
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Глава V. УПЛОТНЕНИЯ ВРАШАЮЩИХСЯ ВАЛОВ ⇐ ПредыдущаяСтр 8 из 8
Сальниковые уплотнения
Узел уплотнения вала являемся чрезвычайно ответственным, особенно при работе с ядовитыми и взрывоопасными средами и в аппаратах, работающих под вакуумом. Сальниковые уплотнения (рис. 5.1) широко применяют в аппаратах, работающих под давлением Pизб≤0,6 МПа и при температуре в аппарате до 200°C. В аппаратах повышенного давления применяют сальники с большой высотой набивки и принудительной подачей масла под давлением, которое подводится в кольца, расположенное между двумя слоями набивки и обеспечивает не только смазку сальника, но и служит гидравлическим затвором (основные размеры - см. табл. 5.1), В качестве набивок широко используют промасленные асбестовые или хлопчатобумажные шнуры круглого и квадратного сечения и материалы на основе фторопласта (ФУМ). В последние годы широкое распространение находят торцовые уплотнения (рис. 5.2 ). Основной элемент торцового уплотнения состоит на двух колец - подвижного (вращающегося) и неподвижного, которые прижимаются друг к другу по торцовой поверхности с помощью пружин. Таким образом, в отличие от натяжных сальников, в которых уплотнение осуществляется на цилиндрической поверхности вала, в торцевом герметичность обеспечивается путем контакта двух кольцевых поверхностей. Подвижное кольцо связывается с валом, неподвижное кольцо – с корпусом аппарата. Торцовые уплотнения обладают рядом существенных преимуществ: они работают с незначительной утечкой газа; в период нормальной работы не требуют обслуживания; правильно подобранные торцевые уплотнения обличаются большой устойчивостью и долговечностью. Самый ответственный элемент торцевого уплотнения - пара трения. Обычно одно кольцо изготовляют из более твердого материала. Haиболее широко применяются следующие материалы в различии комбинациях: кислотостойкая сталь, бронза, керамика, графит, фторопласт и твердая резина. Основные размеры торцового уплотнения приведена а табл.5.2 Трущиеся поверхности должны быть отшлифованы и тщательно притёрты. Одинарное торговое уплотнение состоит из следующих основных деталей: сильфона 1, приваренного к стакану 2 и неподвижному кольцу, вращающегося кольца 3 и водила 5. Трущиеся кольца закрыты кожухом 6, связанным с фланцем. Водило крепится на валу аппарата и связано винтами с подвижной втулкой 4. В корпус сальников подаётся охлаждающая жидкость, которая служит также смазкой трущейся пары.
Сальниковые уплотнения типов I A и II A
Рис.5.1 Область применения: давление в аппарате избыточное (РИ) не более 0,6 МПа; температура в аппарате (t) до 200oC
1 – корпус; 2 – кольцо опорное; 3 – кольцо; 4 – фонарь; 5 – втулка нажимная; 6 – набивка; 7 – прокладка; 8 – шпилька; 9 – гайка. Таблица 5.1 Основные размеры (мм) сальниковые уплотнений типов I A и II A по ОСТ 26-01-1247-75
Примечания: 1. Тип IА – сальник с подводом смазки или уплотняющей жидкости к валу без автоматического поджима набивки. 2. Тип IIА – сальник с подводом смазывающей циркулирующей жидкости к валу без автоматического поджима набивки. 3. Пример условного обозначения сальникового уплотнения без автоматического поджима с подводом смазки или уплотняющей жидкости к валу диаметром 40 мм. с использованием опорного кольца из стали Ст.3 по ГОСТ 380-71: Сальник ТА40 – У ОСТ 26-01-1247-75.
Торцовое уплотнение
Рис.5.2 1 – сильфон; 2 – стакан; 3 – вращающееся кольцо; 4 – подвижная втулка; 5 – водило; 6 – кожух
Таблица 5.2 Основные размеры (мм) торцовых уплотнений
Расчет уплотнений Расчетное осевое усилие определяется по формуле
где р - избыточное давление в аппарате (со знаком плюс) или вакуум (со знаком минус), Па; d - диаметр вала мешалки в области уплотнения, м; Aд - дополнительная площадь в уплотнении (табл. 5.3), воспринимающая осевую силу давления; G - вес вращающихся частей (мешалка, вал, соединительные муфты), Н: Fм - осевая гидродинамическая сила мешалки, берётся со знаком плюс при направлении вверх, Н. Таблица 5.3 Дополнительная площадь в торцовых уплотнениях воспринимающая давление Ад∙102+4 , м
Уплотнения По указанию руководителя выполняется проверочный расчет сальникового уплотнения при использовании его в проектируемом аппарате.
Рис. 5.3 Схема к расчету сальникового уплотнения: 1 - вал, 2 - втулка нажимная, 3 - набавка, 4 - корпус, 5 – шпилька
Предполагается, что герметичность уплотнения будет обеспечена, если баковое давление набивки на вал рх в её нижней части будет не менее избыточного давления среды рU (рис. 5.2). При этом требуемое давление втулки на сальниковую набивку (Па) будет равно
f - коэффициент трения между набивкой и валом, набивной и стенкой камеры (среднее значение); SН - толщина набивки, h - высота набивки, м; d, dк - соответственно диаметр вала и камеры, м. Рекомендуемые значения коэффициентов: набивка АП во ГОСТ 5152-66 (асбестовая с антифрикционной добавкой, tmax=300°С) к=0,3; f=0,1. Набивка АСТ по ГОСТ 5152-66 (асбестовая, пропитанная с суспензией фторопласт - 4 с тальком, tmax=300°С) к=0,5, f=0,1. Усилие затяжки шпилек нажимной втулки находится по формуле
где z - число шпилек. Шпильки проверяются на прочное по условию
где σ - расчетное напряжение, МПа; 1,3 – коэффициент, учитывающий напряжения кручение, возникавшие при затяжке шпилек; d1 - внутренний диаметр резьбы, мм; Fзат - усилие затяжки шпильки, Н; [σ] - допускаемое напряжение растяжение для материала шпильки, МПа.
Таблица 5.2 Основные размеры (мм) торцовых уплотнений
5.3 Расчет уплотнений Расчетное осевое усилие определяется по формуле
