|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Рецептуры пельменей любительских, улан-удэнских, селенгинских
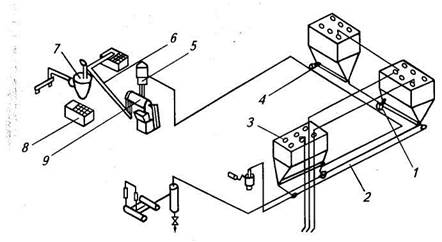
v ^нт^ольньш^ькод^пельменей..к.массе__исходного сырья составляет: русскйх7 сибирских, иркутских, школьных, останкинских, столовых, столичных, крестьянских, мясо-картофельных, донецких, закусочных, любительских, улан-удэнских, селенгинских 120 %, охотничьих, кубанских 118, особых 122 %. Подготовка теста. Перед приготовлением теста подготавливают исходные компоненты. Муку, полученную непосредственно после помола, выдерживают для созревания при температуре 20—25 °С и относительной влажности воздуха 75—85 % не менее одной недели. Предварительно готовят смеси из хлебопекарной и макаронной муки в соответствии с рецептурами пельменей. В целях предотвращения попадания металлических примесей муку просеивают и пропускают через магнитоуловители. Для бестарного хранения и транспортирования муки в пельменное отделение применяют поточно-механизированные линии. Линия состоит из трех приемных бункеров М-111 вместимостью 8 т каждый, трех роторных питателей М-116, переключателей двухпозиционных, трех воздушных клапанов двухпози-ционных с электроприводом, циклона-разгрузителя, мукопросеи-вающего агрегата «Пиорат-19», шнекового конвейера, автоматического взвешивающего устройства, системы трубопроводов (рис. 6.1). Линия работает следующим образом. Мука из муковоза под
Рис. 6.1. Поточно-механизированная линия бестарного хранения и транспортирования муки: 1 — переключатель двухпозиционный с ручным управлением; 2 — трубопровод сжатого воздуха; 3 — бункер для муки; 4 — роторный питатель; 5 — циклон-разгрузитель; 6 — шнек для подачи муки; 7 — автоматическое взвешивающее устройство; 8 — тестомесильная машина; 9 — агрегат для просеивания муки
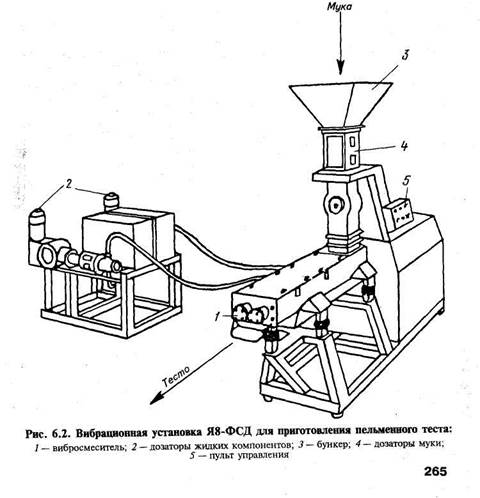
давлением сжатого воздуха от компрессора подается в соответствующий бункер. После окончания разгрузки трубопровод продувают от остатков муки в течение 3—5 мин. С помощью двухпози-ционных переключателей сжатый воздух подается от воздуходувок к роторному питателю соответствующего бункера и далее в циклон-разгрузитель. Мука оседает в нем, затем роторным питателем подается в мукопросеивающий агрегат. Воздух из циклона-разгрузителя выходит через фильтр. По достижении определенного уровня муки в циклоне ее подача автоматически прекращается. Мука созревает в течение 6 дней при температуре 20 °С. Тесто для пельменей можно готовить в мешалках периодического и непрерывного действия. Мука, подаваемая для приготовления теста, должна иметь температуру 19 ± 1 °С. При приготовлении теста вместо части меланжа можно использовать казеинат натрия или сухой казеинат натурального казеина, которые в виде порошка вносят вместе с мукой. При этом вместо заменяемого меланжа вводят 25 % казеината и 75 % воды. При использовании 5%-ного водного раствора казеината натрия сухой казеинат натрия высыпают в воду температурой 35 + 5 °С, нагревают в ванне ВДП 300-600 или другой аналогичной емкости. Смесь нагревают до температуры 60 ± 10 °С, перемешивают до полного растворения казеината натрия. Для приготовления 100 кг 15%-ного раствора казеината натрия требуется 15 кг сухого казеината натрия и 85 кг воды. Полученный раствор можно использовать непосредственно или в течение 1 сут после изготовления. Раствор казеината хранят при температуре 8 ± 2 °С. Для получения 5%-ного водного раствора казеината натрия 15%-ный раствор разбавляют водой в соотношении 1: 3. Приготовленный 5%-ный водный раствор казеината натрия должен иметь температуру 