|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Подэтап проектирования 5.2: составление диаграммы занятости⇐ ПредыдущаяСтр 169 из 169
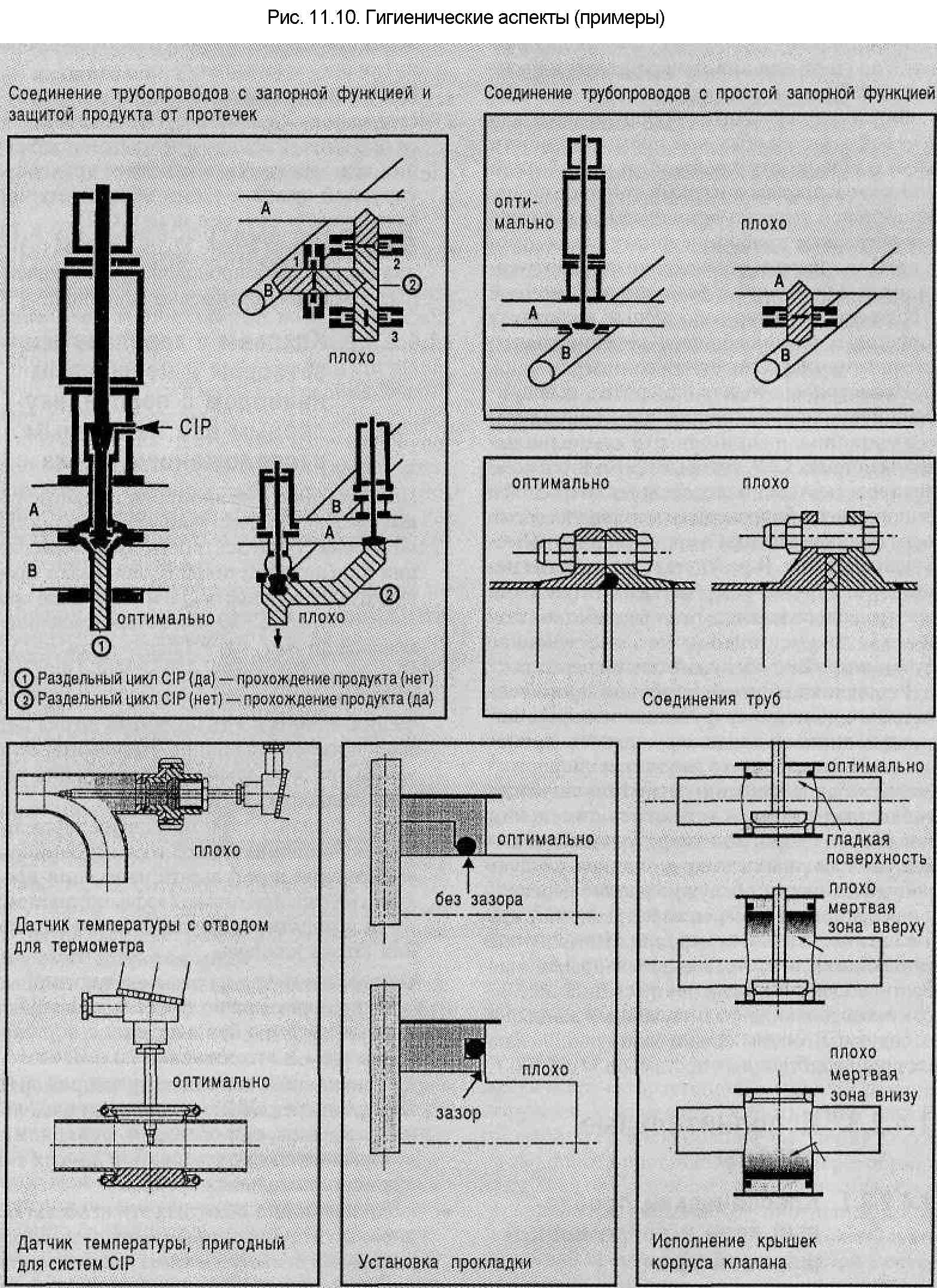
В диаграмме занятости инженер по интеграции технологических процессов сводит результаты производственного плана со временем, необходимым для протекания процессов мойки. Это касается: · всех участков технологических линий, начинающихся в одном резервуаре и заканчивающихся в другом (например, процесс охлаждения сусла, начинающийся с опорожнения вирпула, включая дозирование дрожжей и заканчивающийся заполнением бродильного танка, или процесс перекачки молодого пива на дображива-ние, начинающийся с опорожнения бродильного танка, с последующим глубоким охлаждением пива и заканчивающийся заполнением лагерного танка, или процесс фильтрования, начинающийся с опорожнения лагерного танка и заканчивающийся заполнением форфаса и т. д.); · всех маршрутов продукта (например, процесс съема дрожжей из бродильного танка в дрожжевой танк, отбор сусла из линии охлаждения сусла и подача его в установку разведения чистой культуры дрожжей, сбора лагерных осадков в дрожжевой танк для последующей реализации, и г. д.); · всех маршрутов мойки линий, трубопроводов и емкостей, включая задействованную при этом мощность станции CIP. При этом в качестве упрощенного правила можно принять ежедневный нормальный период занятости маршрутов и отдельных установок, не превышающий 16 часов, обеспечивающий необходимый резерв гибкости. Так как при этом впервые в данном процессе проектирования последовательно учитывается занятость оборудования процессами безразборной мойки (CIP), то это может привести к необходимости корректировки запланированной мощности технологических линий и маршрутов. Кроме того, благодаря учету фактора одновременности более четко устанавливается необходимое число маршрутов циклов CIP, работающих независимо друг от друга. Параллельно этому, частично в виде взаимозависимого процесса (см.раздел 11.3.1.1.2) происходит следующий подэтап. Подэтап проектирования 5.3: составление функциональной схемы К техническим требованиям, упомянутым в разделе 11.2.2.5, добавляется задача разработки схемы обвязки оборудования трубопроводами, представляющей собой оптимальный компромисс между требованиями к максимальной гибкости при минимальных инвестиционных затратах. Методы интеграции стандартизированных производственных линий в проекте автоматизации пивоваренного предприятия Важную задачу интегрирования приобретаемого оборудования в общую концепцию можно решать по-разному. Конечно, целью должно быть оснащение всей производственной цепочки едиными компонентами, отвечающими концепции сквозной интеграции (клапанами, измерительными датчиками, арматурой, насосами), независимо от того, что оборудование (отдельные аппараты или линии) вероятно было закуплено в силу необходимости у разных поставщиков. При этом необходимо обратить особое внимание на возможность их последующего обслуживания и наличие резерва запасных частей, Эту цель можно реализовать согласно двум кардинально различным организационным принципам. Вся производственная линия от единого поставщика Основной подрядчик вместе с отобранными им субподрядчиками оснащает всю установку. Подрядчик (поставщик) выполняет проектные и конструкторские работы по всей технологической линии (включая купленные им или предоставленные заказчиком машины) и аппараты и оснащает их унифицированными соединительными компонентами. Как правило, данный организационный принцип предлагают крупные поставщики, располагающие достаточным капиталом и которые сами производят большую часть используемой техники. В такой ситуации не подвергается сомнению единообразие блоков и универсальность концепции автоматизации установки. Правда, у единого поставщика существует стремление оснастить линию по возможности исключительно компонентами собственного производства, сведя таким образом использование имеющихся у заказчика отдельных установок и уже закупленных им изделий к минимуму, так как они