где р - избыточное давление в аппарате (со знаком плюс) или вакуум (со знаком минус), Па; d - диаметр вала мешалки в области уплотнения, м; Aд - дополнительная площадь в уплотнении (табл. 5.3), воспринимающая осевую силу давления; G - вес вращающихся частей (мешалка, вал, соединительные муфты), Н: Fм - осевая гидродинамическая сила мешалки, берётся со знаком плюс при направлении вверх, Н. Таблица 5.3 Дополнительная площадь в торцовых уплотнениях воспринимающая давление Ад∙10-4 , м Ад∙10+4 ,м
Уплотнения По указанию руководителя выполняется проверочный расчет сальникового уплотнения при использовании его в проектируемом аппарате.
Рис. 5.3 Схема к расчету сальникового уплотнения: 1 - вал, 2 - втулка нажимная, 3 - набивка, 4 - корпус, 5 – шпилька
В каждой точке набивки одновременно действуют осевое давление Px и боковое давление Py. Эти давления связаны соотношением Px = kPy Предполагается, что герметичность уплотнения будет обеспечена, если баковое давление набивки на вал рх в её нижней части будет не менее избыточного давления среды рU (рис. 5.2). При этом требуемое давление втулки на сальниковую набивку (Па) будет равно
Pн – давление нажимной втулки на набивку; f - коэффициент трения между набивкой и валом, набивной и стенкой камеры (среднее значение); SН - толщина набивки, h - высота набивки, м; d, dк - соответственно диаметр вала и камеры, м. Рекомендуемые значения коэффициентов: набивка АП во ГОСТ 5152-66 (асбестовая о антифрикционной добавкой, tmax=300°С) к=0,3; f=0,1. Набивка АСТ по ГОСТ 5152-66 (асбестовая, пропитанная с суспензией фторопласт - 4 о тальком, tmax=300°С) к=0,5, f=0,1. Усилие затяжки шпилек нажимной втулки находится по формуле
где z - число шпилек. Шпильки проверяются на прочность по условию
где σ - расчетное напряжение, МПа; 1,3 - коэффициент. учитывающий напряжения кручения, возникавшие при затяжке шпилек; d1 - внутренний диаметр резьбе, м; Fзат - усилие затяжки шпильки, Н; [σ] - допускаемое напряжение растяжение для материала шпильки, Па.
Глава 6 ФЛАНЦЕВЫЕ СООЕДИНЕНИЯ АППАРАТОВ
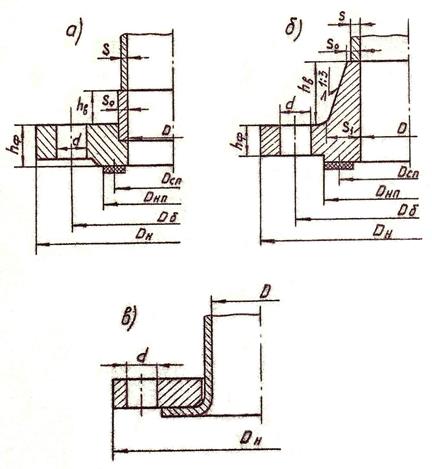
6.1 Фланцы. Фланцевые соединения - наиболее распространенный вид разъёмных соединений в химическом машиностроении, обеспечивающий прочность и герметичность, быструю сборку и разборку, простоту изготовления. Соединение состоит из двух фланцев, уплотнительного устройства и крепежных элементов (болтов или шпилек, гаек, шайб) (рис. 6.1)
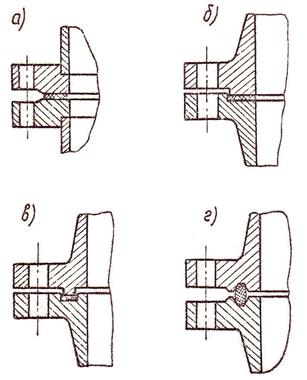
1 – фланцы; 2 – болт; 3 – прокладка Шпильки применяют при условном давлении, свыше 1,6 МПа (условным называют избыточное давление при температуре 20 °С). По конструкции фланцы можно разделить на цельные (рис. 6.2, а, б), когда корпус аппарата и фланец работают под нагрузкой совместно, и свободные (рис. 6.2, в), когда корпус аппарата разгружен от действий изгибающих моментов, возникающих при затяжке фланцевого соединения. Конструкция фланцев в значительной мере определяется давлением рабочей среды и требованиями минимальных затрат времени на сборку (разборку) соединения. Плоские приварные фланцы рекомендуется [1] применять при условном давлении от 0,3 до 1,6 МПа и температуре до 300 °С. Фланцы приварные встык имеют конические втулки-шейки. Утолщение у основания фланца (см. рис.6.2,б) делает его более жестким. Втулку фланца приваривают стыковым швом к обечайке. Свободные фланцы (см. рис.6.2,в) представляют собой кольца, диаметр отверстия которых несколько больше наружного диаметра обечайки, на которую их свободно надевают. Такие фланцы применяют обычно в аппаратах изготавливаемых из мягких (алюминий, медь) или хрупких (стекло, керамика) материалов при условном давлении до 1,6 МПа и температуре до 300 °С; причем число циклов нагружения не должно превышать 2*103. Конструктивные формы уплотнительных поверхностей регламентированы ОСТ 26-426-79 и ОСТ 26-427-79 и представлены. на рис. 6.3, а, б, в, г. Плоская уплотнительная поверхность (см. рис.6,3, а) применяется при внутреннем давлении до 0,6 МПа. Уплотнительные поверхности обрабатываются, однако излишняя шлифовка поверхности не допускается. Иногда на поверхности нарезают несколько кольцевых канавок треугольного сечения, которые заполняются при затягивании соединения материалом прокладки. Фланцы с выступом - впадиной (см. рис.6.3, б) обеспечивают соосность соединения, применяются при давлениях от 0,6 до 1,6 МПа. Соединение типа "шип-паз" (см. рис. 6.3, в) используют в более ответственных соединениях при работе с ядовитыми веществами, в глубоком вакууме, при работе аппарата под внутренним давлением от 1,6 до 6,4 МПа. Уплотнительные поверхности под металлическую прокладку (см. рис. 6.3, г) рекомендуются для давлений от 6,4 до 16 МПа. Прокладки обеспечивают герметичность соединения. При затягивании соединения прокладки деформируются и заполняют все углубления на поверхности фланцев. Герметичность соединения возрастает с увеличением давления на прокладку, поэтому прокладки для фланцевых соединений высокого давления делают более узкими.
Рис. 6.2. Основные типы фланцев: а – плоский приварной; б – приварной встык; в – свободный
