
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
По степени конструктивной сложности -
1.1) простые, не имеющие внутренних перегородок, рёбер и приливов; 1.2) сложные. По сообщённости внутреннего пространства с внешней средой - 2.1) закрытые, внутренняя полость которых, как во время работы, так и в неработающем состоянии, полностью изолирована от внешней среды; 2.2) полузакрытые, внутренняя полость которых может сообщаться с внешней средой в отдельные моменты (часть времени) работы машины (механизма) или в неработающем состоянии; 2.3) открытые, внутренняя полость которых постоянно сообщена с внешней средой. По пригодности для хранения эксплуатационного запаса смазочных материалов - 3.1) сухие корпуса, не предназначенные для хранения эксплуатационного запаса смазочных материалов; 3.2) маслонаполненные, ёмкость которых достаточна для хранения эксплуатационного запаса смазочных материалов. По основному материалу, из которого изготовлены детали корпуса - 4.1) металлические (чугун, сталь литая, сталь сварная, лёгкие сплавы - алюминиево-кремниевые, алюминиево-магниевые); 4.2)неметаллические (пластики, дерево, фанера). Серый чугун (СЧ15, СЧ20) является одним из самых дешёвых и распространённых материалов для изготовления корпусных деталей. Вместе с тем чугунные корпусные детали имеют наибольшую массу по сравнению с аналогичными деталями, выполненными из других материалов. Поэтому из чугуна изготавливают корпуса стационарных машин и механизмов, устанавливаемых на фундаменте. Существенным недостатком чугуна, как корпусного материала, является плохая его ремонтопригодность. Толщину стенок dЧ чугунного корпуса редуктора, удовлетворяющую условиям прочности, можно назначать по эмпирическому выражению
где Твых – вращающий момент на выходном валу механизма, Нм. Стальные литые корпуса (стали 20Л, 35Л и другие) существенно прочнее чугунных, имеют меньшую массу и более благоприятны в отношении ремонтопригодности и модернизации (поддаются различным видам сварки). Стенки стальных литых корпусов можно выполнять существенно тоньше чугунных - dС = (0, 75…0, 85)× dЧ. Корпуса из алюминиевых сплавов (сплавы: алюминий-кремниевые АЛ2, АЛ4, АЛ9 и др.; алюминий-магниевые АЛ8, АЛ13, АЛ22 и некоторые другие) в силу низкой плотности алюминиевых сплавов по общей массе существенно меньше стальных и чугунных. Такие корпуса легко обрабатываются на станках, а по ремонтопригодности с применением сварки являются примерно такими же, как и чугунные. При высоком уровне технологической обеспеченности ремонтного производства ремонт корпусов из алюминиевых сплавов не вызывает особых затруднений. Стенки корпусов из неупрочняемых алюминиевых сплавов необходимо выполнять более толстыми по сравнению с чугунными - dА = (1, 8…2, 2)× dЧ. Полученную расчётом толщину стенок корпусных деталей необходимо проверить на возможность технологического выполнения (отливки) по приведённому габариту корпуса N, который вычисляется по выражению
где L – длина, B – ширина и H – высота корпуса. Толщину стенки, получаемой литьём в землю, можно вычислить для известного приведённого габарита корпуса по эмпирическому выражению
коэффициенты которого a, b, c и d представлены в табл. 15.1. Таблица 15.1. Коэффициенты для определения допустимых толщин стенок литого корпуса
Литой корпус должен удовлетворять не только конструктивным, но и технологическим требованиям. Так, например, поверхности, расположенные по направлению выемки формы при формовании должны снабжаться литейными уклонами (обычно 3…5°). Места стыковки разнонаправленных поверхностей должны сопрягаться радиусными переходами (радиус скругления r = 0, 2…0, 35 от полусуммы толщин сопрягаемых стенок). При разнотолщинности сопрягаемых стенок превышающей 25 % необходимо между ними формировать плавный переход на длине, равной 3…5 толщин наиболее толстой стенки. Поверхность дна маслонаполненных корпусов должна иметь уклон 2…3° в сторону сливного отверстия. Поверхности корпусов, подвергаемые механической обработке, выполняются, как правило, так, чтобы обеспечивалось движение режущего инструмента «на проход». Места установки подшипниковых опор в корпусах обычно выполняются утолщёнными и подкрепляются рёбрами жесткости. Кроме того, корпуса механизмов с высоким тепловыделением (например, червячных редукторов) снабжаются рёбрами с целью увеличения поверхности, отдающей тепло окружающему воздуху. При этом направление простирания рёбер должно совпадать с направлением движения охлаждающего воздуха. Толщина рёбер жёсткости и охлаждающих рёбер принимается равной толщине стенки или несколько меньше её (dр = (0, 8…1)× dс). Основными критериями работоспособности корпусных деталей являются прочность, жёсткость и долговечность. Нагрузки, действующие на корпусные детали, имеют сложный характер и не всегда могут быть учтены при проектном расчёте. Вместе с тем и конфигурация корпусных деталей обычно достаточно сложна. Поэтому расчет корпусных деталей затруднителен и выполняется с большим числом упрощений и допущений, что снижает их точность и вызывает необходимость модельных и натурных испытаний корпусов с последующей корректировкой документации.
