
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Лекция № 13. Резьбовые соединения (РС)
Вопросы, изложенные в лекции: 1. Геометрия и кинематика РС. 2. Силы в РС, передача энергии, стопорение РС. 3. Прочностной расчёт РС.
При создании и обслуживании современной техники невозможно обойтись только неразъёмными соединениями. Необходимость разборки механизмов при ремонте и обслуживании (замена масла, контроль износа и пр.) обусловливает применение таких неподвижных соединений, которые могли бы нормально выполнять заданные функции после неоднократной разборки и сборки. Одной из разновидностей таких соединений являются резьбовые соединения. Резьбовые соединения – это разборные соединения с применением резьбовых крепёжных деталей (винтов, болтов, шпилек, гаек) или резьбовых элементов, выполненных непосредственно на соединяемых деталях. Основным признаком резьбового соединения является наличие резьбы хотя бы на некоторых из деталей, входящих в соединение. Резьбой называют совокупность чередующихся выступов и впадин определённого профиля, расположенных по винтовой линии на поверхности тела вращения (обычно цилиндра или конуса).
Винтовую линию, например, образует гипотенуза плоского прямоугольного треугольника при его навёртывании на прямой круговой цилиндр. Если длина окружности основания цилиндра равна длине катета, служащего основанием треугольника (рис. 13.1, а), то точки А и В на цилиндре лягут на одну общую для них прямую, параллельную оси цилиндра. При этом угол y между гипотенузой и катетом-основанием называют углом подъёма винтовой линии, а величину катета, параллельного оси вращения цилиндра, pb - ходом винтовой линии. Резьба образуется посредством перемещения по этой винтовой линии какой-либо плоской фигуры так, чтобы плоскость этой фигуры при любом её положении совпадала с плоскостью, в которой лежит ось вращения (рис. 13.1, б). Резьбовые соединения находят самое широкое применение в различных областях техники. В современных машинах количество резьбовых деталей, как правило, численно превышает количество нерезьбовых деталей (³ 60 % общего числа деталей). Широкая распространённость резьбовых соединений обусловлена их достоинствами. Достоинства резьбовых соединений: 1. возможность создания больших осевых нагрузок при относительно низких усилиях на инструменте (ключе); 2. возможность фиксации в затянутом состоянии вследствие эффекта самоторможения; 3. удобство сборки и разборки с применением стандартного набора инструментов (ключи, отвёртки); 4. простота конструкции и возможность точного изготовления; 5. наличие широкой номенклатуры стандартных изделий (винты, болты гайки); 6. низкая стоимость крепёжных изделий благодаря массовости и высокой степени автоматизации производства; 7. малые габариты в сравнении с соединяемыми деталями. Недостатки резьбовых соединений: 1. высокая концентрация напряжения в дне резьбовой канавки вследствие малых радиусов скругления; 2. значительные энергопотери в подвижных резьбовых соединениях (низкий коэффициент полезного действия); 3. большая неравномерность распределения нагрузки по виткам резьбы (первый виток воспринимает, как правило, до 55% приложенной к соединению осевой нагрузки); 4. склонность к самоотвинчнванию при воздействии знакопеременных осевых нагрузок; 5. ослабление соединения и быстрый износ резьбы при частых разборках и сборках. Большое разнообразие функций, для выполнения которых предназначены те или иные резьбовые соединения, явилось причиной и большой номенклатуры применяемых резьб. Поэтому классификация резьбовых соединений фактически является классификацией резьбы, использованной в соединениях. Классификация резьб: 5. по эксплуатационному назначению – крепёжная, крепёжно-уплотняющая, ходовая (для преобразования движения), специальная (например, ниппельная); 6. по форме поверхности, несущей резьбу – цилиндрическая и коническая;
7. по форме профиля резьбы в поперечном сечении нарезки (рис. 13.2) - треугольная, трапецеидальная, упорная, прямоугольная, круглая; 8. по расположению – наружная и внутренняя; 9. по величине шага нарезки - нормальная (с крупным шагом нарезки) и мелкая (с уменьшенным шагом нарезки); 10. по направлению нарезки - правая (применяется чаще) и левая; 11. по числу заходов (по количеству параллельных гребешков движущихся вдоль одной и той же винтовой линии) – одно-, двух-, трёх-, и т.д., многозаходная; 12. по исходной метрической системе – метрическая и дюймовая.