27 + 2 °С. При применении водного раствора казеината натрия мука, подаваемая для приготовления теста, должна иметь температуру 18-20 °С. При замешивании теста на агрегатах непрерывного действия дозаторы выдают муку (или смесь муки), воду, смесь раствора сОли и меланжа или светлой пищевой сыворотки крови непрерывно в соответствии с рецептурой. При использовании 5%-ного раствора казеината натрия вводят муку, воду, предварительно подготовленный раствор соли, меланж, затем 5%-ный раствор казеината натрия. Основными частями мешалки непрерывного действия для приготовления теста являются корытообразная ёмкость, вал со съемными лопастями, бункер для муки, дозаторы меланжевой смеси, рассола и воды. Мука (или смесь муки) подается в мешалку непрерывно определенными дозами. Одновременно в корыто мешалки поступают вода, рассол и меланжевая смесь в количествах, предусмотренных рецептурами и в зависимости от влажности исходных компонен- тов. В мешалке тесто вымешивается около 10 мин, а затем выгружается по мере поступления его к разгрузочному отверстию. У каждого тестоприготовительного агрегата установлены дозатор для воды системы АБВ-100 типа «Стандарт» и дозатор для рассола типа АСБ. Для приготовления пельменного теста с добавлением пищевого костного жира используют вибросмеситель непрерывного действия Я8-ФСД производительностью 500 кг/ч (рис. 6.2). Вибросмеситель — установка непрерывного действия с отдельным узлом дозирования жидких компонентов — осуществляет замес теста в корытообразной деже двумя вращающимися навстречу друг другу валами с одновременным наложением вибрации и на дежу, и на валы. Скорость вращения перемещающих
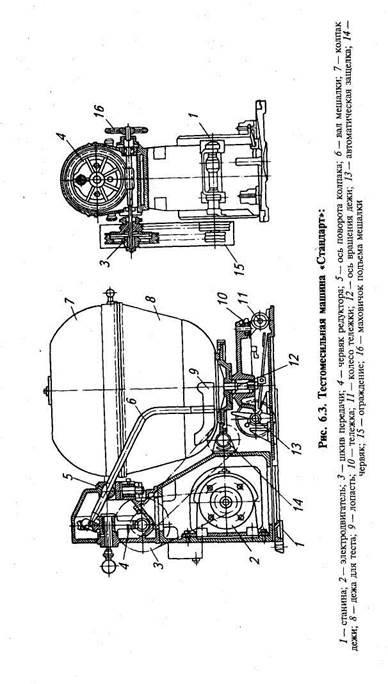
валов 1, 7 с, частота колебания дежи и валов 25 Гц, амплитуда 3 • 10~ м. Валы снабжены лопатками и пальцами для предварительного смешивания ингредиентов, пластификации замеса теста. Мука шнековым подъемником подается в накопительный бункер, оттуда — в дозатор. Вода и расплавленный до температуры 60 ± 2 °С пищевой костный жир через насосы-дозаторы плунжерного типа поступают одновременно с мукой в дежу вибросмесителя в соответствии с рецептурой теста, где замешивается тесто в течение 6—8 мин. Следует использовать пищевой костный жир только высшего сорта со сроком хранения не более 10 сут. Приготовленное тесто непосредственно после его изготовления в вибросмесителе без предварительной выдержки формуют. Для приготовления теста применяют фаршемешалки с винтовыми лопастями любой системы и любой вместимости, а также тестомесильные машины типа «Стандарт» с откатываемой дежей вместимостью 330 л. Тестомесильная машина «Стандарт» показана на рис. 6.3. Основной рабочей частью тестомесильной машины «Стандарт» является вал с лопастью. Рычаг с лопастью движется сверху вниз, совершая кругообразные движения при одновременном вращении дежи вокруг оси. Одновременное вращение лопасти и дежи обеспечивает хорошее вымешивание теста. В мешалках периодического действия тесто вымешивают в течение 20 мин до получения однородной массы. Тесто для пельменей должно быть однородным, эластичным, хорошо склеиваться в швах при штамповке, не развариваться в воде (бульон от варки пельменей должен быть прозрачным); в вареном виде не прилипать к зубам и деснам. Содержание влаги в тесте должно быть 39—40 %, температура готового теста должна быть 27 + 1 " С. Тесто перед штамповкой выдерживают в помещении с температурой воздуха 12 °С в течение 20—40 мин, с использованием казеината натрия — 30—40 мин. Тесто, приготовленное на вибрационной установке Я8-ФСД, перед штамповкой не выдерживают.