В зависимости от условий работы для изготовления прокладок применяют различные материалы: металлы - алюминий, медь, сталь, никель, свинец; полимеры - фторопласты, полиэтилен, паронит, резина; комбинированные материалы - полимеры в сочетании с металлами, асбест в металлической обкладке и другие. Резиновые прокладки применяют для небольших давлений и температур (не более 50...70 °С). Очень распространен паронит. Представляет собой композицию, состоящую из асбеста, каучука и различных наполнителей. Прокладки из паронита применяют при температурах до 450 °С и давлениях до 6 МПа в различных средах - в горячем воде, водяном паре, различных кислотах и растворителях (бензол, бензин и др.). Асбест для прокладок используют в виде шнура или листового материала. Прокладки из него обладают высокой термостойкостью (до 500 °С) и кислостойкостью. Металлические прокладки применяют для высоких давлений. Комбинированные прокладки состоят из металлических и неметаллических материалов, которым металлическая армировка придает жесткость; а более пластичный неметаллический наполнитель обеспечивает герметичность соединений. Широко применяются асбометаллические прокладки, полимеры в сочетании с металлами.
Рис 6.3. Типы уплотнительных поверхностей фланцевых соединений:
а – гладкая уплотнительная поверхность; б – выступ – впадина; в – шип-паз; г – под металлическую прокладку
6.2 Расчет фланцевых соединений. Расчет стальных фланцевых соединений (фланцы приварные), аппаратов, работающих под внутренним давлением дан в соответствии с ОСТ 26-373-78 “Сосуды и аппараты. Нормы и методы расчета на прочность фланцевых соединений” [2]. Расчетные формулы применимы при отношении наружного диаметра фланцев (Dн) к внутреннему диметру аппарата (D) Dн/D≤2 для аппаратов c диаметром не менее 400 мм. Расчету предшествует конструктивная проработка, при которой предварительно определяют основные размеры самого фланца, размеры прокладки. Таким образом, расчет фланцевого соединения является проверочным. Размеры фланцев, прокладки, болтов должны удовлетворять условиям герметичности и прочности.
6.2.1.Определяется расчетная температура элементов фланцевого соединения:
для неизолированного соединения
t ср =0,96 t ;
6.2.2. Допускаемое напряжение для материала болтов:
[ σ ] δ = σT / nT . δ ,
где [σ]δ - предел текучести материала болтов; nT.δ - коэффициент прочности по пределу текучести nT.δ = 1,9 + 2,8
6.2.3.Толщина S1 втулки фланца (см. рис. 6.2) для приварного
S ≤ So ≤1,3 S, но всегда So - S ≤5 мм; для плоских приварных
So ≥ S, где S - исполнительная толщина обечайки.
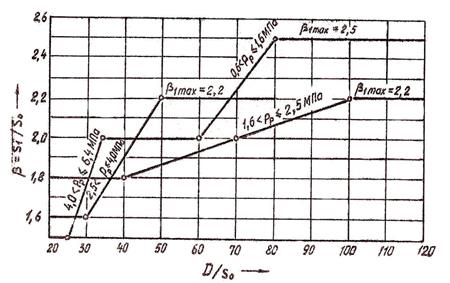
6.2.4.Толщина S1 у основания втулки приварного встык фланца (см. рис. 6.2, б)
, при этом β1 принимается по рис. 7.2.
6.2.5. Высота hb втулки фланца: приварного встык
где i - уклон втулки (i = 1/3); плоского приварного
6.2.6. Диаметр болтовой окружности фланцев приварных встык
D δ ≥ D + 2( S 1+ d δ + u ),
где u - нормативный зазор между гайкой и втулкой (u = 4:6 мм); d δ - наружный диаметр болта (табл. 2.2.)
D δ > D + 2 (2 So + d δ + u ).
Наружный диаметр фланцев
D н ≥ D +а, где а - конструктивная добавка для размещения гаек по диаметру фланца (табл. 6.4).
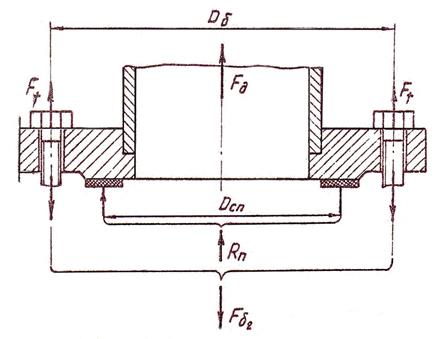
Рис. 6.4. Схема действия нагрузок на фланец в рабочих условиях
2.6.7. Наружный диаметр прокладки
D н.п. = D δ – е, где е - нормативный параметр, зависящий от типа прокладки (см. табл. 6.4).
2.6.8. Средний диаметр прокладки
D с.п. = D н.п. – b ,
где b - ширина прокладки принимается по табл. 6.5.
2.6.9. Количество болтов необходимых для обеспечения герметичности
где tш - рекомендуемый шаг расположения болтов, выбираемый по табл.6.3.
2.6.10. Высота (толщина) фланца ориентировочно
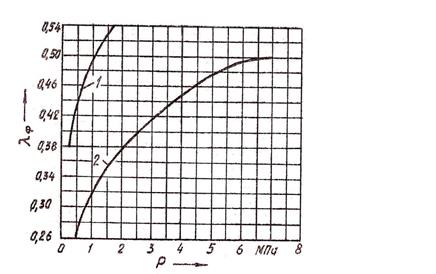
где λф = 0,3; Sэк - эквивалентная толщина втулки;
2.6.11.Определяется болтовая нагрузка необходимая для обеспечения герметичности соединения, исходя из схемы нагружения (рис. 6.4). При расчете определяются нагрузки для двух различных состояний: при монтаже – Fδ1 и в рабочих условиях – Fδ2.
Болтовая нагрузка в условиях монтажа
где Rп - реакция прокладки, МН;
R п = π D с.п. b о kδ pp ,
где bо – эффективная ширина прокладки, при b ≤15 мм bо = b, при b>15 мм
Таблица 6.1 Типы и пределы применения фланцев
Таблица 6.2 Рекомендуемые диаметры болтов (шпилек) в зависимости от давления и диметра, аппарата
Таблица 6.3. Рекомендуемый шаг расположения болтов
Таблица 6.4 Вспомогательные величины для определения размера фланца
Таблица 6.5. Размеры прокладок
Рис. 6.5 График для определения коэффициента β1
1 – для плоских приварных фланцев;
2 – для сварных встык фланцев
Прочность болтов фланцевого соединения оценим по приближенной методике.[4] Сила , растягивающая одну шпильку или один болт, определяются в зависимости от внутреннего избыточного давления, внутреннего диаметра аппарата и числа болтов через силу то давления на крышку аппарата(рис.6.4). Сила давления, приходящаяся на один болт В зависимости от силы назначается сила предварительной затяжки болта для создания герметичности внутри аппарата
Соотношение конструктивныхразмеров задается из условия одновременного разрушения по трем видам: разрыву стержня болта по внутреннему диаметру резьбы d1, срезу выступов резьбы и смятию витков резьбы. Поэтому достаточно выполнения условия прочности на разрыв стержня резьбы
Таблица 6.6 Характеристика прокладок
* Для сред с высокой проникающей способностью (водород, гелий, легкие нефтепродукты и др.) р= 35 МПа, ** Для данной конструкций прокладки допускаемое удельное давление не регламентируется.
Задание кафедры: произвести расчет и конструирование химического реакционного аппарата.
Номер варианта 76
Номинальный объем V, м3 8
Внутренний диаметр D, мм 2000
Исполнение корпуса 31
Параметры мешалки
Шифр 10 Диаметр d м, мм 1600 Частота вращения n, мин-1 50 Потребляемая мощность N, кВт 6,0
Давление в корпусе
Избыточное Ри, МПа 0,8 Остаточное Ро, МПа 0,05 Давление в рубашке, избыточное Рруб, МПа 0,35 Уровень жидкости в корпусе
Параметры среды
Наименование H2SO4 Температура t, оС 60 Плотность 840 Концентрация 40
Введение
