|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Покрытия сварочных электродовСтр 1 из 6Следующая ⇒
Порошковая сварочная проволока Порошковая сварочная проволока представляет собой трубчатую проволоку, заполненную порошкообразным наполнителем. Отношение массы порошка к массе металлической оболочки составляет от 15 до 40%. Конструкция порошковой проволоки может быть разной – простой трубчатой, с различными загибами оболочки, двухслойной (см. рисунок).
Загибы используются для придания проволоке жесткости и предотвращения высыпания порошка при ее сдавливании подающими роликами сварочного полуавтомата. Порошкообразный наполнитель представляет собой смесь руд, минералов, ферросплавов, химикатов. Он выполняет функции, аналогичные функциям электродных покрытий, – защиту металла от воздуха, стабилизацию дугового разряда, раскисление и легирование шва, формирование шва, регулирование процесса переноса электродного металла и др. По составу порошкообразного наполнителя порошковые сварочные проволоки подразделяются на:
По назначению порошковые проволоки бывают самозащитные, предназначенные для сварки без дополнительной газовой защиты, и проволоки для сварки в углекислом газе. Каждая из этих групп, в свою очередь, подразделяется на проволоки общего назначения и специальные. Применение самозащитных проволок позволяет упростить процесс сварки, поскольку отпадает необходимость в использовании баллонов с углекислым газом. Это расширяет возможности использования полуавтоматической сварки, в частности в монтажных условиях. Для самозащитных проволок используются порошки рутил-органического, карбонатно-флюоритного и флюоритного типов. При сварке проволоками рутил-органического типа металл шва по химическому составу близок к составу низкоуглеродистой полуспокойной стали. При больших силах тока сварочная ванна интенсивно поглощает газы, что приводит к пористости. В связи с этим сила тока ограничена, что снижает производительность сварки. Типичным представителем проволок рутил-органического типа может служить сварочная проволока марки ПП-АН1. Проволоки карбонатно-флюоритного типа рекомендуется использовать для сварки низкоуглеродистых и низколегированных сталей ответственных конструкций. При этом механические свойства шва выше, чем для рутил-органических проволок. Сварные швы более пластичны и лучше работают при низких температурах. Представителями данного типа являются сварочные проволоки ПП-АН11, ПП-АН17. Проволоки флюоритного типа по характеристикам занимают промежуточное положение между проволоками рутил-органического и карбонатно-флюоритного типа, например, сварочная проволока ПП-2ДСК. Использование порошковых проволок при сварке в углекислом газе позволяет существенно улучшить технологические параметры процесса сварки и механические свойства шва по сравнению с проволоками сплошного сечения. Улучшается формирование и внешний вид шва, снижается разбрызгивание металла, повышаются механические характеристики сварного соединения. Для сварки в углекислом газе используются проволоки рутилового и рутил-флюоритного типа. Проволоки рутилового типа (ПП-АН8; ПП-АН10) предназначены для сварки широкого круга конструкций из низкоуглеродистой и низколегированной стали. Проволоки рутил-флюоритного типа (ПП-АН4; ПП-АН9; ПП-АН20) обеспечивают высокую ударную вязкость и рекомендуются для сварки конструкций из легированных сталей, работающих в сложных климатических условиях при динамических нагрузках. Сварочные проволоки специального назначения используются при сварке с принудительным формированием, под водой, для сварки чугуна и т.д. Кроме марки порошковая проволока также имеет условное обозначение, содержащее четыре группы буквенных и цифровых индексов: 1. Назначение: ПГ – для сварки в защитных газах, ПС – самозащитная. 