Количество воды X (в кг), необходимое для получения теста с массовой долей влаги от 39 до 42 %, определяют расчетным путем по формуле
Температура воды 7в (в °С), используемой при замешивании теста, обусловливается в основном температурой муки и определяется расчетным путем по формуле
где 7i — искомая температура воды, " С; Тт — заданная температура теста, °С; Гм —температура муки, " С; Я—поправочный коэффициент для пересчета температуры (2 — в теплый период года, 3 — в холодный период года). Пример. Требуется приготовить пельменное тесто с содержанием влаги 42 % и температурой 27 °С при исходной влажности муки 14, 5 %, меланжа 75, соли 2 % и температуре муки 18 °С. Характеристика сырья, требуемого для приготовления теста, приведена в табл. 6.4. Исходные данные для расчета количества воды при приготовлении Теста
Исходя из данных параметров, потребность в воде составит Приготовление фарша. Подготовленное мясное сырье (жило-ванное мясо, вареные рубцы и свиные желудки) и картофель
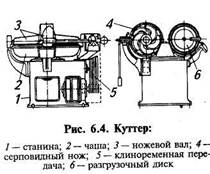
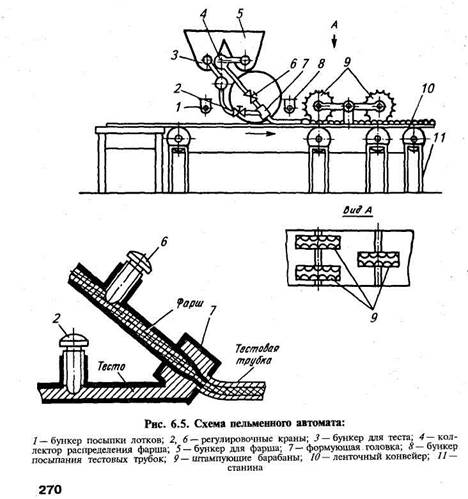
измельчают на волчке с диаметром отверстий решетки 2— 3 мм. Капусту измельчают на кут-тере (рис. 6.4). Куттер состоит из чугунной станины, ножевого вала, чаши, привода ножевого вала и механизма тарелочного выгружателя. Чаша закреплена на вертикальном валу. Ножевая головка закреплена на горизонтальном валу, который через клиноременную передачу соединен с двухскоростным электродвигателем. Чаша приводится во вращение от того же электродвигателя через кли-ноременную передачу, вариатор скоростей и редуктор. Ножевая головка состоит из шести серповидных ножей, но их может быть 9 и 12. Куттер загружают вручную или по спускам. Сырье под ножи подается вращающейся чашей, измельчается серповидными ножами, выгружается из чаши с помощью тарельчатого выгружате-ля. Тарелка выгружателя, вращаясь, увлекает измельченный продукт вверх, затем он скребками снимается с тарелки и сбрасывается на разгрузочный лоток. Фарш составляют на фаршеприготовительных агрегатах периодического или непрерывного действия в соответствии с рецептурами. Воду температурой не выше 10 °С добавляют в количестве 18—20 % массы мясного сырья. При составлении фарша на фаршеприготовительных агрегатах.. j непрерывного действия предварительно регулируют массовую и объемную дозы компонентов (измельченное говяжье, свиное, баранье или конское мясо, мясо говяжьих и свиных голов, пищевода, калтыка, легкие, мясо птицы механической обвалки, вареные рубцы, желудки, лук, специи, соль, воду) в соответствии с рецептурой вырабатываемых пельменей. Выдачу доз проверяют 2—3 раза в смену. Фарш перемешивают до получения однородной массы. При составлении фарша на агрегатах периодического действия измельченное мясное сырье перемешивают, добавляя последовательно воду, лук, соль и специи до образования однородной массы. При выработке иркутских пельменей мясо измельчают на кут-тере. Говядину и жир-сырец в кусках массой 400—500 г куттеру-ют с добавлением чеснока в течение 1, 5—2 мин, затем добавляют чешуйчатый лед в количестве 20 % объема воды, добавляемой в мешалку. Измельченное говяжье и свиное мясо смешивают в мешалке в течение 3 мин, причем к фаршу добавляют 18—20 % воды температурой 5—10 °С. В начале перемешивания в фарш добавляют специи, соль в растворенном виде. Фарш, приготовленный на различных фаршеприготовительных агрегатах, подается в пельменный автомат с помощью различных загрузочных устройств. Формование пельменей. Для дозирования и формования пельменей служат пельменные автоматы различной производительности (СУБ-2Н - 260-400 кг/ч; СУБ-2-67 - 400; В2-АПЛ/13 -500; СУБ-ЗМ и П6-ФПВ - 400-600; СУБ-6 - 780-1200 кг/ч). Тесто и фарш дозируются по истечении. Конструкции автоматов различаются только количеством^ штампующих дисков. Основные узлы автоматов: станина, загрузочный бункер с винтовым вытеснителем теста, загрузочный