Наиболее распространены во всех областях хозяйства крепёжные цилиндрические правые резьбы с треугольным профилем нарезки и нормальным шагом. В особых случаях применяются резьбовые детали с левой нарезкой (например, резьбовое соединение оси левой педали велосипеда с шатуном). В большинстве стран, пользующихся метрической системой мер, применяется метрическая резьба с углом профиля 60° (рис. 13.3). Далее, если это не будет оговорено особо, основные рассуждения будут касаться именно этой резьбы. Дюймовая крепёжная резьба в странах использующих метрическую систему мер применяется только при ремонте импортных машин, поступающих из стран, использующих дюймовую систему мер. Профиль дюймовой резьбы в диаметральном сечении имеет вид равнобедренного треугольника с углом при вершине a = 55°. Вместо шага для этой резьбы задаётся число витков резьбы в одном дюйме (1 дюйм = 25, 4 мм) длины нарезки (количество ниток на дюйм).
Трубная резьба относится к прочно-плотным резьбам. Профиль трубной резьбы – равнобедренный треугольник с углом при вершине a = 55° и скруглёнными вершинами и впадинами (рис. 13.4). Трубная резьба относится к дюймовым резьбам и обозначается в дюймах по условному диаметру внутреннего прохода трубы (Dу = 1/4''; 1/2''; 3/4''; 1''; и т.д.). Шаг трубной резьбы обозначается числом витков (ниток резьбы) на один дюйм. С целью максимального сохранения толщины стенок трубы трубная резьба выполняется «мелкой», то есть с уменьшенными шагами. Этот вид резьбы находит широкое применение при создании бытовых водопроводных и отопительных систем. Коническая дюймовая резьба (угол профиля 60°, конусность 1: 16) обеспечивает герметичное соединение без применения дополнительных уплотняющих материалов при более равномерном в сравнении с другими резьбами распределении нагрузки по виткам, позволяет компенсировать износ нарезки за счёт затяжки при завинчивании. Детали с конической резьбой широко применяются в гидравлических и смазочных системах. Резьбовые соединения с этой резьбой выдерживают без потери герметичности давление до нескольких десятков МПа. В механизмах преобразования движения широко применяются подвижные резьбовые соединения. Для подвижных соединений предназначены: трапецеидальная, упорная и прямоугольная резьбы.
Трапецеидальная резьба (рис. 13.5) стандартизована и имеет угол профиля нарезки 30°. Резьба широко используется для подвижных соединений, работающих в обе стороны под одинаковой нагрузкой.
Упорная резьба (рис. 13.6) также стандартизована, а её нарезка имеет несимметричный профиль: угол наклона упорной поверхности в диаметральном сечении составляет 3°, а свободной, не воспринимающей рабочую нагрузку – 30°. Этот вид резьбы предназначен для тяжело нагруженных ходовых винтов, работающих преимущественно при односторонней нагрузке.
Прямоугольная резьба (рис. 13.7) в сечении имеет форму прямоугольника. Эта резьба не стандартизована, легко изготавливается на токарно-винторезных станках, но неудобна для массового производства. Углы во впадинах являются сильными концентраторами напряжений, что резко снижает усталостную прочность винта. По этой причине резьба применяется ограниченно в малонагруженных передачах.
