
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Тема: Разработка технологических карт для сварных конструкций
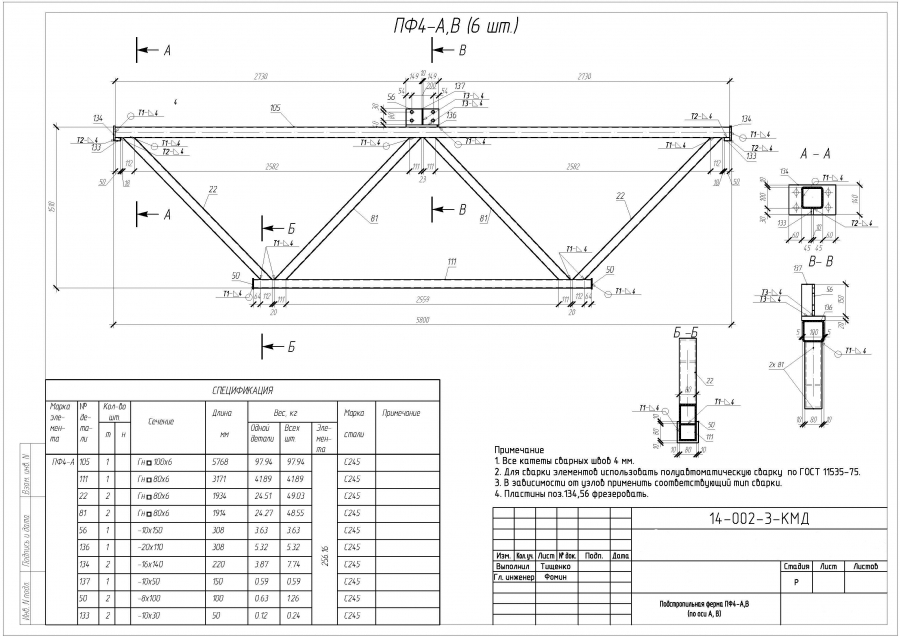
Время выполнения работы – 3 часа Цель работы: Приобретение практических навыков в разработке технологического процесса сборки заданного сварного узла. 1. Изучить конструкцию сварного узла по чертежу. 2. Обосновать выбор материалов, дать оценку свариваемости по содержанию углерода. 3. Описать последовательность сборки. 4. Выбрать способ сварки 5. Определить количество прихваток и длину каждой. 6. Оформить карту технологического процесса. 7. Составить отчет. 8. Вывод. 9. Ответить на контрольные вопросы. Порядок и последовательность сборки устанавливаются технологами и указываются в картах технологического процесса. Все детали перед сборкой тщательно проверяются слесарем-сборщиком наружным осмотром на предмет соответствия их требованиям чертежа и технологического процесса. Сопрягаемые поверхности и прилегающие к ним зоны собираемых деталей шириной не менее 20 мм перед сборкой тщательно очищаются от масла, грязи, окалины и влаги. При сборке под сварку прихватки, накладываемые для соединения собираемых деталей, размещаются в местах расположения сварных швов. Сборочные прихватки выполняются с использованием тех же сварочных материалов, какие используются при сварке, размеры прихваток и их количество должны быть указаны в картах технологического процесса. В картах техпроцесса указываются режимы, на которых осуществляются прихватки, сборочное оборудование, сварочные материалы, технологическая оснастка и инструмент. Задание 1.
Задание 2.
Задание 3.
Контрольные вопросы: 1. Какие характеристики служат для выбора сварочного оборудования? 2. Как определяется количество необходимого оборудования? 1. Название работы. 2. Цель работы. 3. Материальное обеспечение. 4. Составить техпроцесс сборки сварного узла. 5. Определить количество прихваток, длину каждой из них. 6. Выбрать сварочное оборудование. 7. Ответить на контрольные вопросы. 8. Вывод.
