некоторую величину. После этого дугу несколько быстрее, чем при подъеме, опускают на горизонтальный нижний лист и доводят на нём толщину шва на величину катета. Отсюда по нижнему листу дугу передвигают вперёд до границы кратера и по ней направляют в вершину угла, снова задерживая дугу на некоторое время для лучшего проплавления вершины; затем поднимают вверх, возвращают назад на ту же величину а, спускают вниз- и повторяют весь процесс в прежнем порядке.
Ни в коем случае нельзя начинать сварку в точках В или С, так как в этом случае расплавленный металл с электрода наплывает на нерасплавленный ещё основной металл нижнего листа и перекрывает вершину угла, из-за чего а получается непровар, опасный тем, что его можно обнаружить только сломав шов.
При сварке толстопокрытыми электродами или на повышенных величинах тока образуется большая ванна расплавленного металла, вследствие чего накладывание угловых швов обычным способом затруднительно, так как при этом большая часть расплавленного металла стекает на горизонтальную поверхность и шов получается неправильного сечения. Во избежание этого рекомендуется свариваемое изделие располагать так, чтобы обе поверхности были наклонены к горизонту под углом в 45°, т. е. сварку производить в лодочку.

Выполнить практическое задание (устно):
Подготовка, сборка, прихватка и сварка двух пластин толщиной 12 мм нахлёсточным соединением в нижнем положении сварочного шва.
Билет№7
Ответить на теоретические вопросы:
Сварочная дуга: определение, виды, строение, условия
Горения.
Электрическая сварочная дуга – устойчивый электрический разряд в сильно ионизированной смеси газов и паров материалов, используемых при сварке, и характеризуемый высокой плотностью тока и высокой температурой.
В зависимости от числа электродов и способов включения электродов и свариваемой детали в электрическую цепь различают следующие виды сварочных дуг:
– прямого действия, когда дуга горит между электродом и изделием;
– косвенного действия, когда дуга горит между двумя электродами, а свариваемое изделие не включено в электрическую цепь;
– трехфазную дугу, возбуждаемую между двумя электродами, а также между каждым электродом и основным металлом.
По роду тока различают дуги, питаемые переменным и постоянным током. При использовании постоянного тока различают сварку на прямой и обратной полярности. В первом случае электрод подключается к отрицательному полюсу и служит катодом, а изделие – к положительному полюсу (анод); во втором случае электрод подключается к положительному полюсу и служит анодом, а изделие – к отрицательному и служит катодом.
В зависимости от материала электрода различают дуги между неплавящимися электродами (угольными, вольфрамовыми) и плавящимися металлическими электродами.
Сварочная дуга обладает рядом физических и технологических свойств, от которых зависит эффективность использования дуги при сварке. К физическим относятся электрические, электромагнитные, кинетические, температурные, световые. К технологическим свойствам относятся: мощность дуги, пространственная устойчивость, саморегулирование.
Электрический разряд в газе – это электрический ток, проходящий через газовую среду благодаря наличию в ней свободных электронов, а также отрицательных и положительных ионов, способных перемещаться между электродами под действием приложенного электрического поля (разности потенциалов между электродами).
Процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы, называется ионизацией. При обычных температурах ионизацию можно вызвать, если уже имеющимся в газе электронам и ионам сообщить при помощи электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы. Кроме того, ионизацию можно вызвать световыми, ультрафиолетовыми, рентгеновскими лучами, а также излучением радиоактивных веществ.
В обычных условиях воздух, как и все газы, обладает весьма слабой электропроводностью. Это объясняется малой концентрацией свободных электронов и ионов в газах. Поэтому, чтобы вызвать в газе мощный электрический ток, т. е. образовать электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами. Ионизацию можно произвести, если приложить к электродам достаточно высокое напряжение, тогда имеющиеся в газе свободные электроны и ионы будут разгоняться электрическим полем и, получив большие энергии, смогут разбить нейтральные молекулы на ионы. Однако при сварке, исходя из правил техники безопасности, нельзя пользоваться высокими напряжениями. Поэтому применяют другой способ. Так как в металлах имеется большая концентрация свободных электронов, то надо извлечь эти электроны из объема металла в газовую среду и затем использовать для ионизации молекул газа. Существует несколько способов извлечения электронов из металлов. Из них для процесса сварки имеют значения два: термоэлектронная и автоэлектронная эмиссии.
При термоэлектронной эмиссии происходит " испарение" свободных электронов с поверхности металла благодаря высокой температуре. Чем выше температура металла, тем большее число свободных электронов приобретают энергии, достаточные для преодоления " потенциального барьера" в поверхностном слое и выхода из металла.
При автоэлектронной эмиссии извлечение электронов из металла производится при помощи внешнего электрического поля, которое несколько изменяет потенциальный барьер у поверхности металла и облегчает выход тех электронов, которые внутри металла имеют достаточно большую энергию и могут преодолеть этот барьер.