Круглая резьба (рис. 13.8) имеет профиль, состоящий из дуг окружности, соединённых короткими прямолинейными отрезками, угол между которыми составляет 30°. Винты с такой резьбой обладают высокой усталостной прочностью. Кроме того, данная резьба высокотехнологична при изготовлении без снятия стружки (отливка, прессование, накатка, выдавливание из тонкого листа). Резьба стандартизована. Основными геометрическими параметрами метрической цилиндрической резьбы являются: - d - номинальный диаметр резьбы (наружный диаметр болта или винта), этот диаметр входит в обозначение резьбы и во всех документах указывается в миллиметрах, например, М5, М8, М24 (буква М указывает, что резьба метрическая); - d1 – внутренний диаметр резьбы гайки – диаметр цилиндра, касающегося вершин гребней резьбы в гайке; - d3 - внутренний диаметр резьбы винта – диаметр цилиндра, касающегося дна впадин между гребнями резьбы; - d2 - средний диаметр резьбы – диаметр цилиндра, на котором толщина выступов резьбы равна ширине впадин между ними; - p - шаг резьбы – расстояние между одноимёнными точками двух соседних гребней резьбы; - ph - ход резьбы – расстояние между одноимёнными точками двух соседних гребней резьбы, принадлежащих одному гребню нарезки; - a - угол профиля резьбы; - y - угол подъёма резьбы - угол подъёма винтовой линии, по которой нарезается резьба (см. рис. 13.1, а). Между геометрическими параметрами метрической резьбы нетрудно выявить ряд соотношений. Так ход резьбы
где z – число заходов резьбы – количество параллельных гребешков образованных по общей винтовой линии. Для угла подъёма резьбы получаем
Из последней формулы следует, что с увеличением числа заходов резьбы возрастает и угол её подъёма. Теоретическая высота гребней метрической резьбы (как высота равностороннего треугольника) составляет
Учитывая соотношения, представленные на рис. 13.3, получаем, что внутренний диаметр резьбы в гайке
Для нормальных (с крупными шагами) метрических резьб, диаметры которых лежат в интервале
В механизмах для преобразования вращательного движения в поступательное (рулевые механизмы тяжёлых автомобилей, винтовые прессы и домкраты, ходовые винты токарно-винторезных станков и т.п.) важным кинематическим параметром является передаточное число, которое при условии, что винт является ведущим и совершает вращательное движение, а гайка – ведомой и совершает поступательное движение, по определению может быть представлено, как где средний диаметр резьбы d2 должен быть выражен в мм.
Силовые взаимодействия в винтовой кинематической паре аналогичны таковым в системе тела, движущегося по наклонной плоскости (рис. 13.9). Предположим, что винт вращается по часовой стрелке, если смотреть на его верхний торец, а гайка, на которую действует осевая сила F, удерживается от проворота тангенциальной силой Ft. С целью упрощения картины сил развернём виток резьбы винта в неподвижную наклонную плоскость, а виток резьбы гайки заменим ползуном, движущимся аналогично движению гайки вправо и вверх по наклонной плоскости со скоростью
В резьбах, имеющих треугольный или трапециедальный профиль, опорная поверхность витка имеет кроме представленного угла наклона y в тангенциальном направлении дополнительный угол наклона a/2 в плоскости продольного диаметрального сечения (рис. 13.10). Влияние этого угла учитывается использованием приведённого коэффициента трения
вместо действительного коэффициента трения f и, соответственно, приведённого угла трения Таким образом из таблицы видно, что с точки зрения удержания резьбового соединения в затянутом положении наиболее надёжной является метрическая резьба, а с точки зрения минимальных потерь энергии в подвижных винтовых кинематических парах наилучшей является прямоугольная резьба. Упорная резьба при работе передней гранью в этом смысле мало уступает прямоугольной, но она существенно прочнее прямоугольной и потому её применение предпочтительнее при односторонней нагрузке.