2. Прочность наплавленного металла в МПа. Дополнительная буква Ч или Л означает для сварки чугуна или легированной стали. Для низкоуглеродистых и низколегированных сталей буква не ставится. 3. Обозначение допустимых пространственных положений: Н – нижнее, В – нижнее, горизонтальное, вертикальное; Вт – только горизонтальное; В^ – только вертикальное; Т – все положения, включая тела вращения. 4. Температура перехода к хрупкому разрушению: 0 – 20°С; 1 – 0°С; 2 – минус 20°С; 3 – минус 30°С; 4 – минус 40°С; 5 – минус 50°С; 6 – минус 60°С. Буква Д – требования не регламентированы. Флюсы для сварки низколегированных сталей При сварке низколегированных сталей используются флюсы с более низкой химической активностью (Аф от 0, 3 до 0, 6), чем при сварке низкоуглеродистых сталей. В них содержится меньшее количество оксидов SiO2 и MnO и большее количество CaF2 и СаО. За счет меньшей активности сварочного флюса снижается окисление легирующих элементов в стали и улучшается пластичность шва, однако при этом несколько ухудшается формирование шва, повышается вероятность порообразования. Наиболее распространенные отечественные флюсы для сварки низколегированных сталей:
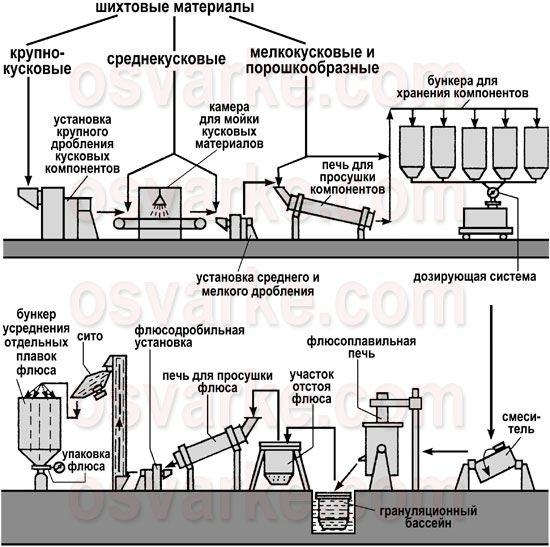
Производство флюса Технология производства плавленого сварочного флюса представлена на рисунке ниже.
Основные этапы технологии производства: 1. Подготовка шихты 2. Выплавка флюса 3. Грануляция 4. Обработка 5. Контроль качества произведенного флюса 6. Упаковка Компоненты флюса должны храниться раздельно по партиям согласно нормативно-технической документации. При подготовке шихты выполняются крупное, среднее и мелкое дробление кусковых компонентов, их мойка и сушка. Далее производятся их взвешивание, дозировка согласно рецепту и смешивание. Выплавка флюса осуществляется в электродуговых или газопламенных печах. Сварочный флюс после выплавки в газопламенной печи всегда гранулируется мокрым способом и получается стекловидным, а флюс, выплавленный в электродуговой печи может гранулироваться сухим способом и быть пемзовидным. Грануляция флюса может выполняться мокрым и сухим способом. При мокрой грануляции расплав выливается в наполненный водой бассейн и при соприкосновении с холодной водой делится на мелкие частицы. При сухом способе грануляции расплав сливают в металлический поддон или изложницу с последующим дроблением слитка. При обработке флюса выполняются его сушка, дробление и просеивание. По окончании просеивания мелкую и крупную фракции, не соответствующие ТУ, возвращают на переплав. При контроле качества флюса проверяются размер зерен, удельный вес, химический состав, влажность и другие характеристики. Упаковка флюса может осуществляться в полиэтиленовые мешки, пятислойные бумажные мешки, металлические барабаны или ящики.
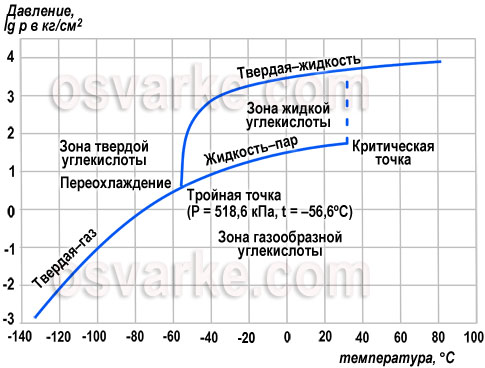
Жидкий диоксид углерода (углекислота) представляет собой бесцветную жидкость без запаха. При комнатной температуре она существует только при давлении свыше 5850 кПа. Плотность жидкой углекислоты сильно зависит от температуры. Например, при температуре ниже +11°С жидкая углекислота тяжелее воды, при температуре выше +11°С – легче. В результате испарения 1 кг жидкой углекислоты при нормальных условиях образуется примерно 509 л газа. При температуре около -56, 6°С и давлении около 519 кПа жидкая углекислота превращается в твердое вещество – «сухой лед». В промышленности наиболее распространены 3 способа получения углекислого газа:
Согласно ГОСТ 8050-85 газообразная и жидкая углекислота поставляется трех видов: высшего, первого и второго сортов. Для сварки рекомендуется использовать углекислоту высшего и первого сорта. Применение углекислоты второго сорта для сварки допускается, однако желательно наличие осушителей газа. Допустимое содержание углекислого газа и некоторых примесей в различных марках углекислоты приведено в таблице ниже.