Аппараты с перемешивающими устройствами широко используются при проведении основных технологических процессов в химической и биохимической промышленности. На практике наибольшее распространение получил механический метод перемешивания жидких сред в аппарате, состоящем из корпуса и перемешивающего устройства. Отраслевыми стандартами Минхимнефтемаша установлены конструкции и параметры специальных составных частей аппаратов мешалки, что позволяет осуществить компоновку аппарата из типовых элементов (корпуса, мешалки, уплотнения вала, привода перемешивающего устройства по ОСТ 26-01-1205-95 в соответствии с частотой вращения мешалки, номинальным давлением в корпусе аппарата. Одновременно устанавливается тип уплотнения для вала мешалки: сальниковое или торцевое. Необходимо учитывать, что приводы типа 1 и 3 с концевой опорой в аппарате для вала мешалки не надежны в эксплуатации при воздействии абразивной или коррозионной активной среды на вал и вкладыши подшипника. Типоразмер мотор-редуктора выбирается в соответствии с заданной частотой вращения вала мешалки и потребляемой мощности электродвигателя. В аппаратах всех типов могут применяться внутренние теплообменные устройства – змеевик, либо непосредственный обогрев рабочей среды подачей горячего пара.
1.Выбор материала. Материалами для изготовления стальных сварных аппаратов являются полуфабрикаты, поставляемые металлургической промышленностью. Материалы должны быть химически и коррозионностойкими в заданной среде при её рабочих параметрах, обладать хорошей свариваемостью и соответствующими прочностными и пластическими характеристиками в рабочих условиях, допускать горячую и холодную механическую обработку, а также, иметь возможно низкую стоимость и быть недефицитными. При выборе конструкционного материала основным критерием является его химическая и коррозионная стойкость в заданной среде. Обычно выбирают материал, абсолютно или достаточно стойкий в среде при её рабочих параметрах и к расчетным толщинам на коррозию соответствующие прибавки в зависимости от срока службы аппарата. Вместе с тем следует учитывать и другие виды коррозии (межкристаллитную, точечную, коррозионное растрескивание), которым подвержены некоторые материалы в агрессивных средах. Другим критерием при выборе материала является расчетная температура стенок аппарата, а также, если эта температура является положительной, для аппаратов, устанавливаемых на открытой площадке или в неотапливаемом помещении, необходимо учитывать абсолютную минимальную зимнюю температуру наружного воздуха, при которой аппарат может находиться под давлением или вакуумом. Таким образом, выбор материала должен производиться из учёта его коррозионной стойкости в заданной среде и рабочих условий. [1] Для таких параметров, как: - наименование среды: водный раствор серной кислоты - концентрация 40% - температура среды:60 °С наиболее рациональным выбором является сталь ОХ23Н28М3Д3Т, т.к. она химически и коррозионноустойчива в данной среде при данной температуре (П < 1,0* Коэффициент линейного расширения в интервале температур от 20°С до 100°С для стали ОХ23Н28М3Д3Т:
Расчетная часть Расчетная часть курсового проекта включает в себя проверочные расчеты составных частей аппарата с мешалкой по главным критериям работоспособности (прочность, устойчивость, термостойкость, коррозионная стойкость и т.д.).
7.3.1 Расчет геометрии аппарата Расчет обечаек, днищ, крышек корпуса аппарата на прочность и устойчивость под действием внутреннего и наружного давления с учетом термостойкости и коррозионной стойкости материалов выполняется в соответствии с ГОСТ 14249-80.
Определение расчетного давления в аппарате.
Расчетное давление – давление, при котором производится расчет на прочность и устойчивость элементов корпуса аппарата. По стандарту за рабочее давление принимается внутреннее давление среды в аппарате. Расчетное давление – это рабочее давление в аппарате без учета кратковременного повышения давления при срабатывании предохранительных устройств.
где Ризб – избыточное давление среды. Задается условиями технологического процесса.
ρ – плотность жидкой среды,
g=9,8 Нж – высота столба жидкости.
Ргидр учитывается, если оно превышает 5% от давления
Расчетное внутреннее давление
Расчет наружного давления, для проверки стенок корпуса на устойчивость.
Для элементов находящихся под рубашкой:
где Ра – атмосферное давление, Ра=0,1МПа. Ро – остаточное давление. Ро=0,05МПа. Рруб – избыточное давление в рубашке. Рруб=0,35МПа.
Определяем допускаемое напряжение для выбранного материала
где
Поправка на коррозию
где П – скорость коррозии в рабочей среде. П=0,1
Расчет оболочек, нагруженных внутренним давлением
Расчет толщины стенки цилиндрической обечайки где D – внутренний диаметр корпуса;
C – поправка на коррозию; С0 – прибавка для округления до стандартного значения.
По сортаменту выбираем толщину стенки S=10мм
Расчет эллиптической крышки и конического днища.
По сортаменту S=10мм.
Расчетный диаметр конического днища:
По сортаменту S=10мм.
Расчет оболочек, нагруженных наружным давлением.
Определяем предварительно толщину стенки цилиндрической обечайки.
n у = 2.4 – коэффициент запаса устойчивости в рабочем состоянии; Е = 1.99∙105 МПа – модуль продольной расчетной упругости для материала обечайки при расчетной температуре; L – длина гладкой обечайки; D – внутренний диаметр аппарата;
L = H2 – H6 = 2960-1160=1800 мм
K2 определяем по номограмме в учебнике Лощинского K2 = 0.8
Проверяем допускаемое наружное давление.
Допускаемое давление из условия прочности:
Вспомогательный коэффициент:
Допускаемое давление из условия устойчивости:
Определяем допускаемое наружное давление:
Условие выполняется если 0.4МПа < 1,17 МПа – условие выполняется.
Проверка на прочность стенок конического днища.