В винтовой паре основной критерий качества передачи энергии - коэффициент полезного действия (КПД) в отличие от большинства передач различается в зависимости от того, какое движение является ведущим. Так, если ведущим является вращательное движение – вращающийся винт сообщает поступательное движение невращающейся гайке, или, например, вращением гайки при затяжке соединения ей сообщается поступательное движение, КПД определяется соотношением
Если же ведущим становится поступательное движение, например, при попытке вращать винт посредством перемещения вдоль его оси, закреплённой от проворота гайки (как в механизме самовращающей отвёртки), то КПД
В последнем выражении при углах подъёма равных или меньших чем приведённый угол трения числитель становится равным нулю или даже отрицательным, что является сигналом невозможности передачи энергии, а, значит, и движения в данном направлении. Следовательно, крепёжные резьбы с точки зрения стопорения от самоотвинчивания предпочтительно выполнять с мелкими шагами, обеспечивая тем самым наименьший угол подъёма резьбы. Однако, даже мелкие резьбы под действием вибрационных и ударных нагрузок склонны к постепенному ослаблению и развинчиванию. В этих условиях необходимо применять дополнительные средства, предотвращающие самоотвинчивание резьбовых соединений. Известно множество приёмов борьбы с самоотвинчиванием резьбовых соединений. Применение любого из таких приёмов и называют стопорением резьбового соединения. Все способы стопорения можно разделить на 3 категории: 1. создание повышенных сил трения в резьбе между винтом и гайкой (пружинные шайбы, гайки с контргайками, предварительно обжатые гайки, гайки с пластмассовой вставкой, свинчивание на краску или клей и т.п.);
2. жёсткая взаимная фиксация свинченных деталей друг относительно друга (шплинты и корончатые гайки, обвязка проволокой, отгибные шайбы с усиками, пружинные кольца с усом, кернение в резьбу, обварка в резьбу и т.п.); 3. фиксация резьбовых деталей относительно скрепляемых деталей (отгибные шайбы на корпус, закрепление головки болта в канавке корпуса или фланца, прихватка к корпусу или фланцу сваркой и т.п.). Некоторые, достаточно распространённые, способы стопорения резьбовых соединений представлены на рис. 13.11.
Для изготовления крепёжных резьбовых деталей используются самые различные материалы, чаще всего цветные (алюминий, медь, титан и их сплавы) и чёрные металлы (углеродистые и легированные стали). Тем не менее, основная масса потребляемых промышленностью резьбовых изделий изготавливается из сталей. При этом крепёж, изготовленный из разных сталей, может иметь одинаковые прочностные характеристики, а детали, изготовленные из одной и той же стали, но получившие разную термообработку, могут значительно различаться по своим прочностным характеристикам. Отсюда следует, что при заказе стандартных резьбовых деталей недостаточно указать материал, из которого они должны быть изготовлены, но ещё необходимо показать требуемые прочностные характеристики материала заказываемых деталей. Обозначение прочностных характеристик крепёжных резьбовых деталей стандартизовано и представлено 12-ю классами прочности. Оно состоит из двух цифр, разделённых точкой (в некоторых документах точка не ставится): первая цифра представляет предел прочности материала, выраженный в МПа и поделённый на 100; вторая цифра (стоящая после точки) равна отношению предела текучести материала к его пределу прочности умноженному на 10. В стандарте представлены следующие классы прочности: 3.6; 4.6; 4.8; 5.6; 5.8; 6.6; 6.8; 6.9; 8.8; 10.9; 12.9; 14.9. Учитывая изложенное, обозначение, например, стандартного болта в спецификации к сборочному чертежу будет выглядеть следующим образом: Болт М10-6g´ 100.58.ГОСТ 7798-70. Если при этом от материала требуются особые свойства, то в обозначение дополнительно вводится и марка стали, например, при требовании повышенной кислотостойкости болта представленное обозначение будет таким: Болт М10-6g´ 100.58-4Х13. ГОСТ 7798-70. При затяжке резьбового соединения и в процессе его последующей работы в деталях соединения действуют самые разнообразные напряжения. Так, например, под действием осевой силы в болтовом соединении сечение тела болта нагружено растягивающими напряжениями, в переходной области между телом и головкой возникают касательные напряжения, а в витках резьбы напряжения изгиба, смятия и среза одновременно. Таким образом, прочность элементов резьбового соединения является основным критерием работоспособности. Наиболее частым является обрыв тела винта в области первых одного-двух витков резьбы, считая от опорного торца гайки. У соединений с мелкими резьбами возможен срез витков резьбы.
