|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Предельные показ изношенных режущих органов почвообрабатывающих машин.
Таблица 16
Контрольные вопросы: 1.
ПРАКТИЧЕСКАЯ РАБОТА № 19 (2 часа) Наименование работы. Разборка и сборка узлов посевных и посадочных машин. Цель работы: 1. Выработать умения и навыки по разборке, сборке узлов посевных и посадочных машин. 2. Научиться разрабатывать технологическую схему разборки и сборки посевных и посадочных машин и оформлять его в виде технологической схемы. Приобретаемые умения, навыки и практический опыт: У1; З3; ОК3; ПК2.1 Оснащение рабочего места: инструменты, оборудования для демонтажа, раздаточный материал. Порядок выполнения работы: 1. Изучить основные дефекты посевных и посадочных машин. 2. Разработать технологическую схему разборки и сборки посевных и посадочных машин. 3. Записать способы устранения к неисправностям в таблицу 17.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ:
1.Теоретическая часть. Ознакомиться. К посевным машинам относят зерновые, кукурузные, овощные и другие сеялки. К основным сборочным единицам относятся высевающие аппараты, семяпроводы и сошники. Высевающие аппараты. Основные дефекты высевающих аппаратов — изгиб вала высевающего аппарата, износ или поломка ребер катушек, износ стенки корпуса в месте соприкосновения с вращающейся розеткой. Их ремонт заключается в следующем. Погнутые валы правят на плите холодным способом. Литые корпуса с поврежденной стенкой восстанавливают. Для этого в изношенной стенке чугунного корпуса растачивают отверстие, вставляют в него шайбу, изготовленную из листовой стали, и закрепляют двумя заклепками с плоскими головками. У корпусов, изготовленных из штампованных деталей, изношенный фланец заменяют новым, который приклепывают к стенке корпуса. Неисправные катушки заменяют новыми, так как острые кромки и зазубрины могут повреждать семена. При износе накладки 2 (рис. 75.1) аппарат разбирают, срубая или срезая заклепки, накладку заменяют. Накладку восстанавливают наплавкой в среде углекислого газа и обрабатывают до толщины 2,5 мм.
Рис. 75.1. Катушечный высевающий аппарат со стальной штампованной коробкой:1 — боковина; 2 - накладка; 3—розетка
Так же можно восстановить розетку и боковину 1 аппарата при их толщине не менее 1 мм или изготовить их штамповкой из листовой стали толщиной 2 ... 3 мм. Катушка и муфты должны легко перемещаться рычагом регулятора высева, а валы свободно вращаться. Зазоры между розеткой и катушкой, муфтой и отверстием корпуса допускаются не более 1 мм.
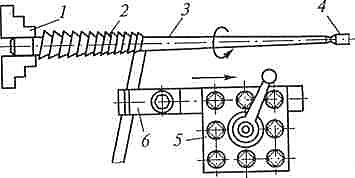
Просвет между краем клапана и ребрами катушки в верхнем положении клапана составляет 6 ... 8 мм, в среднем — 12 ... 15, в нижнем — 18 ... 21 мм. Зазор между клапаном и соприкасающимися с ним стенками коробки не должен превышать 1 мм. После сборки высевающие аппараты проверяют, прокручивая на стенде в течение 5 мин при частоте вращения высевающего диска 30 мин-1. Семяпроводы. Ленточно-спиральные семяпроводы в процессе работы растягиваются и деформируются. Для исправления растянутый семяпровод сжимают вставленной внутри него проволокой до нормальной длины (500...550 мм) и закрепляют в таком положении. Затем его нагревают до температуры 850 °С и в вертикальном положении опускают на 2...3 с в ванну с водой, нагретой до температуры 40 °С. После этого семяпровод охлаждают на воздухе до температуры 220... 230 °С и вновь опускают в воду до полного охлаждения. Ленточно-спиральный семяпровод можно восстановить и путем его перенавивки. Для этого в патрон токарного станка устанавливают оправку диаметром 26 мм и длиной 800 мм (рис.75. 2). Вместе с ней в патроне зажимают предварительно смазанную маслом ленту семяпровода. Затем подводят заднюю бабку станка, зажимают оправку в центрах, включают токарный станок на малую частоту вращения и с помощью направляющего устройства, закрепленного в суппорте станка, навивают семяпровод.