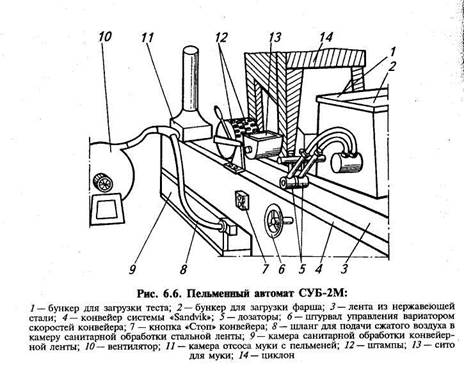
бункер с лопастной мешалкой и эксцентриково-лопастным питателем фарша, фаршевый и тестовый коллекторы с формующим устройством, штампующие диски с подъемным устройством, бункер для муки с ворошителем, ленточный конвейер, привод. Схема пельменного автомата представлена на рис. 6.5. Пельменные автоматы укомплектовывают конвейерами с лентами прорезиненными или из нержавеющей стали. Если имеется прорезиненная лента, то пельмени штампуются на лотках, если лента изготовлена из нержавеющей стали, пельмени штампуют и замораживают непосредственно на ленте. " Эксцентриково-лоластный и винтовой насосы нагнетают сЬарш и тесто в соответствующие коллекторы, а из них — в формующее устройство. Последнее представляет собой цилиндрический сосуд с овальным отверстием на цилиндрической поверхности? и с установленной в сосуде и выходящей в овальное отверстие ТР5На°цилиндрической поверхности сосуда образуется два овальных и разделенных между собой отверстия: внутреннее - для вы-хшГа Фарша наружное - для выхода теста. С обоих концов сосуд закрь*ваРется резвыми крышками. При работе из Формующих устройств движется поток фарша и теста в виде трубки (внутри фарш, снаружи тесто). Трубки поступают на лотки, перемещаемые конвейером, или непосредственно на стальную шу№ вейета посыпают их мукой и направляют под штампующие SS Подсыпка муки может быть исключена при^«оншии для приготовления теста макаронной муки (дурум) из твердой пшеницы в количестве 30-50 % общей массы муки, а также при обдувке тестовой оболочки с фаршем теплым воздухом перед шХповкой. При обдувке тестовой трубки теплым воздух.мна ее поверхности образуется корочка, которая предотвращает как и при посыпании мукой, прилипание ее к штампующим дискам. При штамповке пельменей на металлической ленте для предотвращения прилипания к штампующим барабанам их смазывают растительным маслом (подсолнечным, хлопковым, соевым). нГцилиндрической поверхности штампующих дисков расположены ячейки, имеющие разделительные и склеивающие тесто- ^о^яТере^ещения трубок штампующие диски прокатываются по ним; размещая фарш и тесто по ячейкам с одновре-МР„НЬШ склеиванием и формованием пельменей. Пе^ше^ньТавтомат СУБ-2М предназначен для дозирования, формования и замораживания пельменей на ™ьнои лентеt конвейера (рис 6.6). При штамповке пельмени сверху посыпают м^Ж После штамповки мука сдувается и одновременно отса- СЫЧаес? ь ленты конвейера длиной 3, 75 м, на которой пельмени штампуются и обдуваются воздухом, расположена в отделении пришт^ления теста и фарша, другая часть ленты длиной 10 25 м - в туннельной камере для замораживания пельменей. В гонце конвейера у ведомого шкива пельмени снимаются с К внутренней поверхности ленты вдоль ее продольной оси нриваревд металлические стержни с головками, на вторые надета направляющая резиновая шина с профилем клиновидного
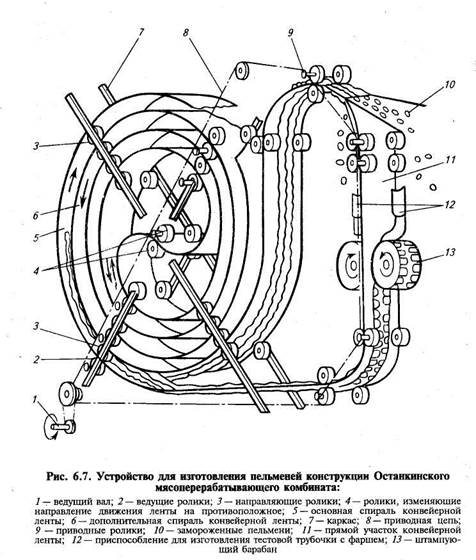