Стандартные болты, винты шпильки, гайки с крупными шагами спроектированы по условиям равнопрочности, то есть таким образом, что разрушение по любому из видов напряжений может произойти приметно при одной и той же нагрузке на соединение. Это условие позволяет выполнять предварительный (проектный) расчёт соединения в упрощенном варианте. Наиболее часто встречаются три простейшие статически определимые конструктивные схемы (рис. 13.12…13.14). Для схемы (рис. 13.12) с растягивающей рабочей нагрузкой приложенной вдоль продольной оси стержня винта (болта, шпильки) диаметр резьбового стержня по заданному внешнему усилию выбирают по формуле
где F0 – усилие воспринимаемое (передаваемое) резьбовым соединением, d1 – внутренний диаметр резьбовой части стержня,
Используя таблицы стандартных резьб по данному внутреннему диаметру и выбранному шагу резьбы можно подобрать необходимый диаметр стержня. Для стержня с крупной резьбой, обращая формулу 13.5, получаем
с последующим округлением результат до ближайшего большего стандартного значения. Если болт поставлен в отверстие с зазором (рис. 13.13) и должен удерживать скрепляемые детали от взаимного поперечного смещения за счёт сил трения, то в этом случае диаметр болта подбирается по формуле
Д алее диаметр стержня болта, винта или шпильки определяется аналогично предыдущему варианту. Значение коэффициента трения в формуле (13.13) зависит от множества разных факторов и может меняться в широких пределах (0, 06…0, 3).
Возможен и другой вид соединения, когда специальный болт с тщательно обработанной (обычно шлифованной) цилиндрической либо конической поверхностью вставляется в отверстие в скрепляемых деталях без зазора (рис. 13.14) или даже с небольшим натягом. Такой болт называют призонным. В этом случае тело болта нагружается перерезывающей силой, и диаметр призонной части болта определяется из расчёта на срез
где z – число плоскостей среза; [t] » (0, 2…0, 3)× sТ – допускаемые напряжения материала болта на срез. За диаметр резьбовой части болта принимают ближайший стандартный диаметр резьбы, меньший диаметра цилиндрической части. Более сложными расчетными схемами резьбовых соединений являются статически неопределимые схемы. В таких схемах долю нагрузки, приходящейся на каждый болт (винт, шпильку), определить непосредственно из уравнений статики (уравнений равновесия) не представляется возможным. Расчёт таких резьбовых соединений выполняется с учётом дополнительных условий, наиболее часто таким дополнительным условием является условие совместности деформаций, учитывающее как деформацию резьбовых деталей соединения, так и деформацию соединяемых деталей. Наиболее часто встречающимися задачами такого рода можно считать задачи: 1. расчет группового соединения, воспринимающего моментную нагрузку; 2. проверка способности соединения воспринимать переменную нагрузку; 3. проверка соединения на нераскрытие стыка; 4. проверка соединения на восприятие температурной нагрузки.
В качестве примера рассмотрим расчет стыкового соединения крышки с корпусом ресивера (рис.13.15). При сборке соединения гайка затягивается, и каждый из болтов нагружается усилием предварительной затяжки F0. Под воздействием этого усилия болт получает удлинение DlБ=F0× lб, а стягиваемые детали сжимаются, получая укорочение Dlд=F0× lд, где lб и lд податливость [6] болта и стягиваемых деталей, соответственно. При поступлении в ресивер газа под давлением последнее стремится оторвать крышку от цилиндра ресивера, дополнительно нагружая болты резьбового соединения и одновременно разгружая сжатые при затяжке болтов детали. Величина приходящейся на каждый болт нагрузки найдётся из соотношения
где D – внутренний диаметр ресивера; pг – давление газа в ресивере; z – число болтов, крепящих крышку ресивера. Под действием этого усилия болт получит дополнительное удлинение dl, а так как сжимаемые детали и болт с гайкой находятся в непосредственном контакте, то на эту же величину возрастёт длина сжатых деталей, напряжения сжатия в которых за счёт этого уменьшатся. Если долю рабочей нагрузки, затраченную на удлинение болта обозначить c (читается «хи»), то на удлинение сжатых деталей будет затрачена ( 1-c ) часть рабочей нагрузки. Условие совместности деформации в этом случае запишется как
где dl – удлинение болта равное удлинению стягиваемых деталей; lб – податливость болта; lд – податливость соединяемых деталей. Для болта
где lб – длина болта; Aб – площадь его поперечного сечения; E - модуль упругости материала болта. Податливость стягиваемых болтом деталей подсчитывается более сложным образом и зависит от многих факторов, методика её вычисления имеется в специализированной литературе и здесь не рассматривается. Из равенства (13.16) получаем
Полная нагрузка на болт в этом случае