Меры безопасности при работе с углекислым газом:
Покрытия сварочных электродов Электродные покрытия могут создаваться по-разному. В одних возможно преобладание газообразующих компонентов, в других – шлакообразующих. В качестве газообразующих компонентов могут применяться минералы или органические соединения. Выведение из металла шва водорода может осуществляться с помощью фтора или кислорода. В различной степени может выполняться очистка металла шва от нежелательных включений, в том числе от фосфора и серы. В зависимости от используемого подхода выделяют четыре базовых типа покрытия. Кислое покрытие (обозначается по ГОСТ 9466-75 буквой «А» ) создается на основе материалов рудного происхождения. В качестве шлакообразующих компонентов используются оксиды, газообразующих – органические составляющие. При плавлении покрытия в расплавленном металле и в зоне горения дуги выделяется большое количество кислорода. Поэтому в покрытие добавляют много раскислителей – марганца и кремния. Преимущества кислого покрытия электродов:
К недостаткам этого покрытия относятся пониженные пластичность и ударная вязкость металла шва, что связано с невозможностью легирования шва из-за окисления легирующих добавок. Ввиду отсутствия в покрытии кальция в металле шва присутствуют сера и фосфор, повышающие вероятность образования кристаллизационных трещин. Одним из главных недостатков данного покрытия является выделение большого количества вредных примесей вследствие повышенного содержания в аэрозолях соединений марганца и кремния. Поэтому сварочные электроды с кислым покрытием используются в последнее время редко. Область применения электродов с кислым покрытием – сварка неответственных конструкций из низкоуглеродистых сталей. Основное покрытие (обозначается по ГОСТ 9466-75 буквой «Б» ) создается на основе фтористых соединений (плавиковый шпат CaF2), а также карбонатов кальция и магния (мрамор CaCO3, магнезит MgCO3 и доломит CaMg(CO3)2). Газовая защита осуществляется за счет углекислого газа, который выделяется при разложении карбонатов: CaCO3 → CaO + CO2 С помощью кальция металл шва хорошо очищается от серы и фосфора. Фтор вводится в ограниченных количествах (чтобы сохранить стабильность горения дуги) и связывает водород и пары воды в термические стойкие соединения: CaF2 + H2O → CaO + 2HF Из-за низкого содержания водорода в металле шва сварочные электроды с основным покрытием также называют «низководородными». Преимущества основного покрытия электродов:
Недостатки основного покрытия:
Область применения электродов с основным покрытием:
В связи с присутствием в аэрозолях фтористых соединений при сварке в закрытом помещении необходимо обеспечение качественной вентиляции воздуха, а сварщикам рекомендуется работать со средствами индивидуальной защиты дыхательных органов или с подачей чистого воздуха в зону дыхания.
