|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Флюсы для сварки низкоуглеродистых сталей
Для сварки низкоуглеродистых сталей используют оксидные флюсы. При этом возможны две комбинации систем «флюс–сварочная проволока»: 1. Высококремнистый высокомарганцевый флюс в сочетании с низкоуглеродистой нелегированной проволокой (Св08, Св08А и др.); 2. Высококремнистый низкомарганцевый или безмарганцевый флюс в сочетании с низкоуглеродистой проволокой, легированной марганцем, например, Св10Г2. Легирование сварного шва марганцем в первой системе выполняется за счет флюса, во второй – за счет проволоки. Легирование кремнием в обеих системах осуществляется за счет флюса. Первая комбинация применяется в основном в России, вторая – за рубежом. Наиболее распространенными отечественными флюсами для сварки низкоуглеродистых сталей являются следующие:
Флюсы для сварки низколегированных сталей При сварке низколегированных сталей используются флюсы с более низкой химической активностью (Аф от 0, 3 до 0, 6), чем при сварке низкоуглеродистых сталей. В них содержится меньшее количество оксидов SiO2 и MnO и большее количество CaF2 и СаО. За счет меньшей активности сварочного флюса снижается окисление легирующих элементов в стали и улучшается пластичность шва, однако при этом несколько ухудшается формирование шва, повышается вероятность порообразования. Наиболее распространенные отечественные флюсы для сварки низколегированных сталей:
Флюсы для сварки средне- и высоколегированных сталей При сварке средне- и высоколегированных сталей обычно используются малоактивные флюсы (Аф от 0, 1 до 0, 3). В них содержится еще меньшее количество SiO2, практически отсутствует MnO, содержание CaO – до 20%, CaF2 – от 10–20 до 60% (для более легированных сталей содержание CaF2 во флюсе повышается). Известные отечественные флюсы для сварки средне- и высоколегированных сталей:
Флюсы для сварки активных металлов Для сварки активных металлов, например, титана, применяются полностью солевые флюсы. В них не добавляются оксиды, поскольку это приводит к загрязнению швов кислородом и резкому снижению их пластичности. Флюсы производят на основе фторидов и хлоридов щелочных и щелочноземельных металлов, например, с таким составом: 85–95% CaF2, 0–19% BaCl, 1–6% NaCl, 0-4% CaCl.
Таблица. Химический состав некоторых флюсов, применяемых при дуговой сварке
Таблица. Области применения флюсов
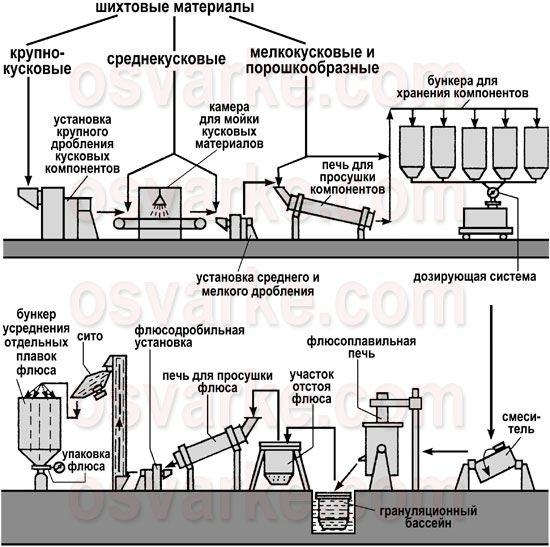
Производство флюса Технология производства плавленого сварочного флюса представлена на рисунке ниже.
Основные этапы технологии производства: 1. Подготовка шихты 2. Выплавка флюса 3. Грануляция 4. Обработка 5. Контроль качества произведенного флюса 6. Упаковка Компоненты флюса должны храниться раздельно по партиям согласно нормативно-технической документации. При подготовке шихты выполняются крупное, среднее и мелкое дробление кусковых компонентов, их мойка и сушка. Далее производятся их взвешивание, дозировка согласно рецепту и смешивание. Выплавка флюса осуществляется в электродуговых или газопламенных печах. Сварочный флюс после выплавки в газопламенной печи всегда гранулируется мокрым способом и получается стекловидным, а флюс, выплавленный в электродуговой печи может гранулироваться сухим способом и быть пемзовидным. Грануляция флюса может выполняться мокрым и сухим способом. При мокрой грануляции расплав выливается в наполненный водой бассейн и при соприкосновении с холодной водой делится на мелкие частицы. При сухом способе грануляции расплав сливают в металлический поддон или изложницу с последующим дроблением слитка. При обработке флюса выполняются его сушка, дробление и просеивание. По окончании просеивания мелкую и крупную фракции, не соответствующие ТУ, возвращают на переплав. При контроле качества флюса проверяются размер зерен, удельный вес, химический состав, влажность и другие характеристики. Упаковка флюса может осуществляться в полиэтиленовые мешки, пятислойные бумажные мешки, металлические барабаны или ящики.
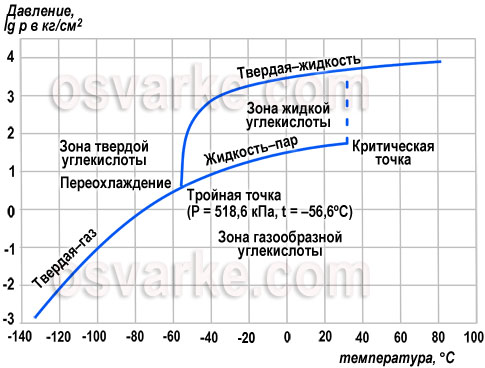
Жидкий диоксид углерода (углекислота) представляет собой бесцветную жидкость без запаха. При комнатной температуре она существует только при давлении свыше 5850 кПа. Плотность жидкой углекислоты сильно зависит от температуры. Например, при температуре ниже +11°С жидкая углекислота тяжелее воды, при температуре выше +11°С – легче. В результате испарения 1 кг жидкой углекислоты при нормальных условиях образуется примерно 509 л газа. При температуре около -56, 6°С и давлении около 519 кПа жидкая углекислота превращается в твердое вещество – «сухой лед». В промышленности наиболее распространены 3 способа получения углекислого газа:
Согласно ГОСТ 8050-85 газообразная и жидкая углекислота поставляется трех видов: высшего, первого и второго сортов. Для сварки рекомендуется использовать углекислоту высшего и первого сорта. Применение углекислоты второго сорта для сварки допускается, однако желательно наличие осушителей газа. Допустимое содержание углекислого газа и некоторых примесей в различных марках углекислоты приведено в таблице ниже.
Меры безопасности при работе с углекислым газом: |
Последнее изменение этой страницы: 2017-05-06; Просмотров: 2355; Нарушение авторского права страницы