Анализируя (13.18) и (13.19), видим, что чем выше податливость болта, тем меньшая доля рабочей нагрузки приходится непосредственно на болт. При приближённых расчётах принимают: для стальных и чугунных деталей, стягиваемых без прокладки, c=0, 2…0, 3; для таких же деталей, но при наличии между ними упругой прокладки, (паронит, картон, тонкая резина и т.п.) c=0, 4…0, 5. Условие совместности деформации для болтового соединения будет соблюдаться до тех пор, пока удлинение сжатых деталей, вызванное рабочей нагрузкой, не сравняется с величиной их укорочения, созданного при предварительной затяжке резьбы, то есть до момента, когда
При превышении рабочей нагрузкой предельного значения, полученного в (13.20), крышка ресивера отойдёт от фланца корпуса (освободит прокладку) и между стягиваемым деталями появится зазор, то есть произойдёт раскрытие стыка и нарушится плотность соединения крышки с корпусом. Из последнего равенства следует, что предварительная затяжка болтового соединения должна быть не меньше части рабочей нагрузки, приходящейся на болт в процессе его работы, то есть
В практических расчетах с целью обеспечения нераскрытия стыка принимают
где Kзат – коэффициент запаса затяжки болтового соединения: при статической нагрузке Kзат = 1, 25…2, 0, при меняющейся нагрузке Kзат = 2, 5…4, 0. В качестве расчётной нагрузки болта с учётом напряжений кручения, возникающих при затяжке соединения, принимается
или с учетом (13.22)
При действии переменной нагрузки, изменяющейся от нуля до Fmax, нагрузка на болт будет меняться от наименьшей нагрузки, равной F0, до её максимальной величины, равной
а амплитудное их отклонение от среднего
Зная средние и амплитудные значения напряжений в теле болта, проверяют запас прочности по усталости
где S – фактический коэффициент запаса прочности по усталостному разрушению; [S] – нормативный коэффициент запаса прочности по усталостному разрушению; Ka – эффективный коэффициент концентрации напряжений в резьбе; ys » 0, 1 - коэффициент чувствительности к асимметрии цикла напряжений. Для углеродистых сталей рекомендуется принимать Кроме того, оценивается запас прочности по максимальному напряжению
где SТ - фактический коэффициент запаса прочности по максимальным напряжениям; [S]Т – нормативный коэффициент запаса прочности по максимальным напряжениям; sТ – предел текучести материала болта. При контролируемой затяжке принимается Сборка резьбовых соединений производится при нормальной температуре, однако рабочая температура соединения зачастую существенно превышает нормальную. Пример: крепление с помощью резьбовых шпилек головки к блоку цилиндров двигателя внутреннего сгорания. Во многих случаях, как, например, в большинстве двигателей армейских машин, блок цилиндров и его головка выполняются из лёгких сплавов на основе алюминия, а соединяются между собой посредством стальных шпилек. Но алюминиевые сплавы и стали имеют существенно (примерно в 2 раза) различные коэффициенты линейного термического расширения. Нагревание такого соединения создаёт в его элементах дополнительные нагрузки, которые, суммируясь с усилиями предварительной затяжки, могут привести к разрушению элементов соединения или другим неприятным последствиям (заклинивание резьбы, смятие опорных поверхностей, вытяжение шпилек и т.п.). При повышении температуры на t°C болт (шпилька) и соединяемые детали в свободном состоянии должны получить удлинение
где dtб и dtд – свободное температурное удлинение болта и соединяемых деталей, соответственно; aб и ai – коэффициенты линейного теплового расширения болта и каждой из соединяемых деталей, соответственно; lб – длина болта; hi – толщина каждой из отдельных деталей, входящих в соединение; причём lб=Shi. Но в результате совместной деформации при нагревании в соединении появляется температурная нагрузка (сила), которая сообщает болту дополнительное удлинение, а стягиваемым деталям укорочение (отрицательное удлинение)
где Ft – усилие в соединении, возникшее в связи с его нагреванием; dtб и dtд – дополнительная деформация от действия Ft болта и соединяемых деталей, соответственно; lб и lд – податливость болта и суммарная податливость соединяемых деталей. Но в силу совместности деформации изменение длины болта и соединяемых деталей одинаковы, то есть dtб+dFб=dtд+dFд, или в развёрнутом виде
Из последнего выражения находим дополнительную нагрузку на соединение, вызванную его нагреванием,
Разделив Ft на площадь поперечного сечения болта, получим величину температурных напряжений, которые суммируются с рабочими напряжениями. В настоящем лекционном курсе невозможно и нерационально пытаться рассмотреть все варианты группового расчета резьбовых соединений. При проектировании технических устройств и систем могут встретиться различные схемы резьбовых соединений, требующие для расчета использования методики совместности деформаций. Варианты расчета таких систем можно найти в специализированной литературе.