Рутиловое покрытие (обозначается по ГОСТ 9466-75 буквой «Р» ) создается на базе рутилового концентрата TiO2, обеспечивающего шлаковую защиту, а также алюмосиликатов (полевой шпат, слюда, каолин) и карбонатов (мрамор, магнезит). Газовую защиту обеспечивают карбонаты и органические соединения (целлюлоза). В качестве легирующего компонента и раскислителя используется ферромарганец, в некоторые покрытия вводится железный порошок (обозначаются по ГОСТ 9466-75 буквами «РЖ» ). С помощью кальция, присутствующего в карбонате CaCO3, из металла шва удаляются сера и фосфор. Преимущества сварочных электродов с рутиловым покрытием:
Недостатки электродов с рутиловым покрытием:
Область применения сварочных электродов с рутиловым покрытием:
Целлюлозное покрытие (обозначается по ГОСТ 9466-75 буквой «Ц» ) создается на основе органических соединений (до 50%) – целлюлозы, муки, крахмала, обеспечивающих газовую защиту. Для шлаковой защиты в небольшом количестве применяются рутиловый концентрат, мрамор, карбонаты, алюмосиликаты и другие вещества. На сварном шве образуется тонкий слой шлака. Легирование наплавленного металла выполняется легирующими добавками стержня, а также за счет добавления в покрытие ферросплавов и металлических порошков. В качестве раскислителей используют ферросплавы марганца. Металл шва по химическому составу соответствует полуспокойной или спокойной стали. Преимущества сварочных электродов с целлюлозным покрытием:
Недостатки целлюлозного покрытия:
Область применения электродов с целлюлозным покрытием – сварка первого (труднодоступного) слоя неповоротных стыков трубопроводов. Также используются и смешанные покрытия: кислорутиловое (обозначается по ГОСТ 9466-75 буквами «АР» ), рутилово-основное (обозначается по ГОСТ 9466-75 буквами «РБ» ), рутилово-целлюлозное (обозначается по ГОСТ 9466-75 буквами «РЦ» ), а также прочие (обозначаются по ГОСТ 9466-75 буквой «П» ).
Таблица. Обозначение покрытий сварочных электродов
Тип сварочного электрода характеризует свойства металла шва. Для конструкционных сталей – это механические свойства (временное сопротивление разрыву, ударная вязкость, относительное удлинение, угол загиба), для легированных сталей со специальными свойствами (теплоустойчивые, жаропрочные, коррозионно-стойкие и др.) – химический состав (содержание углерода, кремния, хрома, марганца, никеля и других элементов). Обозначение типа электрода (регламентируется ГОСТ 9467-75 и ГОСТ 10052-75) содержит букву «Э», после которой ставится временное сопротивление на разрыв δ В(кг/мм2). Например, «Э46А» означает, что металл, наплавленный этими электродами, имеет прочность 46 кг/мм2 (460 МПа) и улучшенные пластические свойства. Для сварки легированных конструкционных сталей повышенной и высокой прочности тип электрода может быть Э70, Э85, Э100, Э125, Э150. Примеры обозначений типа электрода для сварки сталей со специальными свойствами:
1. Диаметр. 2. Марка проволоки: o назначение ( Св – сварочная, Нп – наплавочная). o содержание углерода в сотых долях процента. Например, Св08 – проволока содержит 0, 08% углерода; o может указываться содержание легирующих элементов, обозначающихся следующими буквами: X – хром; Н – никель, С – кремний; М – молибден; Г – марганец; Т – титан: Ф – ванадий; Д – медь; Ц – цирконий; Ю – алюминий. За буквой, которая обозначает легирующий элемент, следует число, указывающее его содержание в процентах. Если легирующий элемент содержится в количестве около 1%, то число не ставится. Например, Св08Х21Н5Т расшифровывается следующим образом: проволока сварочная, содержание углерода 0, 08%, хрома 21%; никеля 5%; титана 1%; o могут указываться повышенные требования к чистоте проволоки по вредным примесям – серы и фосфора. Они отмечаются в марке буквами А и АА. Например, в проволоке Св08 допускается до 0, 04% серы и фосфора, для Св08А – до 0, 03% этих примесей, в Св08АА – до 0, 02%. 3. Способ выплавки: ВД – вакуумно-дуговые печи, ВИ – вакуумно-индукционные печи; Ш – электрошлаковый переплав. 4. Если проволока предназначена для изготовления электродов, то ставится буква Э. 5. Если проволока выпускается с омедненной поверхностью, то ставится буква О. 6. ГОСТ на проволоку. Пример обозначения: 3 Св08ХСМФА-ВИ-Э ГОСТ 2246-70. Проволока может поставляться в мотках, на катушках или в специальной упаковке, например, Marathon Pac фирмы ESAB. |
Последнее изменение этой страницы: 2017-05-06; Просмотров: 737; Нарушение авторского права страницы