Защита элементов механизма от неблагоприятных факторов внешней среды ещё не гарантирует нормальной его работы. Одним из необходимых условий длительной и эффективной работы любого механизма является смазывание поверхностей трения. Смазыванием называют подведение смазывающего материала к поверхностям трения механизма с целью снижения потерь энергии в механизме, уменьшения скорости изнашивания поверхностей трения и защиты этих поверхностей от коррозии. В зависимости от времени смазывание различают – разовое (например, смазывание подшипников асинхронных электродвигателей), – периодическое (например, смазка шарниров рулевого управления и элементов ходовой части автомобилей при техническом обслуживании) и – непрерывное (например, смазка зубьев шестерен в коробках передач МГКМ, главных передач автомобилей); от способа подвода смазывающего агента к поверхностям трения - – картерную смазку (смазку окунанием; например, в коробках передач автомобилей), – циркуляционную смазку (например, смазка подшипников скольжения ДВС); от количества пар трения, обслуживаемых системой смазки - – индивидуальная (смазывающий агент подается только к одной паре трения), – централизованная (смазывающий агент подается к нескольким парам трения). Подачу смазывающего агента к поверхностям трения обеспечивают смазочные устройства. Конструкция смазочных устройств определяется особенностями и ответственностью проектируемого механизма или машины в целом, режимом её работы, размерами элементов пары трения, условиями эксплуатации и многими другими факторами.
Простейшими устройствами, предназначенными для индивидуальной периодической смазки узлов трения, являются маслёнки (рис. 15.1). Для подачи жидких масел применяют масленки с поворотной крышкой (рис. 15.1, а) и шариковые (рис. 15.1, б). Масло в эти маслёнки подается с помощью переносных наливных маслёнок или специальных шприцов. Для подачи консистентной (пластичной) смазки применяются колпачковые маслёнки (рис. 15.1, в) и прессмаслёнки (рис. 15.1, г). Внутренняя полость колпачковой маслёнки заполняется смазочным материалом и посредством периодического подкручивания колпачка на 1…2 оборота проталкивается к узлу трения. Прессмаслёнки стандартизованы (ГОСТ 19853-74) и выпускаются массовым тиражом промышленностью. Консистентная смазка через прессмаслёнку продавливается в узел трения специальным шприцом, в полости которого создаётся избыточное давление вручную или механически. Для обеспечения постоянного смазывания зубчатых, червячных и цепных передач наибольшее распространение получила картерная смазка окунанием. При этом способе смазки жидкое масло необходимой консистенции заливается непосредственно в корпус механизма, причём его уровень устанавливается таким, чтобы часть зубьев, участвующих в работе передачи, в своём движении проходила через масляную ванну. Такой способ смазки применим при окружных скоростях зубчатых венцов колёс до 15 м/с. При более высоких окружных скоростях зубьев колёс применяют струйную смазку с подачей масла струёй под избыточным давлением непосредственно в зону контакта зубьев. Глубина погружения в масляную ванну зубьев цилиндрических колёс должна составлять не менее удвоенной высоты зуба в неработающем механизме. Глубина погружения червяка при его нижнем расположении относительно червячного колеса может составлять до половины его делительного диаметра, однако уровень масла выше середины тел качения подшипников, установленных на валу червяка, нежелателен. При низком уровне масла в картере на быстроходные валы устанавливают специальные разбрызгиватели. Смазывание зубчатого зацепления и подшипников в этом случае осуществляется за счёт образования масляного тумана в полости корпуса передачи.