Рис.75.2. Схема восстановления ленточно-спирального семяпровода: 1 — патрон станка; 2 — лента семяпровода; 3 — оправка; 4 — центр задней бабки станка; 5 — суппорт; 6 - направляющая лента
Сошники. На сеялках устанавливают дисковые и анкерные сошники. Основные дефекты дисковых сошников — износ и деформация дисков, износ уплотнений, износ шариковых подшипников, поломка корпуса. При износе по диаметру более 25 мм, трещинах и изломах диски выбраковывают. Затупленные лезвия затачивают под углом 20 до ширины фаски 6...8 мм в специальном приспособлении на обдирочно-шлифовальном станке или резцом на токарном станке. Деформированный диск рихтуют в холодном состоянии на специальной установке. Все ее сборочные единицы смонтированы на раме 7 (рис.75.3). Деформированный диск 8 укладывают на прижимной диск 5, а затем пневмоцилиндром 6 прижимают его к роликам 4, которые, вращаясь, рихтуют диск.
Рис. 75.3. Схема рихтовки дисков сошников: 1 — электродвигатель; 2 — клиноременная передача; 3 - вал; 4 - ролик; 5 - прижимной диск; 6 - пневмоцилиндр; 7 - рама; 8 — деформированный диск
На некоторых сеялках диски сошников установлены во вкладышах. В процессе эксплуатации у таких дисков на боковой поверхности в месте соединения с вкладышем образуется кольцевой износ глубиной 0,3...0,4 мм. В результате этого боковое перемещение диска увеличивается и качество высева ухудшается. Такие диски ремонтируют пластической деформацией. Диск закрепляют на специальной оправке в патроне токарного станка, а в резцедержателе - державку с закрепленным на ней стальным роликом диаметром 30...35 мм. При частоте вращения шпинделя станка 200 225 мин-1 обжимают диск со стороны, обратной месту износа. После обжатия место износа должно находиться в одной плоскости с изношенной частью диска. Анкерный сошник состоит из клинообразного носка и корпуса из листовой стали. Их ремонт заключается в правке корпуса в случае его деформации и заточке или замене изношенного носка. После ремонта поверхность диска должна быть ровной, без забоин и трещин. Допускается неприлегание к плоскости контрольной плиты отдельных точек поверхности диска до 3 мм. Толщина лезвия диска должна составлять 0,1... 0,5 мм. Ее измеряют штангенциркулем на расстоянии 0,5 м от кромки лезвия. Забоины и заусенцы на лезвии диска не допускаются. После ремонта и сборки сеялку регулируют и обкатывают. Регулируют высевающие аппараты и глубину хода сошников. Обкатывают в течение 15 мин при частоте вращения опорно-приводных колес 15...20 мин-1 и давлении воздуха в шинах 0,25 МПа. Качество ремонта сеялок проверяют на контрольной площадке. У зерновых сеялок прогиб сошникового бруса, уголков рамы и спицы допускается не более 10 мм. Сошниковый брус должен быть параллелен брусу рамы. Допустимое отклонение от параллельности — до 10 мм. Угольники рамы должны быть параллельны друг другу, допустимое отклонение от параллельности — не более 5 мм. Зазор между катушкой высевающего аппарата и муфтой, смонтированной на валике не должен превышать 1,5 мм, торцевой зазор — 0,5 мм. Допустимое смещение сошников — до ±8 мм. У кукурузных и овощных сеялок допустимое осевое перемещение сопряженных шестерен и звездочек — не более 2 мм. Разрежение в любом из воздуховодов на месте присоединения к высевающему аппарату должно составлять 0,030 ±0,002 МПа. |
Последнее изменение этой страницы: 2019-03-20; Просмотров: 662; Нарушение авторского права страницы