ремня. Стальная лента установлена на шкивы ведомой и ведущей станций, имеющих в сечении профиль, соответствующий профилю шины. На верхней рабочей ветви ленты смонтированы опоры скольжения, состоящие из четырех брусьев, а в месте расположения штампов пельменного автомата под лентой установлено два обрезиненных ролика. Нижняя часть — холостая ветвь ленты в морозильном туннеле опирается на три опоры, каждая из которых состоит из трех резиновых дисков. Для увеличения угла обхвата лентой ведомого шкива под холостой ветвью имеется опора в форме сегмента из восьми роликов. При выходе из морозильной камеры эта ветвь проходит санитарную обработку в специальной камере, смонтированной на каркасе конвейера под рабочей ветвью ленты и в отделении штамповки пельменей. Камера разделена на три секции. В первой секции лента проходит между двумя рядами перфорированных труб, куда подается горячая вода, во второй — между парой труб с форсунками, в которые также подается горячая вода, и в третьей — между парой скребков из рифленой резины, установленных на опорах и прижатых к плоскости ленты с помощью траверс. В этой же секции пельмени обдуваются воздухом через специальные сопла, расположенные на внутренней поверхности холостой ветви ленты. Тем же вентилятором воздух подается и для сушки ленты. При входе в камеру и на выходе из нее, а также на границе ее секции лента проходит через пары резиновых скребков-штор, которые, плотно прижимаются к ее поверхности. Вода из камеры через шланг поступает в канализацию. Боковые стенки камеры, коллектора форсунок и отжимные скребки съемные. Температура воздуха в помещении штамповки пельменей 17—21 °С. Рабочая поверхность ленты перед штамповкой пельменей чистая и сухая, ее температура в этот период около 20—25 °С. Температура ленты при выходе из камеры санитарной обработки около 32 " С. Температура воды, поступающей в камеру мойки, около 45 °С. Температура внутри пельменей после штамповки 18—18, 5 °С, при снятии их скребками в конце конвейера около 1...—1 " С. Температура воздуха в камере замораживания —29...—31 °С. При понижении температуры воды, используемой для мойки ленты, качество промывки снижается, лента увлажняется, что приводит к прилипанию и плохому отсосу муки, ухудшению штамповки. Так, при температуре верхней части ветви ленты 15—20 °С лента увлажняется и на ней остаются следы теста. При температуре моющей воды выше 55 °С из камеры санитарной обработки начинает парить, что вызывает увлажнение штампов, прилипание к ним муки и нарушает штамповку пельменей. Для изготовления пельменей предназначено устройство конструкции Останкинского мясоперерабатывающего комбината (г. Москва). Устройство для изготовления пельменей включает в себя каркас, ведущие и направляющие ролики (рис. 6.7). Транспортирующая лента изогнута с образованием основной спирали, в центре которой смонтированы ролики, изменяющие направление движения ленты на противоположное с образованием дополнительной спирали. Витки спирали расположены концентрично основной. На прямом вертикальном участке ленты по обе ее стороны установлены штампующие барабаны. Ведущие ролики, имеющие приводные ролики, соединены приводной цепью, связанной с ведущим валом. Над штампующими барабанами установлены приспособления подачи тестовых трубок с фаршем. Устройство работает следующим образом. Приспособления подают тестовую трубку к штампующим барабанам, расположенным на прямом участке ленты. При их вращении тестовая трубка затягивается между барабаном и лентой и под действием штампа деформируется, образуя при этом пельмени, приклеенные к ленте. Дальнейшая траектория ленты, направляемая ведущими и направляющими роликами, имеет вид спирали. По достижении центра спирали лента роликами разворачивается и возвращается по той же траектории в исходное положение. Лента перемещается приводными роликами, получающими вращение от цепи. Штампующий барабан имеет единый привод от ведущего вала. Замороженные пельмени ссыпаются, когда лента находится в исходном положении. Замораживание пельменей. Пельмени замораживают на лотках, установленных на полках тележек или на рамках, которые помещают в морозильные камеры с естественным или искусственным движением воздуха, а также в специальных скороморозильных аппаратах туннельного типа. При штамповке пельменей на стальной ленте их замораживают в скороморозильных аппара-