усложняют выполнение заказа и снижают собственный оборот подрядчика. Если дополнительные закупки комплексных технологических линий у третьих фирм ограничиваются лишь важнейшими компонентами, то возникает опасность, что специализированный технико-технологический опыт субподрядчика останется не востребованным и не будет оптимально использован в производственной линии заказчика. Вся производственная линия «в одних руках» Поставщик интегрированного производственного оборудования гарантирует функциональность всей производственной линии благодаря тому, что он оснащает соединительной арматурой навтоматизируетимеющиеся блоки, предоставленные заказчиком, и координирует работу субподрядчиков, выбранных непосредственно заказчиком. Не являясь конкурентом субпоставщиков производственных линий, машин и аппаратов, поставщик интегрированного производственного оборудования стремится получить от партнеров комплексные производственные линии, включая технико-технологические ноу-хау, по возможности учитывая в процессе планирования их опыт. В этом случае на унификацию оборудования и концепцию автоматизации можно повлиять с двух сторон. 1. Инженер по интеграции технологических процессов на основании технологической схемы и предоставленного субподрядчиками технического описания разрабатывает новые, специфические для данной производственной линии функциональные схемы, закупленных у субпоставщиков производственных линий в соответствии со стандартом автоматизации и оборудования, определенным для производственной линии заказчика. Если заменять придется только компоненты других поставщиков, имеющие однако ту же конструкцию и функции, то при этом в значительной степени можно заимствовать функциональные схемы и функциональный план субподрядчика. 2. Инженер по интеграции технологических процессов задает субподрядчикам согласованный с заказчиком стандарт автоматизации и соединительных компонентов, а также точки сопряжения пограничных зон производственной линии, и лишь компонует их в составе соответственно оснащенных комплексных производственных линий. Систему управления производственными линиями поставщик интегрированного оборудования либо заново разрабатывает, исходя из предоставленных субподрядчиками функциональных планов и схем, либо пытается интегрировать в общую систему управления оригинальный вариант субподрядчика в виде «модуля». Если второй, в принципе менее затратный, путь увенчается успехом, то при разработке концепции своей системы управления изготовитель производственных линий должен обладать большим даром предвидения в вопросах точек сопряжения. И в том, и в другом случае инженер по интеграции технологических процессов разрабатывает вопросы, связанные с интеграцией систем CIP в пределах производственных линий и общие меры по организации монтажных и пуско-наладочных работ. Необходимость присутствия инженера по интеграции технологических процессов на строительной площадке при осуществлении двух последних упомянутых этапов работ зависит от конкретной ситуации, сложности отдельных частей установки, качества составленной на них документации и имеющихся договоренностей. Обязательным условием во всех описанных выше случаях является то, что лицо, отвечающее за данную производственную линию, и инженер по интеграции технологических процессов обмениваются информацией и оказывают содействие друг другу. Эта схема работает тем лучше, чем выше их доверие друг к другу (в том смысле, что переданное ноу-хау не будет использовано конкурентами). Поэтому фирмы, специализирующиеся исключительно на интеграции производственных процессов и не вступающие в конкуренцию ни с одним из поставщиков оборудования, Просто созданы для реализации принципа «вся установка " под одним хозяином" ». Пивоваренные предприятия, для которых важно самим участвовать в создании установок «под себя», которые самостоятельно принимают решение о подборе специалиста по технологическим линиям и все-таки хотят заказывать комплексную установку «под ключ», найдут своего партнера в поставщике интегрированного оборудования производственного процесса. 