Вспомогательный коэффициент:
Расчетная длина
Внутренний диаметр нижнего штуцера
Расчетный диаметр конической обечайки
Допускаемое давление из условия устойчивости:
Допускаемое давление из условия устойчивости:
Допускаемое наружное давление для конического днища:
0,379 МПа > 0.35 МПа – условие выполняется
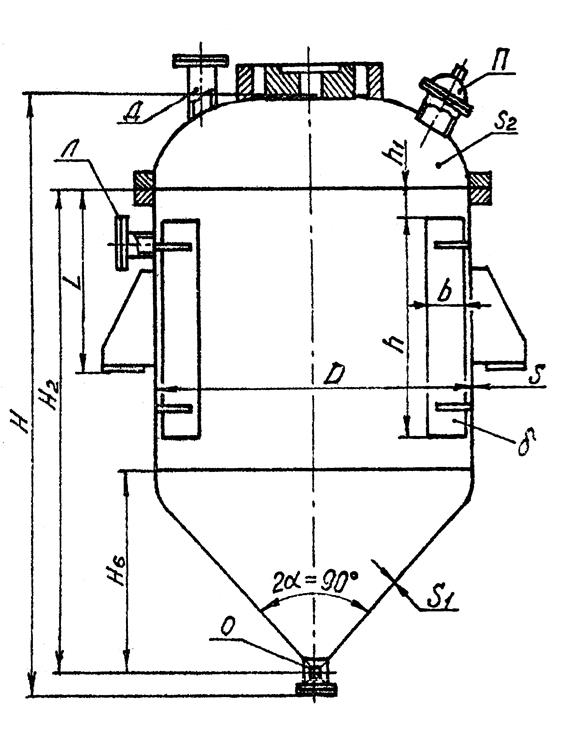
Конструкция корпуса представлена на рисунке 7.3.1.1.
Рисунок 7.3.1.1. Конструкция корпуса
7.3.2 Подбор и расчет привода Определение мощности потребляемой приводом
где N эл.дв. – мощность, потребляемая приводом, кВт; Nвых. – мощность, потребляемая на перемешивании, кВт;
Выбираем стандартный по мощности двигатель. Для двигателя полученной мощности по таблице рекомендован привод типа 2, привод со встроенными в редуктор опорами вала мешалки. Исполнение привода – 1 (для установке на крышке). Номинальное давление в аппарате – 3,2 МПа.
Определение расчетного крутящего момента на валу:
где k д – коэффициент динамической нагрузки для рамных мешалок k д=2,0
Определение диаметра вала.
Размер привода выбирается по диаметру вала
где [τкр] – допускаемое напряжение при кручении, МПа. [τкр]=20 МПа.
d станд. = 60 мм по ОСТ 26-01-1225-75. Стандартный привод по условиям работы подшипников и наиболее слабых элементов конструкции рассчитан на определенное допустимое осевое усилие [F], которое для привода типа 2, исполнения 1, габарита 2 равно 23400. Действующее осевое усилие на вал привода аппарата определяется по формуле:
Аупл – дополнительная площадь уплотнения, м; G – масса части привода; F м – осевая составляющая сила взаимодействия мешалки с рабочей средой.
G=(m в + m меш + m муф)∙g
где m в – масса вала; m меш – масса мешалки, m меш = 75 кг. m муф – масса муфты, m муф = 50,6 кг. L в – длина вала; ρ – плотность стали,
hм=0,3dм=0,3*1600=480;
L в = 2660 +400+645 + 30 – 480 = 3255 мм.
G = (75+50.6+72.24)∙9,81 = 1940H.
Осевая составляющая сила взаимодействия мешалки с рабочей средой находится по следующей формуле: Сравниваем полученные значения сил F вверх и F вниз с допустимой нагрузкой [F]: 1878 H < 23400 H -3194 H < 23400 H. Условие выполняется
Основные размеры привода типа 2, исполнения 1, габарита 2 определяем по таблицам в соответствии с ОСТ-26-01-1225-75. В = 575 мм; l 2 = 400 мм; L = 235 мм; S = 14мм; H 1 = 630 мм; D = 300 мм; h = 1150 мм; D 1 = 390 мм; h 1 = 645мм; m прив = 308 кг.
Конструкция привода представлена на рисунке 7.3.2.2.
Рисунок 7.3.2.2. Конструкция привода
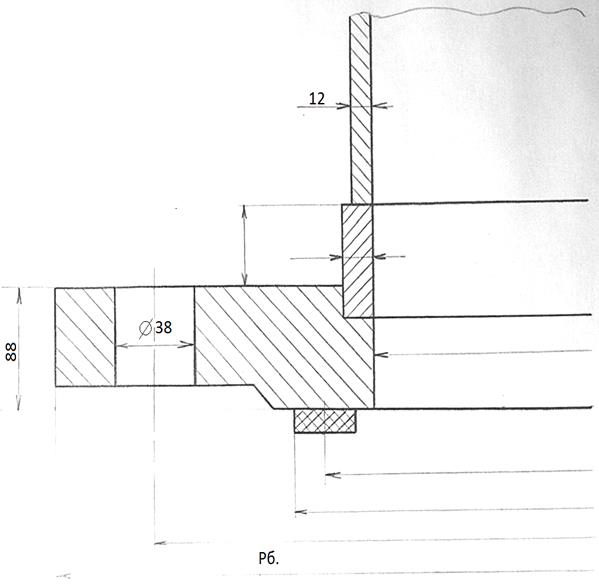
3.3Подбор уплотнения
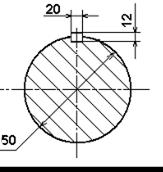
Подбираем торцевое уплотнение . Торцевое уплотнение обладает рядом преимуществ : они работают с незначительной утечкой газа ;в период нормальной работы не требует обслуживания ; правильно подобранное торцевое уплотнение отличаются большой устойчивостью и долговечностью. Самый ответственный элемент торцевого уплотнения – пара трения. Обычно одно кольцо изготовляют из более твердого материала. Наиболее широко применяются следующие материалы в различных комбинациях: кислотостойкая сталь, бронза, керамика, графит, фторопласт и твердая резина. Также выбор уплотнения обусловлен относительно высоким внутренним давлением. Торцевое уплотнение подбираем по диаметру проходного вала, в нашем случае составляет 60мм. Основные размеры торцевого уплотнения представлены на эскизе. Все размеры на эскизе указаны в мм . Масса торцевого уплотнения под диаметр вала мм составляет 75кг. Конструкция уплотнения представлена на рисунке 7.3.3.1.
Рисунок 7 .3.3.1. Конструкция торцевого уплотнения
3.4 Расчет элементов механического перемешивающего устройства Расчет вала перемешивающего устройства на виброустойчивость Должно выполняться условие: где ω1 – первая критическая угловая скорость вала, ω – угловая скорость вала,
Относительная масса вала:
Е = 2∙105 – модуль упругости для материала вала; I – момент инерции поперечного сечения вала, м4; α – корень частного уравнения, определяется по графикам.
Следовательно
0.7∙18,57 = 13 5,2 < 13 – условие выполняется. Расчет вала на прочность Проведем расчет вала на кручение и изгиб. Напряжение от крутящего и изгибающего моментов определяются соответственно по формулам:
Расчетный изгибающий момент М от действия приведенной центробежной силы Fц определяется в зависимости от расчетной схемы вала
mпр – приведенная сосредоточенная масса вала, кг; r – радиус вращения центра тяжести приведённой массы вала.
q – коэффициент приведения массы к сосредоточенной массе.
где
σ – допускаемое биение вала; Найдем реакции в опорах:
Проверка: -RA + RB – Fц = 0 -15,8+18-2,2 = 0
MA = 0 MB = l2∙RB = 0.400∙18 = 7,2 H ∙м
11,6 МПа < 118,8 МПа – условие выполняется.
Расчет вала на жесткость
Расчет вала на жесткость заключается в определении допускаемой величины прогиба. Производится из следующего условия: Jmax. £ [J] , где [J] – допускаемый прогиб вала, в том месте, где вал входит в аппарат (в уплотнение), мм; [J] = 0,1 мм; где I – осевой момент инерции сечения вала, м 4; l2 = 400 мм l1 = 2855 мм
Определим угол поворота в сферическом подшипнике:
При этом необходимо, чтобы выполнялось условие q В £ [q], где наибольший допускаемый угол поворота для радиальных сферических шарикоподшипников [q] = 0,05 рад.
7.3.5 Расчет подшипников качения