В местах соединения корпусных деталей, а также в местах входа и выхода валов в корпус механизма устанавливаются уплотняющие устройства (уплотнения), предназначенные для защиты внутреннего пространства механизма от попадания вредных ингредиентов внешней среды (воды, пыли, абразивных частиц) и для предохранения от вытекания из внутреннего пространства смазочных материалов. Классификация уплотнений: 1. по характеру относительной подвижности деталей, между которыми устанавливается уплотнение – подвижное и неподвижное; 2. по характеру взаимодействия с движущейся деталью – контактные (рис. 15.2, а, б, в, г) и бесконтактные (рис. 15.2, д, е); 3. по способу создания уплотняющего давления между уплотнительным элементом и подвижной деталью – пассивные или натяжные (рис. 15.2, а, б), в которых необходимое давление между уплотняемыми поверхностями создается за счёт деформации уплотняющего элемента и не зависит от давления среды в полости корпуса механизма, и активные (рис. 15.2, в, г), в которых давление между уплотняемыми поверхностями растет пропорционально увеличению давления во внутренней полости механизма; 4. в зависимости от материала, из которого изготовлен уплотняющий элемент – металлические (рис. 15.2, б, г) и неметаллические (рис. 15.2, а, в); 5. по форме подвижной уплотняемой поверхности – торцевые (плоскостные, рис. 15.2, г), цилиндрические (рис. 15.2 а, б, в, д, е, ж), конические, сферические.
Из контактных уплотнений валов наиболее широкое применение находят сальниковые (рис. 15.2, а) и манжетные (рис. 15.2, в) уплотнения. Сальники – неметаллические контактные уплотнения пассивного типа. Применяются сальниковые уплотнения при относительных скоростях скольжения (скорость уплотняемой поверхности вала) до 5 м/с и давлениях в рабочей полости до 0, 5 МПа.
Простейшее сальниковое уплотнение (рис. 15.2, а) содержит кольцо прямоугольного сечения, пропитанное смазывающим материалом и запрессованное в трапециевидную канавку, угол между боковыми поверхностями которой составляет 20…30°.Сальниковое кольцо чаще всего выполняют из войлока, или кожи и проваривают его перед установкой в консистентной смазке. В манжетных уплотнениях (рис. 15.2, в) предварительное поджатие уплотняющей кромки манжеты к поверхности вала происходит за счёт деформации манжеты и натяжения браслетной пружины, которой всегда снабжается манжета (рис. 15.3). Увеличение давления во внутренней полости корпуса механизма способствует возрастанию усилия, прижимающего ласт манжеты к поверхности вала, препятствуя тем самым сообщению внутренней полости с внешней средой. Армированные манжеты могут изготавливаться как из различных резиновых смесей, так и из пластиков (полиуретан, поливинилхлорид). Манжетные уплотнения могут применяться при скоростях скольжения до 10 м/с. Бесконтактные уплотнения можно разделить на 3 основных группы: 1. уплотнения сопротивления (резистивные); 2. инерционные уплотнения; 3. насосные уплотнения.
Резистивные уплотнения представляют собой тонкую щель или лабиринт, создающие за счёт малого поперечного сечения и большой протяжённости повышенное сопротивление протеканию жидкостей и газов (рис. 15.2, д, е и рис. 15.4, а, б). В таком уплотнении утечки возможны постоянно, но они не велики и выполняют положительную роль, вынося наружу посторонние частицы, попадающие в зону уплотнения. Щелевые уплотнения зачастую снабжаются дополнительными канавками (рис. 15.4, а), выравнивающими давление протекающей жидкости по окружности щели, и создающие дополнительное сопротивление протекающей жидкости. К инерционным уплотнениям можно отнести маслоотбрасывающие кольца и диски, устанавливаемые на валах рядом с подшипниковыми гнёздами. Частицы жидкости или твёрдые, попадая на вращающийся вместе с валом диск, отбрасываются силами инерции по радиусам на периферию. Таким образом исключается возможность их попадания в зазор между валом и отверстием, через которое он проходит. Пример исполнения насосного уплотнения представлен на рис. 15.4, в. Основным элементом этого уплотнения являются резьбовые канавки, нарезанные на поверхности части вала, находящейся в отверстии, через которое вал проходит. Направление нарезки канавок выбрано таким, что любая частица, попавшая в канавку, при вращении вала, двигаясь по канавке за счёт сил инерции, будет выброшена из зазора. Такой процесс может происходить только при вращении вала в одну сторону, на элементе, изображённом на рис. 15.4, в, а уплотнение будет работать только тогда, когда вал будет вращаться против часовой стрелки, если смотреть на его торец с левой стороны. Поэтому такое уплотнение можно применять в тех механизмах, где вал постоянно имеет однонаправленное движение. Наличие зазора в бесконтактных уплотнениях не обеспечивает их герметичности при неработающем механизме, однако в процессе работы механизма эти уплотнения весьма успешно защищают его внутреннее пространство от пыли и грязи. По этой причине такие уплотнения применяют, как правило, совместно с контактными, устанавливая их снаружи от последних (рис. 15.2, ж). В настоящей лекции кратко представлены основные сведения о корпусах агрегатов и корпусных деталях, о смазке механизмов и смазочных устройствах, а также об уплотняющих устройствах, предназначенных для герметизации внутреннего пространства механизмов в местах прохождения валов через стенки корпусных деталей. Более полную информацию по этим вопросам можно получить в учебниках, названных в начале курса, и в технической литературе. С некоторыми видами уплотнительных элементов обучаемые смогут ознакомиться на последующих практических и лабораторных занятиях.