тах в потоке холодного воздуха до температуры в центре фарша —10 °С и ниже. Для сохранения вкусовых качеств и сокращения естественных потерь массы при замораживании пельмени следует замораживать быстро. Продолжительность замораживания пельменей зависит от температуры, скорости движения воздуха, а также применяемых технических средств. Параметры замораживания пельменей приведены в табл. 6.5. 274 1 ■ '& ' ■ • 6.5. Паоаметоы замораживания пельменей
Галтовка пельменей. Замороженные пельмени снимают с лотков с помощью обивочной машины. Машина (рис. 6.8) для отделения мороженых пельменей от алюминиевых лотков конструкции Санкт-Петербургского мясо-
Рис. 6.8. Машина для отделения мороженых пельменей от алюминиевых лотков: 1— корпус; 2 — направляющая для лотков; 3 — ползунки; 4— кулисы; 5— ведомые пальцы; 6 — кривошипы; 7 — промежуточный вал; 8 — редуктор; 9, 10, 19 — цепные передачи; 11 — электродвигатель; 12 — отводной лоток; 13 — валики: 14 — лоток с пельменями; 75 — ножи для очистки валиков; 16—плужок; 11— быстроходный вал; 18 — эксцентрично закрепленные диски
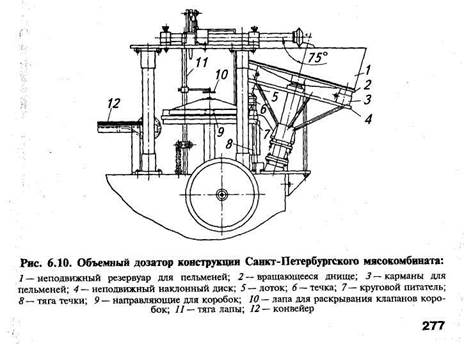
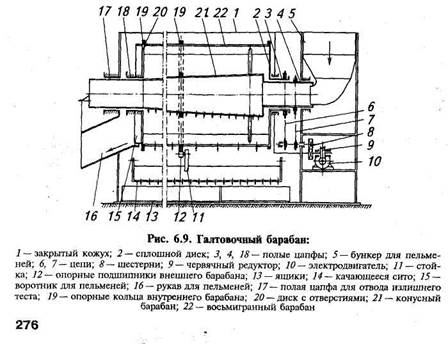
Пельмени с лотков сдвигаются плужком 16 в отводной лоток 12. Для отделения сильно примерзших пельменей предусмотрен ударный механизм, включающий быстроходный вал 77 с эксцентрично закрепленными на нем дисками 18, периодически ударяющими по нижней стороне лотка. Вал 17 приводится во вращение с помощью передачи 19 от быстроходного вала редуктора. Для очистки валиков 13 предусмотрены ножи 15. Производительность машины 10 т в смену. Снятые с лотков или со стальной ленты пельмени подвергают галтовке — обработке во вращающемся галтовочном (перфорированном) барабане, чтобы придать им гладкую отшлифованную поверхность и отделить оставшуюся от подсыпки муку и полученную тестовую крошку. Галтовочный барабан состоит из закрытого корпуса 1 (рис. 6.9) с конусным барабаном 21, в который поступают пель- мени из бункера 5 через полую цапфу 4 и внешний восьмигранный барабан 22, опирающийся при помощи полых цапф 3 и 18 на цапфы внутреннего барабана. Грани внутреннего барабана закреплены на опорных кольцах 19 и торцевых дисках, причем диск 2 сплошной, а диск 20 с отверстиями. Через них свободно проходят качественные пельмени, а слипшиеся пельмени и лишнее тесто отводятся через полую цапфу 17. Мука, удаляемая через отверстия барабана, направляется в качающееся сито 14 и после просеивания — в ящики 13. Пельмени после галтовки поступают через отверстие диска 20 с помощью воротника 15 в рукав 16 и далее на дозирование. Так как длина барабанов значительна, их набирают из двух половин и соединяют в середине фланцами. Фланец внешнего барабана опирается на подшипники 12, оси которых смонтированы в стойке 11. Барабаны приводятся в действие от электродвигателя 10 через червячный редуктор 9, пару шестерен 8 и цепи 6, 7. Внутренний барабан вращается со скоростью 44 об/мин, а внешний — 27 об/мин. Производительность машины 8 т/ч. Упаковывание пельменей. Замороженные пельмени фасуют в картонные пачки массой нетто 350, 500 и 1000 г или пакеты из полиэтиленовой пленки массой нетто 1000 г. Объемный дозатор (рис. 6.10) пельменей конструкции
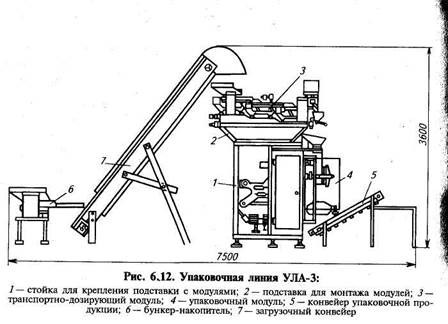