Приложение 1 ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНОЙ КАРТЫ Бланк МК состоит из двух частей: - служебные блоки основной надписи, - информационные блоки текстового документа. В соответствии с ГОСТом вся информация блоков основной надписи текстового документа располагается по вертикальным графам. Нумерация граф выполнена числами натурального ряда (1, 2, 3 и т. д.). В настоящем методическом указания номера граф идентичны стандарту ЕСТД [2, 5] . Однако нумерация граф в блоке основной надписи несколько модернизирована. Перед номером графы, соответствующей стандарту, проставлена цифра 1 с точной. Таким образом, номера граф основной надписи в методическом указании, например, 1.1, 1.2, 1.3 и т. д. (см. Приложение 4) соответствуют номерам стандарта [2]: 1, 2, 3 и т. д. В блоке текстового документа номера граф оставлены без изменений [5] . 2.1. Оформление информационных блоков основной надписи Основную надпись применяют для всех видов документов, предусмотренных ГОСТ 3.1102-81. Она предназначена для указания назначения и области применения документа (МК), а также для указания разработчиков, их подписей и даты исполнения. Правила оформления информационных блоков основной надписи описаны в стандарте ЕСТД [2] . Разработчик МК для единичного технологического процесса заполняет графы: 1.2, 1.4, 1.5, 1.6, 1.I3, 1.14, 1.15, 1.25, 1.26, 1.27, 1.29 (см. Приложение 4). Графы формы блока основной надписи следует заполнять в соответствии с Приложениями 1, 2. Графы, не указанные в Приложениях 1, 2, заполняются в случаях, отличных от рассмотренного в данных методических указаниях. Например, графы 16-22 заполняются в случае внесения изменений в технологический процесс на стадии эксплуатации разработанной МК и т. д. Пример заполнения блока основной надписи приведен в Приложении 5. 2.2. Оформление блока текстовой информации маршрутной карты Форма и правила оформления маршрутной карты регламентированы стандартом ЕСТД [5]. Вся информация, описывающая технологический процесс сборки и сварки изделия, вносится в МК построчно несколькими типами служебных строк, которые служат заголовками (шапкой) для информационных строк. Каждому типу служебных строк соответствует свой служебный символ, например: А, Б, К, М, О, Р, Т, которые проставляются в первой графе строки. Служебные символы условно выражают состав информации, размещаемой в графах информационных строк МК. Простановка служебных символов в информационных строках является обязательной. Допускается не проставлять служебный символ на последующих информационных строках при описания переходов той же операции на данном листе МК. В шапке МК указаны служебные символы (А, Б, К/М и др.), а также наименование и обозначение граф (см. Приложения 2, 3 и 4) Состав информации, размещаемой в графах МК для соответствующего служебного символа отроки, приведен в Приложении 2. Последовательность заполнения информации для каждой операции по типам строк для единичных технологических процессов при операционном описании должна выполняться в следующей последовательности: А, Б, К, М, О, Т. Информация, которая сопровождается служебными символами. О, Р, Т не имеет нумерации и наименования граф в шапке МК. Служебный символ "О" соответствует содержанию переходов. Нумерация переходов выполняется рядом натуральных чисел: 1, 2, 3 и т. д. Номер перехода проставляется в начале строки. Содержание переходов записывается по всей длине строки с возможностью переноса информации на следующую строку. Служебный символ "Р" предназначен для внесения переменной информации, требующей разделения МК на графы, имеющие обозначения и наименования, отличные от стандартных. При необходимости разработчик дополняет шапку МК строкой с символом Р и организует графы по своему усмотрению. Например, для ввода информации о режимах следует дополнить шапку МК строкой со служебным символом Р и организовать графы, содержащие информацию о параметрах режима (см. Приложение 5). Информацию о параметрах режима сварки можно вносить после отроки соответ-ствующего перехода, либо в конце всех переходов на данную операцию (см. Приложение 5). По окончании описания переходов и переменной информации необходимо ввести информацию со служебным символом "Т", в которой должна быть отражена технологическая оснастка с указанием ГОСТов. Эта информация записывается построчно, при переносе на следующую строку. Информация записывается с применением разделительного знака ";". Применяемая технологическая оснастка на данную операцию записывается в следующей последовательности: - приспособление; - вспомогательный инструмент; - режущий инструмент; - слесарно-монтажный инструмент; - специальный инструмент; - средства измерения. Таким образом, заполнение МК начинается простановкой в первой строке служебного символа А, В этой строке записывается первая операция, затем заполняется строка со служебным символом Б и т. д. При маршрутно-операционном описании технологического процесса сварки допускается выполнять подробное описание одной или нескольких операций с указанием переходов, технологических режимов и оснастки. В этом случае в графе "Обозначение документа проставляется только номер инструкции по охране труда. Для остальных операций в графе "Обозначение документа” проставляется также код документа, в котором описаны переходы, технологические режимы и оснастка. Объем и последовательность внесения информации в МК для этих операций определяются правилами записи операций при операционном описании технологического процесса, т. е. записывается информация, соответствующая строкам и графам со служебными символами А, Б. Для учебных целей необходимо выполнять подробное описание следующих операций: слесарно-сборочной, сварочной и контрольной. Для остальных операций достаточно указать порядковый номер операции, ее наименование, обозначение документа и номер инструкции по охране труда. Информацию со служебными символами Б, М - допускается не указывать (см. Приложение 5, операции Д 005, 010, 020). . 3. ПРАВИЛА ЗАПИСИ ОПЕРАЦИЙ (ПЕРЕХОДОВ) СВАРКИ Стандартом ЕОТД установлена следующая форма записи наименования операции [10]. - полная; - краткая; - кодовое обозначение по классификатору технологических операций [13]. Полная запись наименований операций совпадает о наименованием вида (способа) сварки в данной операции [ 10]. Запись содержания операции (перехода) должна включать ключевое слово: «сварить», «прихватить», «приварить», «подварить», «заварить» или «выполнить»).
