|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Установки для нагрева токами высокой частоты
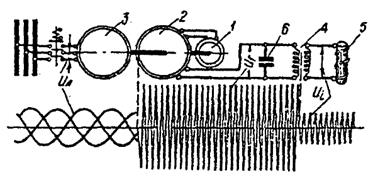
Закалочные установки для индукционного нагрева состоит из генератора токов высокой частоты (т.в.ч.), понижающего трансформатора, конденсаторных батарей, индуктора, станка или приспособления и аппаратуры (реле времени, реле управления подачей закалочной жидкости и другие устройства). В индукционных установках при средних частотах (500...10000 Гц) применяют машинные генераторы т.в.ч., а в последнее время статические преобразователи тиристорного типа; при высоких частотах (60.000 Гц и выше) — ламповые генераторы. Перспективным видом генераторов являются полные преобразователи, так называемые экситронные генераторы. Они позволяют свести потери энергии к минимуму. На рис. 5.1 показана схема установки с машинным генератором. Кроме машинного генератора 2 и двигателя 3 с возбудителем 1, установки содержит понижающий трансформатор 4, конденсаторные батареи 6 и индуктор 5. Трансформатор понижает напряжение до безопасного (30...50 В) и одновременно увеличивает силу тока в 25…30 paз, доводя ее до 5000...8000 А. Часто генератор и двигатель соединены в одном агрегате (мотор-генераторе). Это дает возможность упростить конструкцию, сократить расход материалов (меди и железа) на их изготовление, а при наличии водяной рубашки — уменьшить шум от работы машины. На свободном конце вала генератора устанавливается возбудитель для питания обмотки возбуждения генератора. Машинные генераторы имеют мощность 55... 1500 кВт, КПД, равный 0.7...0.8 и сравнительно просты в бслуживании, что позволяет успешно использовать их в массовом производстве — например, для поверхностного нагрева и закалки шеек коленчатых валов и других деталей в автомобильной и тракторной промышленности.
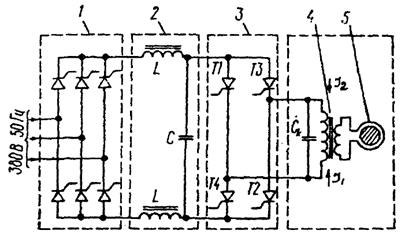
Рис. 5.1. Схема высокочастотной установки с машинным генератором Установка с тиристорным преобразователем (рис. 5.2) состоит из таких основных частей: выпрямителя 1 на управляемых тиристорах; фильтра 2, включающего индуктивность L и конденсатор С для сглаживания пульсации выходного напряжения выпрямителя; инвертора 3, который преобразует постоянный ток в переменный заданной частоты (он собран на четырех управляемых тиристорах). Индуктор 5 подключается через трансформатор 4 в диагональ вентильного моста Т1-Т4 и ТЗ-Т2.
Рис. 5.2. Схема установки с тиристорным преобразователем
Если открыты вентили T 1 и Т2, ток течет в направлении I 1 а при открытых вентилях ТЗ и Т4 — в обратном направлении. Коммутация вентилей осуществляется емкостью Си. Импульсы на тиристоры подаются попеременно со сдвигом на 180° по диагонали инвертора. Поскольку емкость Си, включена параллельно первичной обмотке трансформатора 4, то на вторичной его обмотке возникает переменное напряжение с частотой коммутации вентиля 500...2500 Гц. Конденсатор Си, также компенсирует реактивную мощность индуктора, повышая коэффициент мощности cosφ . Полупроводниковые тиристорные преобразователи частоты по сравнению с машинными имеют более высокий КПД (на 10... 15%), меньшие габариты и возможность регулирования рабочей частоты. Тиристорные преобразователи имеют мощность 100...3000 кВт и частоту 4000... 1000 Гц. Принципиальная схема установки с ламповым генератором представлена на рис. 5.3. В установку входят повышающий трансформатор 1, выпрямитель 2 с анодным трансформатором, генераторный блок 3, колебательный контур 4 и система управления. Напряжение питающей сети U 1 = 220 / 380 В с частотой 50 Гц повышается трехфазным трансформатором 1 до U 2= 8000... 10000 В. Это напряжение подается на газотронный выпрямитель 2, преобразующий переменный ток высокого напряжения в постоянный с напряжением U 3 . Выпрямленный ток поступает в ламповый генератор, работающий на самовозбуждение, с автотрансформаторной сетчатой связью, в котором постоянный ток высокого напряжения преобразуется в переменный ток высокой частоты (т.в.ч.) напряжением U 4 . Высокочастотный трансформатор понижает напряжение U 4 до U 5 . Последнее используется в индукторе для нагрева под закалку. Основные характеристики ламповых генераторов представлены в табл. 5.2.
Рис. 5.3. Принципиальная схема лампового генератора
Таблица 5.2 Технические характеристики ламповых установок, применяемых для закалки т.в.ч.