Рисунок 6. Расположение подшипников на валу Для вала вертикального перемешивающего устройства подбираются следующие подшипники: 1. В верхнюю опору устанавливаются подшипники шариковые упорные двойные и шариковые радиальные однорядные ; 2. В нижнюю опору устанавливается двухрядный сферический радиальный шариковый подшипник качения для компенсации Подшипники подбирают по каталогу, исходя из расчетной схемы, по предельной грузоподъемности, а затем выполняют проверочный расчет на долговечность. Из конструкции опор следует, что большую осевую нагрузку на вал воспринимает только упорный подшипник 8211Н в опоре А. Подшипники 211( опора А) и 1212 воспринимают только радиальные усилия. Такая конструкция опор является надежнее конструкции, состоящей из одного радиального подшипника. Подбор подшипников. Опора А: В верхнюю опору под диаметр вала 55 мм подбираем: - радиальный однорядный шариковый подшипник 111; - упорный двойной8111 :
В нижнюю опору под диаметр вала 60 мм подбираем шариковый радиальный сферический подшипник 1212 . Опора В:
3.6.2 Проверочный расчет. Для нормальной работы в течении рабочего заданного срока службы подшипника его номинальная долговечность При расчете подшипников качения сначала определяют эквивалентную нагрузку по
где X- коэффициент радиальной нагрузки; V - коэффициент нагрузки, учитывающий, какое из колец вращается, при вращающемся внутреннем кольце V =1,0; Y - коэффициент осевой нагрузки; менее 100 Долговечность подшипника определяется по (3.54):
где Р - эквивалентная нагрузка, Н;
Расчет радиального однорядного шарикового подшипника
где для шариковых подшипников
76823часов> 10000часов, условие долговечности выполняется, подшипник подобран верно. Расчет упорного двойного шарикового подшипника. для шариковых подшипников
185167часов> 10000часов, условие долговечности выполняется, подшипник подобран верно. Расчет сферического подшипника. Так как сферический подшипник не воспринимает осевую нагрузку , то не будем учитывать осевую нагрузку.
P= (1,0* 1,0* 18 +0*0)* 1,2* 1,0 =21,6Н
Конструкция расположения подшипников на валу представлена на рисунке 7.3.6.1.
Рис. 7.3.6.1. Конструкция опор вала мешалки.
3.6 Подбор муфты
Муфта – устройство, служащее для соединения валов между собой или с деталями, свободно насаженными на валы, с целью передачи вращающего момента. Фланцевая муфта применяется для соединения строго соосных валов. Муфта состоит из двух полумуфт, имеющих форму фланцев. Фланцевая муфта обеспечивает надежное соединение валов и может передавать большие моменты. Муфта подбирается в соответствии с диаметром вала то ОСТ 26-01-1226-75; Габарит 3, исполнение 2.
d = 60мм; n = 6 D = 220 мм; L = 110 мм; D1 = 180 мм; l = 25 мм; d0 = 90 мм; l1 = 38 мм; d1 = 110 мм; b = 5 мм; d2 = 120 мм; l2 = 22 мм; d3 = 105 мм; T = 10000 H∙м; dб = М16 ; m = 26,4 кг. Конструкция муфты представлена на рисунке 8.
Рисунок 8. Фланцевая муфта
3.7 Расчет мешалки Определение расстояния от оси до точки приложения равнодействующей сил, действующих на лопасти:
где R – радиус лопасти; r – радиус ступицы; r = 30 мм.
Определяем значение равнодействующей силы
где T ’ – крутящий момент на валу; z = 2 – количество лопастей рамной мешалки; Изгибающий момент у основания лопасти: Из условия прочности необходимый момент сопротивления лопасти Условие прочности выполняется Центр тяжести сечения А1=12*1,4=16,8см2 А2=1,7*5,25=8,925см2
Момент инерции сечения
Условие прочности выполняется. Конструкция мешалки представлена на рисунке 7.3.6.
Рисунок 7.3.6.. Мешалка рамная 3.7.1 Расчет шпонки на смятие Выбираем шпонку по ГОСТ 23360-78
Проверим на смятие dвала = 50мм – диаметр под ступицу.
Условие прочности:
Рисунок 10. Шпонка 3.8 Расчет опор-лап аппарата Размер опоры-лап выбирается в зависимости от внутреннего диаметра корпуса аппарата в соответствии с ГОСТ 26-665-72. 1. Проверочный расчет элементов опоры: Выбираем типоразмер опоры и определяем допускаемую нагрузку на опору: Тип 2. Исполнение 2. a = 210 мм; h = 470 мм; d0 = 35 мм; a1 = 250 мм; h1 = 24 мм; d1 = M30 мм; a2 = 150 мм; l = 120 мм; f = 210 мм; b = 380 мм; S1 = 12 мм; m = 28 кг; b1 = 170 мм; k = 35 мм; прокладной лист: b2 = 160 мм; k1 = 100 мм; m = 4.5 кг; c = 40 мм; R = 1100 мм; c1 = 120 мм; r = 20 мм;
Основная величина для расчета нагрузки на одну опору:
где Gмах – максимальный вес аппарата, включающий вес аппарата, футеровки, термоизоляции, различных конструкций, опирающихся на корпус аппарата, максимальный вес продуктов, заполняющих аппарат или массу воды при испытании. где
n = 4 – количество опор-лап.
2. Определяем фактическую площадь подошвы прокладочного листа опор; где a2, b2 – размеры подкладного листа; 3. Определяем требуемую площадь подошвы подкладного листа из условия прочности бетона фундамента: где 4. Проверим вертикальные ребра опор на сжатие и устойчивость. Напряжение сжатия в ребре продольном изгибе: где 2.24 – поправка на действие неучтенных факторов.
k1 – коэффициент, определяемый по графику в зависимости от гибкости ребра λ
где
zp = 2 – число ребер в опоре; S1 = 12 мм – толщина ребра; b = 200 мм – вылет ребра; k2 – коэффициент уменьшения допускаемых напряжений при продольном изгибе k2=0.4; 5. Проверим на срез прочности угловых швов, соединяющих ребра с корпусом аппарата: Конструкция опор-лап представлена на рисунке 11
Рисунок 11. Конструкция опор-лап
3.9 Подбор штуцеров и люка Подбор штуцеров и люков осуществляется в соответствии с внутренним диаметром корпуса аппарата Dвн = 2000мм. Основные условные диаметры штуцеров для корпусов с эллиптической крышкой по ОСТ 26-01-1246-75 представлены на конструкции штуцеров (рисунок 12). В соответствии с внутренним диаметром аппарата выбираем люк с плоской крышкой и откидными болтами. Основные размеры представлены на конструкции люка (рисунок 13).
Рисунок 12. Расположение штуцеров
Рисунок 13. Люк с плоской крышкой
3.10 Расчет фланцевого соединения 1) Расчетная температура
2) Допускаемое напряжение материал для болтов Ст 20. 3) толщина втулки фланца 4) высота втулки фланца