1. Для чего нужны резьбовые соединения в технических объектах? 2. Какое соединение называют резьбовым, по каким признакам его можно отличить от других соединений? 3. Какими положительными качествами можно объяснить распространённость резьбовых соединений? 4. Влияние каких качеств резьбовых соединений желательно компенсировать при проектировании машин? 5. Назовите классификационные признаки резьбовых соединений. 6. Назовите типы резьб, применяемых в неподвижных соединениях. 7. Какие резьбы применяются в механизмах, преобразующих движение? 8. Как определить передаточное число винтового механизма, в чём заключается его особенность. |
Последнее изменение этой страницы: 2017-05-11; Просмотров: 75; Нарушение авторского права страницы
 Рис. 13.1. Образование винтовой линии (а) и треугольной резьбы (б).
Рис. 13.1. Образование винтовой линии (а) и треугольной резьбы (б).
 Рис. 13.2. различные профили резьб: а – треугольный; б – трапециедальный; в – упорный; г - прямоугольный; д - круглый.
Рис. 13.2. различные профили резьб: а – треугольный; б – трапециедальный; в – упорный; г - прямоугольный; д - круглый.
 Рис. 13.3. Профиль нарезки метрической резьбы.
Рис. 13.3. Профиль нарезки метрической резьбы.
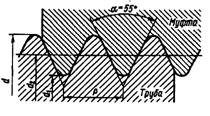 Рис. 13.4. Профиль нарезки трубной резьбы.
Рис. 13.4. Профиль нарезки трубной резьбы.
 Рис. 13.5. Профиль нарезки трапецеидальной резьбы.
Рис. 13.5. Профиль нарезки трапецеидальной резьбы.
 Рис. 13.6. Профиль нарезки упорной резьбы.
Рис. 13.6. Профиль нарезки упорной резьбы.
 Рис. 13.7. Профиль нарезки прямоугольной резьбы.
Рис. 13.7. Профиль нарезки прямоугольной резьбы.
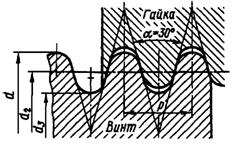 Рис. 13.8. Профиль нарезки круглой резьбы.
Рис. 13.8. Профиль нарезки круглой резьбы.
 , (13.1)
, (13.1) . (13.2)
. (13.2) . (13.3)
. (13.3) . (13.4)
. (13.4) мм, с достаточной для практики точностью (не хуже 1, 8%) этот диаметр можно вычислить по эмпирической формуле
мм, с достаточной для практики точностью (не хуже 1, 8%) этот диаметр можно вычислить по эмпирической формуле . (13.5)
. (13.5) (передаточное число в этом случае величина размерная, а его размерность в системе СИ м-1 ). Через геометрические параметры винтовой пары передаточное число такого механизма может быть представлено, как
(передаточное число в этом случае величина размерная, а его размерность в системе СИ м-1 ). Через геометрические параметры винтовой пары передаточное число такого механизма может быть представлено, как ; (13.6)
; (13.6) 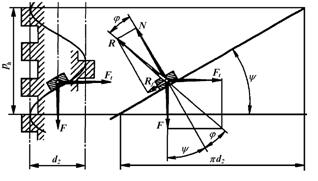 Рис. 13.9. Силы в винтовой кинематической паре
Рис. 13.9. Силы в винтовой кинематической паре
 Рис. 13.10. Силы на витках резьбы при y =0: а)прямоугольная резьба; б)треугольная резьба.