Санкт-Петербургского мясокомбината соединен с автоматом для изготовления картонных коробок из бланков. Работа его отрегулирована так, что он выдает дозу пельменей несколько меньше стандартной массы. Он состоит из дозирующей части и устройства, подающего порожние коробки для приема отмеренной дозы. Дозирующая часть включает неподвижный резервуар 1 с вращающимся днищем 2 и карманами 3, которые опираются на неподвижный наклонный диск 4. В верхней его точке имеются отверстие и лоток 5, направляющий пельмени в течку 6. Отвод пельменей из течки обеспечивается ее возвратно-поступательным движением, сообщаемым от кулака через тягу 8. Порожние коробки по направляющим 9 подаются в гнезда кругового питателя 7. Их клапаны раскрываются при помощи лапы 10, получающей возвратно-поступательное движение от тяги 11. Заполненные коробки направляются на конвейер 12, а затем на взвешивание и добавление до стандартной массы. Производительность дозатора от 30 до 60 доз в минуту. Автомат для взвешивания пельменей и добавления их в коробку (рис. 6.11) состоит из конвейера 1 с захватами 2, периодически перемещающими коробки через весы. Между весами установлены вибраторы 4, поштучно подающие пельмени в коробки. Максимальное добавление пельменей — четыре штуки. Если необходимо добавить меньше, весы срабатывают так, что вибратор, соединенный с ними, не включается. Контрольные весы 5 фиксируют окончательную массу коробки с пельменями и в зависимости от результата (недовес, допустимая масса или перевес) направляют их соответственно в течки 6, 7 и 8. Коробка стандартной массы поступает в автомат для заклейки верхнего клапана, а нестандартные — повторно на автомат для взвешивания или на контроль вручную. Для фасовки пельменей в коробки и групповой упаковки коробок с пельменями используют линии конструкции Санкт-Петербургского мясокомбината. Линия предназначена для формовки коробок из листовых ' картонных заготовок специальной цветной печати, наполнения коробок по объему пельменями, точного взвешивания, заклейки верхних клапанов коробки с пельменями, группировки их в пакет по 20 шт. и групповой упаковки в бумагу. Она состоит из коробкоделательного автомата модели А-5-АП8Б, системы конвейеров с фасовщиком по объему и ручным довешиванием, автомата взвешивания коробок с пельменями, автомата заклейки клапанов коробок с пельменями и группировки пакета, автомата групповой упаковки пакета. Система конвейеров и фасовщик по объему имеют привод от коробкоделательного автомата. Коробки устанавливают на скребковый конвейер, движущийся циклично. Пельмени подаются в бункер над фасовочным диском, заполняют по объему стаканы диска и из них высыпаются в коробки. Фасовочный автомат снабжен специальным устройством, исключающим высыпание пельменей из стакана при отсутствии коробки. Для ручного довешивания пельменей в линии установлено двое весов с механизированной подачей коробок на весы и конвейер. Также в состав линии входит автомат конструкции Останкинского мясоперерабатывающего комбината (г. Москва) для взвешивания коробок с пельменями. Они могут поступать со скребкового конвейера на весы или автомат для взвешивания, причем перестройка толкателей для перевода линии с одного способа взвешивания на другой занимает 5—10 мин. После взвешивания коробки с пельменями по конвейеру поступают на автомат заклейки верхних клапанов, причем с целью продолжительности выдержки прижатых клапанов для их заклейки и экономии места в конструкции автомата применен способ переворота коробок. После заклейки коробки поступают на узел группировки по 20 шт., и дальше сгруппированный пакет направляется на автомат А5-ФПА-4 групповой упаковки коробок. Автомат