Индукционный нагрев металла происходит в индукторе, который является одним из основных элементов высокочастотной установки, в значительной мере определяет КПД установки и форму закаленного слоя. Индуктор представляет собой катушку из медных трубок круглого или прямоугольного сечения. Необходимо, чтобы толщина стенки трубки была больше глубины проникновения тока в медь. Для индуктора, охлаждаемого водой в течение всего периода работы, толщина стенок составляет 1,5...2 мм. При спрейерной закалке, когда вода в трубки поступает только в момент охлаждения, толщину стенок активной части индуктора принимают равной 4...6 мм; индуктор в этом случае делают литым или сварным из отдельных листов. Чтобы избежать замыкания витков индуктора, их изолируют асбестовым шнуром, пропитанным жидким стеклом. Ряд конструкций индукторов для высокочастотного нагрева деталей показаны на рис. 5.4. Поверхностная закалка разнообразных деталей получила широкое распространение. Это вызвало необходимость в большом количестве закалочных станков, установок и приспособлений. На многих заводах закалочные станки и установки полностью автоматизированы и нагрев деталей т.в.ч. введён в производственный поток. В комплект универсальной закалочной установки входит следующее оборудование: закалочная головка с соответствующим типизированным закалочным трансформатором; конденсаторная батарея; исполнительный механизм с приводами и системой технологического охлаждения водой или эмульсией; пульт управления приводами исполнительного механизма, индукционным нагревом и охлаждением с приборами для контроля режима закалки. Основные технические характеристики закалочных индукционных установок приведены в приложении к книге 4.
Рис. 5.4. Индукторы для нагрева т.в.ч.: а, б — одновитковые индукторы для нагрева наружных и внутренних поверхностей цилиндрических деталей; в — разъемный индуктор с душирующим устройством; г — индуктор для нагрева скоб и плит; д — индуктор фасонной формы для нагрева шестерен; е, ж — многовитковые индукторы для нагрева наружных и внутренних поверхностей цилиндрических деталей; з— индуктор для нагрева плоских поверхностей; и — индуктор для нагрева шеек коленчатого вала: 1,2 — контактные колодки, 3 — отверстие для подача завалочной воды; 4, 10, 11 — трубки для подачи воды; 5 — нижняя половина индуктора; 6 — шток цилиндра; 7 — пневмоцилиндр; 8,9 — трубы для подачи воздуха
При сквозном нагреве необходимо получить достаточно однородную структуру по всему сечению нагреваемого изделия, что возможно при минимальном перепаде температур между поверхностью и центром изделия. Поскольку глубина проникновения тока сравнительно невелика, в особенности при нагреве до температур ниже точки Кюри, решающее значение в получении минимального температурного перепада приобретает теплопроводность материала изделия, вследствие чего скорость нагрева должна быть относительно небольшой. Следует, однако, иметь в виду, что по сравнению с нагревом в печах и ваннах сквозной индукционный нагрев осуществляется, как правило, в десятки и даже сотни раз быстрее. Следовательно, основным достоинством сквозного индукционного нагрева по сравнению с обычным печным нагревом является большая скорость нагрева, благодаря которой удается повысить качество обрабатываемых изделий. Довольно высокие скорости нагрева в области фазового превращения, меньшее время пребывания изделия в интервале температур аустенитизации и отсутствие выдержки по достижении конечной температуры нагрева предотвращают рост зерна аустенита при нагреве и приводят к меньшему окислению поверхностных слоев нагреваемого изделия. Однако последнее справедливо лишь в том случае, если перед сквозным индукционным нагревом изделие не имело окалины (образующейся в результате предварительной горячей обработки). По тем же причинам при сквозном индукционном нагреве обезуглероживание незначительно по сравнению с печным нагревом.
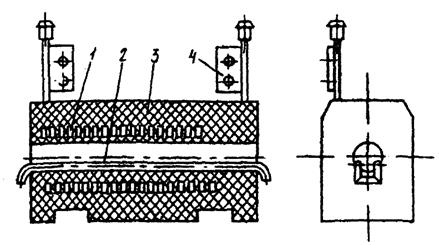
Рис. 5.5 Схема индуктора с теплоизоляцией из жаростойкого бетона
Сквозной индукционный нагрев может быть осуществлен тремя способами: поддержанием в процессе нагрева постоянного напряжения на индукторе (обычный нагрев); поддержанием в процессе нагрева постоянной температуры на поверхности изделия (ускоренный нагрев); чередованием нагрева с паузами (ступенчатый нагрев). Сквозной индукционный нагрев изделий под различные операции термической обработки может осуществляться как одновременным, так и последовательным методами. При этом непрерывно-последовательный метод нагрева под закалку и отпуск благодаря узкой зоне нагрева и лучшим условиям охлаждения движущегося изделия обеспечивает наименьшие из возможных деформацию и поводку, особенно на таких изделиях, как трубы, листы, прутки. Схема проходного индуктора для сквозного нагрева приведена на рис. 5.5. Индуктор представляет собой соленоид 1 из профилированной медной трубки, залитый в огнеупорную пористую массу 3. При нагреве коротких деталей (с длиной меньше, чем длина индуктора) их перемещение осуществляется по направляющим 2 Длинные прутки круглого или квадратного сечения передвигаются с помощью роликов, установленных с обеих сторон индуктора. Ток повышенной частоты подводится к индуктору по шинам 4. В процессе работы индуктор охлаждается водой, пропускаемой по трубке соленоида. При нагреве заготовок сечением 20 мм и более число индукторов может достигать 6...8 на одну установку.
|
Последнее изменение этой страницы: 2019-03-21; Просмотров: 285; Нарушение авторского права страницы