Рис. 13.10. Силы на витках резьбы при y =0: а)прямоугольная резьба; б)треугольная резьба.
 . В этом случае со стороны наклонной плоскости на ползун действует опорная реакция R, которая складывается из нормальной составляющей N и силы трения Rf, которая в свою очередь связана с силой нормального давления известным соотношением
. В этом случае со стороны наклонной плоскости на ползун действует опорная реакция R, которая складывается из нормальной составляющей N и силы трения Rf, которая в свою очередь связана с силой нормального давления известным соотношением  . Тогда для соблюдения условия равновесия необходимо, чтобы
. Тогда для соблюдения условия равновесия необходимо, чтобы . (13.7)
. (13.7) (13.8)
(13.8) . Сравнение приведённого коэффициента трения в резьбе с истинным представлено в таблице 13.1.
. Сравнение приведённого коэффициента трения в резьбе с истинным представлено в таблице 13.1. . (13.9)
. (13.9) . (13.10)
. (13.10) Рис. 13.11. Некоторые способы стопорения резьбовых соединений: а)установкой пружинной шайбы; б) пружинная шайба в свободном состоянии; в) коронная гайка со шплинтом; г) отгибная шайба с усом; д) обвязка болтов проволокой; е) раклёпывание выступающего конца болта; ж) кернение в резьбу; з) прихватка сваркой в резьбу.
Рис. 13.11. Некоторые способы стопорения резьбовых соединений: а)установкой пружинной шайбы; б) пружинная шайба в свободном состоянии; в) коронная гайка со шплинтом; г) отгибная шайба с усом; д) обвязка болтов проволокой; е) раклёпывание выступающего конца болта; ж) кернение в резьбу; з) прихватка сваркой в резьбу.
 Рис. 13.12. Болтовое соединение, нагруженное растягивающей силой.
Рис. 13.12. Болтовое соединение, нагруженное растягивающей силой.
 Рис. 13.13. Болтовое соединение, нагруженное поперечной силой.
Рис. 13.13. Болтовое соединение, нагруженное поперечной силой.
 ; (13.11)
; (13.11) - допускаемые напряжения для материала стержня при растяжении. Допускаемые напряжения на растяжение для разных сталей принимают в соответствии с табл. 13.2.
- допускаемые напряжения для материала стержня при растяжении. Допускаемые напряжения на растяжение для разных сталей принимают в соответствии с табл. 13.2.
 (13.12)
(13.12) . (13.13)
. (13.13) Рис. 13.14. Соединение деталей призонным болтом, нагруженное поперечной силой.
Рис. 13.14. Соединение деталей призонным болтом, нагруженное поперечной силой.
 ; (13.14)
; (13.14)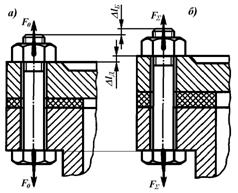 Рис. 13.15. Болтовое соединение корпуса и крышки ресивера
Рис. 13.15. Болтовое соединение корпуса и крышки ресивера
 ; (13.15)
; (13.15) ; (13.16)
; (13.16) ; (13.17)
; (13.17) . (13.18)
. (13.18) . (13.19)
. (13.19) . (13.20)
. (13.20) . (13.21)
. (13.21) ; (13.22)
; (13.22) , (13.23)
, (13.23) , (13.24)
, (13.24) . Следовательно, средние напряжения, действующие в теле болта, будут
. Следовательно, средние напряжения, действующие в теле болта, будут , (13.25)
, (13.25) . (13.26)
. (13.26) ; (13.27)
; (13.27) , а для легированных -
, а для легированных -  .
. ; (13.28)
; (13.28) , большие величины для меньших диаметров болтов.
, большие величины для меньших диаметров болтов. ; (13.29)
; (13.29) ; (13.30)
; (13.30) . (13.31)
. (13.31) . (13.32)
. (13.32)