А5-ФПА-4 заворачивает пакет с пельменями в бумагу, заклеивает его и выдает на ленточный конвейер. Производительность линии 45 коробок в минуту. Замороженные пельмени можно фасовать в пакеты из комбинированной полиэтилен-целлофановой пленки ПЦ-2 на упаковочной линии УЛА-3. Линия УЛА-3 (рис. 6.12) состоит из стойки, представляющей сварную несущую конструкцию для крепления на ней подставки с модулями транспортно-дозирующими, делителем и блоком распределения; подставки сварной конструкции, предназначенной для монтажа транспортно-дозирующих модулей и соединенной
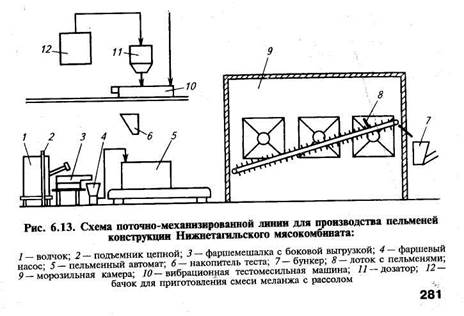
со стойкой; транспортно-дозирующего модуля для перемещения пельменей к весовой головке и дозирования их по массе; упаковочного модуля, предназначенного для разматывания пленки из рулона, ее продвижения, формирования в рукав, сварки пакетов и их отделения; бункера-накопителя для приема пельменей, выходящих из окна морозильной камеры, галтовки пельменей, отсева отходов и перемещения пельменей на загрузочный транспортер; загрузочного конвейера, служащего для подачи пельменей от бункера-накопителя на транспортно-дозирующие модули; конвейера готовой упакованной продукции, который служит для подачи фасованных в пакеты пельменей от каретки упаковочного модуля на приемный стол для укладки пакетов в тару; пнев-мооборудования. Упаковочная линия представляет собой совокупность автоматических устройств, связанных между собой электрическими связями, и образует единый автоматический комплекс, выполняющий следующие технологические функции: накопление пельменей, транспортирование, дозировку по массе, изготовление пакетов, заполнение их пельменями дозированной массой, сварку заполненных пакетов и транспортирование их на приемный стол. Производительность упаковочной линии УЛА-3 1800 кг/ч, Хранение, транспортирование, реализация пельменей. Пельмени хранят на предприятиях-изготовителях в упакованном виде при температуре не выше —10 °С не более 1 мес со дня изготовления. В случае более длительного хранения пельмени могут 280 быть реализованы с разрешения ветеринарно-санитарной службы. Пельмени, выпускаемые с предприятия, должны иметь температуру не выше —10 °С. Замороженные пельмени транспортируют автотранспортом с изотермическим или охлаждаемым кузовом, а также в изотермических или охлаждаемых железнодорожных вагонах. |
Последнее изменение этой страницы: 2017-05-06; Просмотров: 276; Нарушение авторского права страницы






 Из полученного количества воды исключают воду, израсходованную на приготовление раствора соли и меланжа.
Из полученного количества воды исключают воду, израсходованную на приготовление раствора соли и меланжа.













 комбината состоит из корпуса 1 с направляющими 2, по кото* рым скользят ползунки 3, получающие возвратно-поступательное движение от двух кулис 4, ведомых пальцев 5 и непрерывно! вращающихся кривошипов 6, закрепленных на промежуточной валу 7. Машина приводится в действие от электродвигателя 1м через редуктор 8 и цепную передачу 9. Лотки 14 с пельменями! подаваемые в машину вручную, движутся под действием вали^ ков 13 и цепной передачи 10, а также ползунков 3.
комбината состоит из корпуса 1 с направляющими 2, по кото* рым скользят ползунки 3, получающие возвратно-поступательное движение от двух кулис 4, ведомых пальцев 5 и непрерывно! вращающихся кривошипов 6, закрепленных на промежуточной валу 7. Машина приводится в действие от электродвигателя 1м через редуктор 8 и цепную передачу 9. Лотки 14 с пельменями! подаваемые в машину вручную, движутся под действием вали^ ков 13 и цепной передачи 10, а также ползунков 3.