5) диаметр болтовой окружности для плоско приварных
6) наружный диаметр фланцев
а=47,конструктивная добавка для размещения гаек по диаметру фланцев 7) наружный диаметр прокладки
е- нормативный параметр, зависящий от типа прокладки 8) средний диаметр прокладки
в- ширина прокладки 9) количество болтов М36 необходимых для обеспечения герметичности соединения (d1=31.7) tш =3.4*39= 132.6
10) высота фланца ориентировочно:
11) болтовая нагрузка, необходимая для обеспечения герметичности соединения: F ᵟ =1.3KзатF+ᴂF Принимаем коэффициент затяжки Кзат=2 Коэффициент внешней нагрузки ᴂ=0.25
b0 – эффективная ширина прокладки, м при b≤ 15 b= b0, при b ˃15 мм b0=0,12 в=20 Сила, растягивающая один болт Pp- расчетное давление, МПа; Dсп- средний диаметр прокладки, м; Fᵟ - равнодействующая внутреннего давления; Fᵟ= 48301 (1.3*2+0.25)=137677 Внутренний диаметр резьбы УМ39 d= 34,67 мм
Условие прочности hп=30 мм, из.табл.2.5. D=2000 мм Условие прочности выполняется для материала болтов сталь 35ХГСА (δт=1400
δ=175,6МПа<[δ]=700МПа Запас прочности n=2 Остаточная затяжка стыка от одного болта Достаточно для герметизации Конструкция фланцевого соединения представлена на рисунке 7.3.12..
Рисунок 7.3.12. Фланцевое соединение
4. Заключение
Разработан химический реакционный емкостной аппарат с перемешивающим устройством. Корпус аппарата имеет коническое днище и эллиптическую крышку. Номинальный объем 8 м3. Внутренний диаметр 2000 мм. По результатам расчета был выбран привод типа 2, исполнение 1, габарит 2. Толщина стенки эллиптической крышки и днища аппарата 10 мм, материал корпуса Х18Н10Т. Диаметр вала 60 мм, длина 3,255 м. Тип мешалки 10 – рамная мешалка, диаметр равен 1600 мм. Частота вращения 50 об/мин. Потребляемая мощность 6.0 кВт. Подборка подшипники качения: тип 8211Н ГОСТ 7872-89,тип 211по ГОСТ 8338-75 и тип 1212 по ГОСТ 28428-90. Подобранна муфта по ОСТ 26-01-1226-75 в соответствии с диаметром вала и крутящим моментов: фланцевая муфта, габарит 2, исполнение 2. Аппарат содержит 4 опоры-лапы и 3 опоры-стойки.
Фланцевое соединение были выбраны по избыточному давлению ,
Допускаемое давление не должно превышать
Долговечность подшипников составляет 238*106 часов (для опоры В), 38134*105 часов и 82518 часов (для опоры А)
ЛИТЕРАТУРА:
1. Никитин Н.Н. Курс теоретической механики:Учебник для вузов. -М.: Высш.шк., 1990.- 607с. [Н/м] 2.Феодосьев В.И. Сопротивление материалов: Учеб. для вузов. - 11-е изд., стериотип. -М.: Изд.-во МГТУ, 2003.- 592с. [Н] 3. Артоболевский И.И. Теория механизмов и машин:Учебник для вузов-4-е изд.,перераб. и доп. -М.: Наука, 1988.- 640с. [Н/м] 4. Иванов М.Н., Финогенов В.А. Детали машин: Учеб.пособ. для вузов - 8-е.шк., 2003.- 408с. 5. Мещерский И.В., Бутенин Н.В. Сборник задач по теоретической механике: Учеб.пособ. для втузов /Под ред .Н.В.Бутенина - 36-е изд., испр. -М.: Наука, 1986.- 447с. 2) 621.8(03) / К90 6. Артоболевский И.И., Эдельштейн Б. Сборник задач по теории механизмов и машин/ Учеб. пособ. для вузов.-2-е изд. -М.: Наука, 1975.- 256с. [Н/м] 7. Беляев Н.М., Паршин Л.К., Мельников Б.Е., Шерстнев В.А., Чернышева Н.В. Сборник задач по сопротивлению материалов: Учеб. пособ. /Под ред. Л.К. Паршина. -СПб.: И.Федоров, 2003.- 432с. [Н/у] 8. Детали машин в примерах и задачах.-2-е изд. / Под общ. ред. С.Н. Ничипорчика. -Минск: Вышэйшая шк., 1981.- 432с. 9. Дунаев П.Ф., Леликов О.П. Конструирование узлов и деталей машин: Учеб. пособ. для студ. вузов. - 8-е изд., перераб. и доп. -М.: ACADEMA, 2004.- 496с 10. Анурьев В.И. Справочник конструктора-машиностроителя / Под ред. И.Н. Жестковой.- 8-е изд., перераб. и доп.- М.: Машиностроение, Т.1- 2001.-920 с. Т.2- 2001.-912 с. 11. Детали машин : Атлас конструкций / Под ред. Д.Н.Решетова .- 5 изд.- М. : Машиностроение, 1992.- 352 с. 12. Вихман Г.Л., Круглов С.А. Основы конструирования аппаратов и машин нефтеперерабатывающих заводов: учебник для вузов.-М.: Машиностроение,1978.-327с. 13. Генкин А.Э. Оборудование химических заводов: Учеб.пособие для ССУЗОВ.-4-е изд.,перераб.,доп.-М.:Высш.шк.,1986.-280с.:ил. 14. Лащинский А.А. Конструирование сварных химических аппаратов. Л.,1981-382с. Дополнительная литература: 1. Перель Л.Я. Подшипники качения : Справочное пособие.- М. : Маши- ностроение, 1983.- 544 с., ил. Учебные пособия кафедры: 1. Оформление пояснительных записок при курсовом проектировании : Методические указания / Сулейманов А. С. – Изд. Уфим. нефт. техн. унив., 1999 –15 с. 2. Справочные таблицы к курсовому проекту по прикладной механике. Материалы, типы приводов, муфты, люки./Хлесткина В.Л., Ямалтдинов А.И. Изд.Уфимс.нефт.инс. 1991.-42с 3. .Расчет опор. Мешалки и корпуса химических аппаратов. Методические указания и справочные таблицы., ./Хлесткина В.Л.,-Уфа: Изд. Уфимс.нефт.техн.унив.1999.-34с. 4.Уплотнения валов. Мешалки химических аппаратов.Справочные таблицы,/Хлесткина В.Л. Уфа: Изд. Уфимс.нефт. инс.1985.-20с. 5. Фланцевые соединения. Методические указания к выполнению кур- сового проекта. /Хлесткина В.Л ., Сынковская В.Г. Уфа: Изд. Уфимс.нефт. инс.-1987.-15с 6. Расчет и конструирование аппаратов с перемешивающими устрой-ствами, 1988./Хлесткина В.Л. ,-Уфа : Изд. Уфимс.нефт. инс.1988.-25с 7. Расчет валов. Учебно-методическте пособие по прикладной механике / Полканова О.Г., Хлесткина В.Л., Уфа: Изд. Уфимс. нефт. техн. унив., 2000.-21с. 8. Расчет элементов конструкций. Методические указания к выполне-ию расчетно-графической работы по курсу “Прикладная механика”,/Полканова О.Г., Хлесткина В.Л.,-Уфа: Изд. Уфимс.нефт.техн.унив. 1994-48с.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-19; Просмотров: 133; Нарушение авторского права страницы


