|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Установки электроконтактного нагрева
Прямой (контактный) электронагрев осуществляется путем непосредственного пропускания электрического тока через нагреваемое изделие. При этом в заготовке выделяется теплота (в Дж), определяемая по закону Джоуля-Ленца:
Q = I2 ∙R τ, (5.5)
где I — сила тока, проходящего через заготовку, A; R — сопротивление заготовки, Ом; τ — продолжительность нагрева, с.
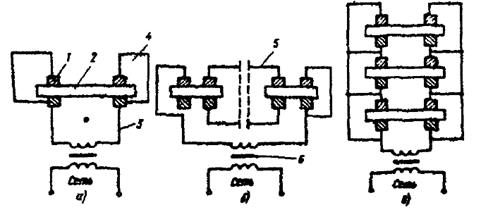
Электрическая энергия в этом случае превращается в тепловую в каждом элементарном объёме нагреваемого тела (заготовки или детали), через которые пропускается электрический ток промышленной частоты. Поэтому скорость нагрева изделия определяется в основном мощностью установки и может достигать значений 1000 °С/с и более. Быстрый нагрев изделий уменьшает тепловые потери в окружающее пространство, что позволяет нагревать заготовку без тепловой защиты и в то же время получить высокий КПД. Короткое время нагрева обеспечивает также значительное уменьшение окалинообразования. Ввиду отсутствия нагревателей температура нагрева изделий ничем не ограничена, и поэтому этим способом можно производить нагрев практически до любой температуры. Недостатками способа являются трудность создания контактов, удовлетворительно работающих при тех больших токах, которые имеют здесь место, и трудность измерения, а тем более автоматического регулирования температуры нагреваемых изделий. Прямой нагрев изделий осуществляется, как правило, на переменном токе. В этом случае при нагреве магнитных материалов температура внутри (на оси) изделия растет сначала медленнее (действие поверхностного эффекта), чем на поверхности, затем, после перехода через точку Кюри, когда резко возрастает глубина проникновения, они выравниваются, а к концу нагрева внутренняя температура начинает превышать поверхностную, которая начинает падать из-за охлаждения детали. При постоянном токе температура поверхности всегда ниже температуры глубинных слоев. Равномерность температуры по длине детали при электроконтактном нагреве зависит также от постоянства поперечного сечения детали. Поэтому данным вид нагрева применяют в основном для термической обработки (отжига, нормализации, нагрева под закалку и т. п.) проволоки, прутков, труб и других изделий, имеющих одинаковое сечение по длине. Если деталь имеет переменное сечение, то осуществляют предварительный подогрев массивных участков или применяют секционный подвод тока к участкам детали от отдельных трансформаторов. На рис. 5.6 приведены принципиальные электрические схемы, иллюстрирующие в общем виде принцип электроконтактного нагрева. Основными элементами электроконтактного устройства являются: понижающий трансформатор 6, токоподводящие устройства 3, 4, 5 и токоподводящие зажимные контакты 1. Применение понижающих трансформаторов в электроконтактных установках позволяет сравнительно просто регулировать и получать требуемые напряжения (4...20 В) на нагреваемых изделиях при сравнительно больших значениях силы тока в них.
Рис. 5.6. Принципиальные электрические схемы однопозиционного устройства (а) и многопозициониых устройств с последовательным (б) и параллельным (в) включением нагревательных позиций (заготовок) в нагревательную цепь
В зависимости от требуемой производительности (или скорости нагрева) может быть применена та или иная схема включения нагреваемых заготовок 2. Контактное устройство является наиболее ответственной деталью конструкции установки электроконтактного нагрева. При плохом электрическом контакте обычно образуется электрическая дуга, вызывающая местный перегрев изделий и быстрый выход из строя контактного устройства. Для обеспечения плотного контакта в нагревательных установках применяют гидравлические, винтовые и другие зажимные устройства. При этом конструкция контактов зависит от формы нагреваемых изделий. Немаловажное значение имеет также и число контактов, определяющих токовую нагрузку в месте контактирования токоподводящего контакта с заготовкой, от которого зависят не только технологические и электрические, но и технико-экономические показатели и характеристики нагревательной установки. Чем меньше токовая нагрузка в каждом месте контактирования при прочих одинаковых условиях, тем эффективнее нагревательная установка. По конструктивному выполнению зажимные токоподводящие контакты можно подразделить на следующие основные типы (рис. 5.7): — призматические, применяемые в качестве раздельных контактов 1 при нагреве цилиндрических заготовок 2; — плоские, применяемые как в качестве радиальных контактов при нагреве прямоугольных заготовок и радиально-торцевых при нагреве цилиндрических и прямоугольных заготовок, так и в качестве торцевых контактов при зажиме заготовок с торцов; — цилиндрические со сферической контактной поверхностью, применяемые в качестве радиальных и торцевых контактов, преимущественно в многоконтактных головках; — роликовые, применяемые в качестве вращающихся радиальных контактов при движении проволоки или прутка во время нагрева; — цилиндрические, применяемые в качестве радиальных контактов при нагреве цилиндрических или прямоугольных заготовок небольшого диаметра или небольших поперечных размеров.
Рис. 5.7. Типы токоподводящих контактов: а — призматические контакты; б — плоские прямоугольные; в — цилиндрические со сферической контактирующей поверхностью, г — роликовые призматические; д — цилиндрические
Плоские контакты в качестве радиально-торцевых контактов применяют в тех случаях, когда требуется нагреть заготовку с одинаковой температурой по всей длине, включая концы. В этом случае концы ее зажимаются плоскими контактами непосредственно по кромке торцевой плоскости конца. Как правило, чем больше точек подвода тока к заготовке, тем лучше технологические показатели нагрева. На рис. 5.8 показана многоконтактная зажимная головка с торцевым контактом 2 и четырьмя радиальными контактами 1.
Рис. 5.8. Многоконтактная зажимная головка: 1— радиальный токоподводяший контакт; 2 — торцевой контакт; 3 — нагреваемая деталь Выбор надлежащего типа контактов зависит главным образом от следующих факторов: вида технологического процесса, осуществляемого на проектируемой установке; типа нагреваемой заготовки или детали и последующей операции, для которой нагревается заготовка; требуемой степени равномерности распределения температуры по длине нагреваемой зоны заготовки; числа позиций нагревательной установки и режима нагрева. Существует несколько групп электроконтактных установок, различающихся по конструктивному устройству. При непосредственном электронагреве проволоки или ленты ток подводится с помощью двух контактных роликов. Если проволока из углеродистой стали диаметром 0,5 мм движется со скоростью 0,65..0,95 м/с, расстояние между контактными роликами должно быть около 1,5...2,0 м при нагреве до 900 °С, а при нагреве до 600 °С — 2,0...2,5 м. На данных установках ленту или проволоку можно нагревать при перемотке с одного мотального аппарата на другой. Для уменьшения потерь тепла лучеиспусканием проволоку пропускают внутри трубок, изолируемых асбестом. Расход электроэнергии при непосредственном электронагреве составляет 200...300 кВтч на 1 т деталей. |
Последнее изменение этой страницы: 2019-03-21; Просмотров: 158; Нарушение авторского права страницы