сссиииииииииииииии Примеры: 1. Сварить детали; 2. Сварить дуговой сваркой в аргоне плавящимся электродом детали; 3. Прихватить контактной точечной сваркой 5/25 детали; 4. Подварить корень шва; 5. Выполнить одновременно швы. При описании операции сварки следует указывать в технологической последовательности переходы зачистки, сборки и другие, если их выполняют те же исполнители на том же рабочем месте. Краткой записью наименования операции является "Сварка". Кодовое обозначение операции применяется при обработке данных техническими средствами. 4. КОДИРОВАНИЕ ОБОЗНАЧЕНИЯ ДОКУМЕНТА Стандарт ЕСТД предусматривает систему обозначения комплектов технологической документации и отдельных видов технологических документов, в том числе МK. Обозначению подлежат все технологические документы в обязательном порядке. Структура кодового обозначения следующая:
порядковый номер документа код характеристики документа Порядковые номера документов должны состоять из пяти цифр от 00001 до 99999. Структура кода характеристики документа:
Вид технологического процесса по методу выполнения (табл. 3) Вид технологического процесса (операции) по организации (табл. 2) Вид документа (табл. 1) Составляющие кода характеристики документа приведены в табл. 1, 2, 3. Пример кодового обозначения документа: 1019100012, где: 10 - маршрутная карта, табл. I; I - единичный технологический процесс, табл. 2; 91 - сварка, табл. 3; 00012 - порядковый номер маршрутной карты. Таблица 1
Таблица 2
Таблица 3
Пример В Приложении 5 представлен образец оформления маршрутной карты технологического процесса сварки сборочной единицы, общий вид которой показан на рисунке. Степень детализации описания ТП - маршрутно-операционное. При этом операции - транспортная, комплектовочная и перемещение - описаны кратко в виде маршрутного описания; полное их описание, как видно из хода обозначения документов должно быть представлено в отдельной документе; например, операции транспортная и перемещения - в операционной карте, а комплектовочная - в комплектовочной карте. Остальные операции - сборочно-сварочная, зачистка и контрольная - имеют полное операционное описание, поэтому для этих операций не проставлен код обозначения документов, а проставлен только номер инструкции по охране труда для каждой операции.
1. ГОСТ 3.1102-81. Единая система технологической документации. Стадии разработки и виды документов. 2. ГОСТ З.110З-82. ЕСТД. Основные надписи. 3. ГОСТ 3.1104-8I. ЕСТД. Общие требования к формам, бланкам и документам. 4. ГОСТ'3.1109-82. ЕСТД. Термины и определения основных понятий. 5. ГОСТ 3.1118-82. ЕСТД. Формы и правила оформления маршрутных карт. 6. ГОСТ 3.1119-83. ЕСТД. Общие требования к комплектности и оформлению комлектов документов на единичные технологические процессы. 7. ГОСТ 3.1120-83. ЕСТД. Общие правила отражения и оформления требований безопасности труда в технологической документации. 8. ГОСТ 3.1105-84. ЕСТД. Форма в правила оформления документов общего назначения. 9. ГОСТ 3.1407-86. ЕСТД. Формы и требования к заполнению и оформлению документов на технологические процессы (операции), специализированные по методам оборки (в том числе сварка, термическая резка и пайка). 10. ГОСТ 3.I705-8I. ЕСТД. Правила записи операций и переходов. Сварка. 11. ГОСТ 3.I20I-85. ЕСТД. Система обозначения технологической документации. 12. Общесоюзный классификатор профессий рабочих, должности служащих и тарифные разряды. М.: Экономика, 1987, 167 с. 13. Классификатор технологических операций в машиностроении и приборостроении. 1 85 151. М.: Издательство стандартов, 1987, 71с. Приложение 1
* Структура кодового обозначения документа приведена в пункте 4 настоящих методических указаний. Приложение 2
Продолжение Приложения 2
* Правила записи операций (переходов) сварки представлены в п. 3 настоящих методических указаний. ** Выписка отдельных кодов и наименований профессий из ОКПДТР [12] приведена в Приложении 3. Приложение 3
Приложение 4 ГОСТ 3.1118-82 Форма 2
Продолжение приложения 4 ГОСТ 3.1118-82 Форма 1б
Приложения 5 ГОСТ 3.1118-82 Форма 2
Продолжение приложения 5 ГОСТ 3.1118-82 Форма 1б
Практическая работа№16 |
Последнее изменение этой страницы: 2019-03-20; Просмотров: 2593; Нарушение авторского права страницы


 Структура полной записи следующая:
Структура полной записи следующая: Х Х Х Х Х . Х Х Х Х Х
Х Х Х Х Х . Х Х Х Х Х ХХХХХ
ХХХХХ 5. РЕКОМЕНДУЕМАЯ ДЛЯ ВЫПОЛНЕНИЯ РАБОТЫ ЛИТЕРАТУРА
5. РЕКОМЕНДУЕМАЯ ДЛЯ ВЫПОЛНЕНИЯ РАБОТЫ ЛИТЕРАТУРА ,мм
,мм  ,мм
,мм