1. Какие детали машин можно отнести к группе корпусных и почему? 2. По каким параметрам и как можно классифицировать корпусные детали? 3. Какие материалы наиболее часто применяются для изготовления корпусных деталей? 4. Какие факторы необходимо учитывать при проектировании корпусных деталей? 5. Возможен ли учёт всех действующих на корпус факторов при его проектном расчёте, и какими мероприятиями обеспечивается высокая надёжность корпусных деталей при разработке новых машин? 6. Что понимают под термином «смазывание механизмов»? 7. Какие виды и способы смазывания Вы можете назвать? 8. Какими устройствами обеспечивается смазывание механизмов? 9. Какую роль выполняют уплотняющие элементы в механизмах и агрегатах? 10.Назовите классы и виды уплотнительных устройств. 11.Приведите примеры контактных уплотнений, в чём особенность их работы? 12.Сравните работу сальникового и манжетного уплотнения. 13.Приведите примеры бесконтактных уплотнений, в чём особенность их работы? 14.Сравните работу щелевого и лабиринтного уплотнения. 15.Каковы особенности работы насосного уплотнения? 16.Что является причиной совместного применения контактных и бесконтактных уплотнений? é ТЕМА 6. МУФТЫ |
Последнее изменение этой страницы: 2017-05-11; Просмотров: 65; Нарушение авторского права страницы
 ; (15.1)
; (15.1) ; (15.2)
; (15.2) , (15.3)
, (15.3) Рис. 15.1. Маслёнки для периодической смазки: а, б – жидкими маслами; в, г – консистентной смазкой.
Рис. 15.1. Маслёнки для периодической смазки: а, б – жидкими маслами; в, г – консистентной смазкой.
 Рис. 15.2. уплотнения валов: а – сальник; б – металлические кольца; в – манжетное; г – торцовое; д – лабиринтное; е – двойное лабиринтное ж – комбинированное (сальник + щелевое).
Рис. 15.2. уплотнения валов: а – сальник; б – металлические кольца; в – манжетное; г – торцовое; д – лабиринтное; е – двойное лабиринтное ж – комбинированное (сальник + щелевое).
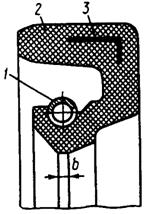 Рис. 15.3. Конструкция резиновой армированной манжеты: 1 – браслетная пружина; 2 – тело манжеты; 3 – металлическая армирующая вставка
Рис. 15.3. Конструкция резиновой армированной манжеты: 1 – браслетная пружина; 2 – тело манжеты; 3 – металлическая армирующая вставка
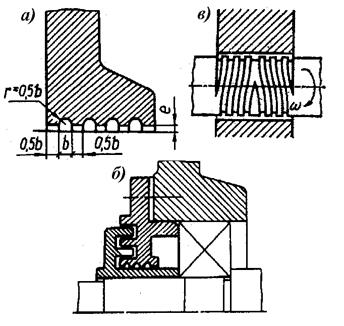 Рис. 15.4. Бесконтактные уплотнения: а – щелевое с канавками в щели, б – лабиринтное, в – насосное сдвоенное.
Рис. 15.4. Бесконтактные уплотнения: а – щелевое с канавками в щели, б – лабиринтное, в – насосное сдвоенное.