 ,
,

 - коэффициент бокового давления сальниковой, набивки;
- коэффициент бокового давления сальниковой, набивки; ;
; , (5.1)
, (5.1) , (5.2)
, (5.2)

 для изолированного соединения
для изолированного соединения t ср= t ;
t ср= t ;
 где tср, t – расчетная температура соответственно фланцев, болтов, обечайки.
где tср, t – расчетная температура соответственно фланцев, болтов, обечайки.
 ,
, .
.
 ,
, ,
, .
. ,
, .
.



 0,8
0,8 мм/год), наиболее экономически целесообразна, достаточно прочная и относительно дешёвая а т.ж. широко распространённая.Такой вид стали подходит для изготовления не только оболочки аппарата, но и мешалки и её приводного вала, а также для изготовления фланцевого соединения.
мм/год), наиболее экономически целесообразна, достаточно прочная и относительно дешёвая а т.ж. широко распространённая.Такой вид стали подходит для изготовления не только оболочки аппарата, но и мешалки и её приводного вала, а также для изготовления фланцевого соединения. цу
цу ,
, - гидростатическое давление;
- гидростатическое давление;  .
. .
. - ускорение свободного падения.
- ускорение свободного падения.
 .
. - не учитывается.
- не учитывается. .
. ,
,
 ,
, - допускаемое напряжение
- допускаемое напряжение - поправочный коэффициент, учитывающий взрывоопасность среды
- поправочный коэффициент, учитывающий взрывоопасность среды  ;
; - нормативное допускаемое напряжение
- нормативное допускаемое напряжение  .
.
 ,
, ;
; - срок службы аппарата.
- срок службы аппарата. 

 ,
, - расчетное давление;
- расчетное давление; - коэффициент прочности продольного сварного шва обечайки, для стыковых и тавровых швов с двусторонним проваром и выполненных автоматической сваркой:
- коэффициент прочности продольного сварного шва обечайки, для стыковых и тавровых швов с двусторонним проваром и выполненных автоматической сваркой: 






 .
.









 ,
, - К.П.Д. подшипников, в которых крепится вал мешалки,
- К.П.Д. подшипников, в которых крепится вал мешалки, 
 - К.П.Д., учитывающий потери в компенсирующих муфтах,
- К.П.Д., учитывающий потери в компенсирующих муфтах, 
 - К.П.Д. механической части привода,
- К.П.Д. механической части привода, 
 - К.П.Д., учитывающий потери мощности в уплотнении,
- К.П.Д., учитывающий потери мощности в уплотнении, 

 ,
,
 ,
,

 .
.





 ,
,

 - расчетная длина вала, м;
- расчетная длина вала, м;



 .
.

 ;
; .
.



 ,
, - эксцентриситет массы перемешивающего устройства с учетом биения вала, м;
- эксцентриситет массы перемешивающего устройства с учетом биения вала, м; - эксцентриситет центра массы перемешивающего устройства, м;
- эксцентриситет центра массы перемешивающего устройства, м; .
.

 :
:
 :
:

 ;
; .
.


 ,
,

 - условие выполняется.
- условие выполняется. ,
,
 - условие выполняется.
- условие выполняется.
 = 58,4 кН – динамическая грузоподьемность;
= 58,4 кН – динамическая грузоподьемность; = 34,2 кН – статическая грузоподьемность;
= 34,2 кН – статическая грузоподьемность; =30 кН ;
=30 кН ; должна быть больше или равна заданной
должна быть больше или равна заданной  =10 000часов.
=10 000часов.
 - реакция в опоре вала, Н;
- реакция в опоре вала, Н; 
 - осевая сила, Н;
- осевая сила, Н;  =3194Н
=3194Н - коэффициент режима работы, при работе с небольшими перегрузками равна 1,2;
- коэффициент режима работы, при работе с небольшими перегрузками равна 1,2; -температурный коэффициент, при рабочей температуре подшипника
-температурный коэффициент, при рабочей температуре подшипника
 =1,0
=1,0
 - коэффициент вероятности безотказной работы , при вероятности 95% ,
- коэффициент вероятности безотказной работы , при вероятности 95% ,  – коэффициент условий работы , в случае агрессивных сред
– коэффициент условий работы , в случае агрессивных сред  =0,75;
=0,75; – коэффициент тел вращения, для шариковых подшипников Рm = 3,0.
– коэффициент тел вращения, для шариковых подшипников Рm = 3,0. =15,8Н;
=15,8Н; 
 , x и v взять со стр.126
, x и v взять со стр.126



 =18Н;
=18Н; =0, x=1, y=0
=0, x=1, y=0

 Н> 10000часов, условие долговечности выполняется, подшипник подобран верно.
Н> 10000часов, условие долговечности выполняется, подшипник подобран верно.

 ,
,
 ;
; ,
,
 .
. , для стали Х17Н13М2Т
, для стали Х17Н13М2Т  .
.












 ,
, ;
;



 ;
; 








 - условие выполняется.
- условие выполняется. ,
,
 - допускаемое удельное давление для бетона марки 200.
- допускаемое удельное давление для бетона марки 200. - условие выполняется.
- условие выполняется. ,
, ,
, - гипотенуза ребра для опоры-лапы.
- гипотенуза ребра для опоры-лапы.
 . Следовательно k1 = 0.375
. Следовательно k1 = 0.375 - допускаемое напряжение для ребер опоры
- допускаемое напряжение для ребер опоры
 - условие выполняется.
- условие выполняется.

 - общая длина шва при сварке;
- общая длина шва при сварке;
 - условие выполняется.
- условие выполняется.


 C
C C
C








 МПа
МПа =
=  Па=1400МПа
Па=1400МПа
 Подобраны штуцера и люк по ОСТ 26-01-1246-75.
Подобраны штуцера и люк по ОСТ 26-01-1246-75. и температуре (t=600С).
и температуре (t=600С).