11.4.2. Системы и компоненты трубопроводов, обеспечивающие несмешиваемость сред и отвечающие требованиям безразборной мойки CIP В функциональной схеме инженер по интеграции технологических процессов определяет подбор соединительных компонентов. Большинство из этих деталей используется в производственной линии сотни и даже тысячи раз. Поэтому их конструктивные недостатки, ухудшающие работу или возможности системы CIP или требующие частого технического обслуживания, могут иметь очень серьезные последствия. Здесь требуется тщательность и бескомпромиссность выбора, и ложная экономия в этом звене особенно неоправданна. Конечно, хотелось бы подробно представить весь широкий спектр подобных компонентов, иногда существенно отличающихся по качеству, однако из-за недостатка места ниже остановимся лишь на некоторых принципиальных моментах. Трубное соединение Пивовары хорошо знакомы с традиционным молочным резьбовым соединением трубопроводов согласно DIN 11 851, но в качестве соединительного элемента для жесткой трубной обвязки оно плохо подходит. Тепловое расширение трубопровода (например, при мойке CIP с температурой 90°С) непоправимо деформирует уплотнения, а при охлаждении (например, пива до 0°С) резьбовое соединение теряет герметичность. «Мертвая» затяжка накидных гаек устраняет протечки, однако из-за попадающих в пространство между уплотнением и поверхностью металла остатков продукта создаются предпосылки для его непрерывного инфицирования. Классическим «противоядием» являются изогнутые (термокомпенсирующие) трубы со скользящими опорами, которые способны сделать систему трубопроводов настолько подвижной, что это поможет сохранить прокладки. Как показывает опыт, этих мер, которые впрочем все равно необходимы для защиты трубопроводов и креплений, зачастую бывает недостаточно. Более надежными в этом отношении представляются фланцевые соединения, соединения с зажимными хомутами и модернизированные резьбовые соединения (см. рис. 11.10), в которых прокладки точно «садятся» в паз, образующийся на стыке металлических поверхностей, и которые не деформируются даже в случае экстремальных колебаний температуры. При выборе таких элементов следует обращать внимание на то, чтобы · точки стыка металлических поверхностей находились за пределами зоны контакта с продуктом; · прокладки полностью заполняли пазы так, чтобы при сильных перепадах давления продукт не смог просочиться между эластомером и стенкой металла; · использовались по возможности простые стандартные прокладки (например, кольца с круглым сечением) нормированных размеров; · неизбежный зазор в месте соединения по возможности был закрыт прокладкой заподлицо с внутренней поверхностью трубы (см. рис. 11.10).
Прокладки, изготовленные в соответствии с изложенными конструктивными принципами, для оптимальной герметизизации настолько сильно сжаты в собранном состоянии, что под действием химических и физических производственных нагрузок обычно сохраняют приобретенную при сжатии форму. Как правило, после демонтажа их невозможно снова точно поставить в прежнее положение, но если их все-таки снова смонтируют на место, то это вызовет протечку, которую обычно можно обнаружить лишь при эксплуатации, а в худшем случае они становится источником скрытого инфицирования. Поэтому после демонтажа жестких трубопроводных систем рекомендуется прокладки заменять. Конечно, эта рекомендация не относится к резьбовым соединениям перекидных калачей, которые при определенных обстоятельствах в течение дня бывает необходимо многократно перебрасывать. Так как с другой стороны, в этих точках отсутствует проблема, изначально присущая современным резьбовым трубным соединениям, то можно с успехом использовать «старое доброе» молочное резьбовое соединение по DIN 11 851, уплотнение которого (если его правильно затянуть) при демонтаже после использования восстанавливает свою первоначальную форму. Популярное:
|
Последнее изменение этой страницы: 2016-03-22; Просмотров: 741; Нарушение авторского права страницы