Ионизацию, вызванную в некотором объеме газовой среды, принято называть объемной. Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической. При высоких температурах значительная часть молекул газа обладает достаточной энергией для того, чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы. Кроме того, с повышением температуры увеличивается общее число столкновений между молекулами газа. При очень высоких температурах в процессе ионизации начинает также играть заметную роль излучение газа и раскаленных электродов.
Ионизация газовой среды характеризуется степенью ионизации, т. е. отношением числа заряженных частиц в данном объеме к первоначальному числу частиц (до начала ионизации). При полной ионизации степень ионизации будет равна единице.
При температуре 6000-8000 К такие вещества, как калий, натрий, кальций, обладают достаточно высокой степенью ионизации. Пары этих элементов, находясь в дуговом промежутке, обеспечивают легкость возбуждения и устойчивое горение дуги. Это свойство щелочных металлов объясняется тем, что атомы этих металлов обладают малым потенциалом ионизации. Поэтому для повышения устойчивости горения электрической дуги эти вещества вводят в зону дуги в виде электродных покрытий или флюсов.
Электрическая дуга постоянного тока возбуждается при соприкосновении торца электрода и кромок свариваемой детали. Контакт в начальный момент осуществляется между микровыступами поверхностей электрода и свариваемой детали. Высокая плотность тока способствует мгновенному расплавлению этих выступов и образованию пленки жидкого металла, которая замыкает сварочную цепь на участке " электрод – свариваемая деталь". При последующем отводе электрода от поверхности детали на 2-4 мм пленка жидкого металла растягивается, а сечение уменьшается, вследствие чего возрастает плотность тока и повышается температура металла. Эти явления приводят к разрыву пленки и испарению вскипевшего металла. Возникшие при высокой температуре интенсивные термоэлектронная и автоэлектронная эмиссии обеспечивают ионизацию паров металла и газов межэлектродного промежутка.
В образовавшейся ионизированной среде возникает электрическая сварочная дуга. Процесс возбуждения дуги кратковременен и осуществляется в течение долей секунды. В установившейся сварочной дуге различают три зоны: катодную, анодную и столба дуги. Катодная зона начинается с раскаленного торца катода, на котором расположено так называемое катодное пятно. Отсюда вылетает поток свободных электронов, осуществляющих ионизацию дугового промежутка. Плотность тока на катодном пятне достигает 60-70 А/мм2. К катоду устремляются потоки положительных ионов, которые бомбардируют и отдают ему свою энергию, вызывая нагрев до температуры 2500-3000 °С.
Анодная зона расположена у торца положительного электрода, в котором выделяется небольшой участок, называемый анодным пятном. К анодному пятну устремляются и отдают свою энергию потоки электронов, накаляя его до температуры 2500-4000 °С. Столб дуги, расположенный между катодной и анодной зонами, состоит из раскаленных и ионизированных частиц. Температура в этой зоне достигает 6000-7000 °С в зависимости от плотности сварочного тока.
Для возбуждения дуги в начальный момент необходимо несколько большее напряжение, чем при ее последующем горении. Это объясняется тем, что при возбуждении дуги воздушный зазор недостаточно нагрет, степень ионизации недостаточно высокая и необходимо большее напряжение, способное сообщить свободным электронам достаточно большую энергию, чтобы при их столкновении с атомами газового промежутка могла произойти ионизация. Увеличение концентрации свободных электронов в объеме дуги приводит к интенсивной ионизации дугового промежутка, а отсюда к повышению его электропроводности. Вследствие этого напряжение тока падает до значения, которое необходимо для устойчивого горения дуги.
Зависимость напряжения дуги от тока в сварочной цепи называют статической вольт-амперной характеристикой дуги.
Вольт-амперная характеристика дуги имеет три области: падающую, жесткую и возрастающую. В первой (до 100 А) с увеличением тока напряжение значительно уменьшается. Это происходит в связи с тем, что при повышении тока увеличивается поперечное сечение, а следовательно, и проводимость столба дуги. Во второй области (100-1000 А) при увеличении тока напряжение сохраняется постоянным, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Область характеризуется постоянством плотности тока. В третьей области увеличение тока вызывает возрастание напряжения вследствие того, что увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода. Дуга первой области горит неустойчиво и поэтому имеет ограниченное применение. Дуга второй области горит устойчиво и обеспечивает нормальный процесс сварки.
Напряжение, необходимое для возбуждения дуги, зависит от рода тока (постоянный или переменный), дугового промежутка, материала электрода и свариваемых кромок, покрытия электродов и ряда других факторов. Значения напряжений, обеспечивающих возникновение дуги в дуговых промежутках, равных 2-4 мм, находятся в пределах 40-70 В. Напряжение для установившейся сварочной дуги по формуле U = a + bl, где а – коэффициент, по своей физической сущности составляющий сумму падений напряжений в зонах катода и анода, В; b – коэффициент, выражающий среднее падение напряжения на единицу длины дуги, В/мм; l – длина дуги, мм
