|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Печи-ванны с внутренним обогревом
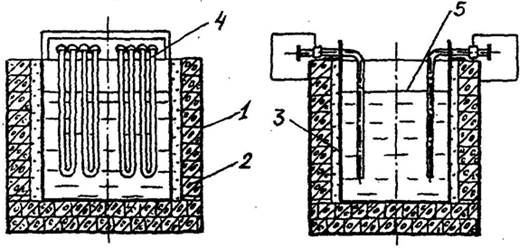
В ваннах с внутренним обогревом нагревательные элементы располагаются непосредственно в расплаве, где находятся обрабатываемые детали. Обогрев ванны осуществляется переменным электрическим током с помощью трубчатых электронагревателей (ТЭНов), состоящих из цельнотянутых труб диаметром 5...20 мм, в которые помещена нихромовая спираль, изолированная от стенок трубы порошкообразной кристаллической окисью магния. Путём изгиба в нагретом состоянии трубчатым электронагревателям придают обычно наиболее удобную для использования в соляных ваннах U-образную форму. Изредка при использовании пламенного нагрева применяют радиационные трубы, в которых сжигается природный газ. Электрические нагреватели и радиационные трубы, как правило, располагают вдоль стенок ванны, чтобы обеспечить равномерный нагрев рабочего пространства. В качестве примера на рис. 4.2 показана ванна с трубчатыми нагревателями, расположенными по двум противоположным боковым сторонам.
Ванна представляет собой кожух 1, футерованный теплоизоляционным материалом 2, внутри которого помешена ванна 3, изготовленная из листовой стали. Нагрев ванны осуществляется при помощи ТЭНов 4, опущенных непосредственно в расплав 5. Ванны с внутренним обогревом имеют меньшие габаритные размеры по сравнению с ваннами с внешним обогревом, а при одинаковых размерах рабочего пространства — меньшие теплопотери и, следовательно, меньший удельных расход электроэнергии. Кроме того, для селитровых ванн внутренний обогрев более безопасен, так как при этом менее вероятен перегрев дна тигля ванны из-за загрязнения нижних слоев расплава. Длинные ванны делают многозонными, с самостоятельным регулированием температуры каждой зоне. Печи-ванны с внутренним обогревом часто применяются для охлаждения и выдержки деталей при изотермической или ступенчатой закалке. Для более равномерного охлаждения изделий расплав перемешивают крыльчатками или подводят в тигель сжатый воздух. Тепло, вносимое нагретым металлом, поглощается в результате обдувки воздухом поверхности тигля, погружения в расплав охлаждающих змеевиков или перекачки расплава, охлаждаемого воздухом, из одного отсека тигля в другой. Однако при закалке больших масс металла указанные способы неэффективны. В этом случае расплав солей лучше охлаждать, вводя на поверхность ванны воду и одновременно перемешивая его мешалками или вдувая сжатый воздух. Вода эффективно отнимает тепло от расплава вследствие её большой скрытой теплоты парообразования. На рис. 4.3 показано устройство для введения воды в расплав солей. Вода подводится по трубке 1 в верх коробки 2, погружённой в расплав нижними краями, и растекается по планке 3. Образующийся пар выходит через щели 4 Г-образных щитков 5. Брызги соли и воды остаются внутри коробки. Если ванна длинная, то Г-образные щитки следует устанавливать не с торца коробки, а по всей её длине.
Для изотермической и ступенчатой закалки лучше применять расплавы едких щелочей, так как они быстро охлаждаются за счет испарения кристаллизационной воды, позволяют получать светлую, не окисленную поверхность детали и взрывобезопасны. Максимальная рабочая температура злектрованмы с внутренним обогревом — не выше 600 °С.
Электродные печи-ванны
Печи-ванны этой категории можно разделить на две подгруппы: к первой относятся ванны, имеющие рабочую камеру из огнеупорного материала и используемые в качестве высоко- и среднетемпературных печей-ванн; ко второй — электродные соляные ванны с тиглем, используемые в качестве низкотемпературных и, реже, среднетемпературных ванн. Отличительной особенностью электродных печей-ванн является то, что их нагрев осуществляется электрическим током, пропускаемым непосредственно через расплавленную соль с помощью электродов. Вследствие высокого электросопротивления расплавленных солей при прохождении через них тока выделяется значительное количество тепла, позволяющего разогревать расплав и поддерживать требуемую температуру соляной ванны. Во избежание электролиза соли применяют переменный ток Для питания ванны напряжение тока понижается специальным трансформатором до 30...5,5 В. Трансформатор устанавливают в непосредственной близости от печи-ванны, чтобы уменьшить электрические потери в соединительных шинах. Рабочее пространство электродных печей-ванн выкладывается из шамотного кирпича и изолируется диатомитовым кирпичом или шлаковой ватой. Чтобы избежать утечки расплава, за огнеупорной кладкой устанавливают промежуточный металлический тигель. Для удаления испарений ванну снабжают вытяжным колпаком с бортовым отсосом, расположенным вблизи зеркала ванны. Электродные печи-ванны разделяют по способу перемешивания соли, числу фаз и конструкции электродной группы. Основным конструктивным отличительным признаком ванн является расстояние между электродами; по этому признаку их можно разделить на две группы: · ванны с близкорасположенными электродами; · ванны с широкораспооложенными электродами. В каждой из этих групп ванны изготовляются однофазными или трехфазными, с одной или несколькими электродными группами, с преобладанием электромагнитной или конвекционной циркуляции расплава. Эскизы наиболее распространённых конструкций ваян приведены на рис. 4.4. Ванны с широкорасположенными электродами подразделяются на два типа. Первая конструкция — ванна с рабочим пространством в виде шестигранной призмы. Электроды устанавливаются на трёх гранях призмы с интервалом через грань. Рабочий объём соли расположен в центральной части ванны в межэлектродном пространстве (рис. 4.4.а). Электроды, как правило, заделываются в футеровку, и при выходе из строя электродов ванна нуждается в перефутеровке. Вследствие того, что удельное электрическое сопротивление расплава соли во много раз больше, чем удельное сопротивление металлической садки, электрический ток проходит через погруженное в расплав изделие. Это может вызвать местный перегрев, особенно в случае, если изделие имеет сложную конфигурацию. Вторая конструкция — ванны с электродами, введёнными в нижнюю часть рабочего пространства прямоугольной формы через противоположные стенки (рис. 4.4.6). Такие ванны называются ваннами с донными электродами. Тепло выделяется в нижней части ванны, и под действием конвекционных потоков достигается высокая равномерность температуры по всему объему. При небольшом сечении рабочего пространства такие ванны можно изготовлять глубокими. Электроды изготовлены из графита и по мере разъедании рабочих торцов могут перемещаться внутрь рабочего пространства с целью увеличения их срока службы. Уплотнение электродов 1 в местах ввода осуществляется при помощи охлаждающего устройства 5 змеевикового типа. Однако область применения подобных печей-ванн весьма ограничена. Это объясняется тем, что мощность, которую можно выделить в расплаве с помощью одной электродной группы, сравнительно невелика. Уменьшение сопротивления расплава за счет увеличения рабочей поверхности электродов ограничивается усложнением конструкции узла охлаждения и перемещения электродов. Уменьшение же расстояния между электродами приводит к уменьшению рабочего пространства ванны, что не всегда приемлемо. Кроме того, в этом случае осложняется очистка ванны от шлама, образующегося на дне. Большой интерес представляют глубинные электродные соляные ванны, используемые на заводах для нагрева под закалку длинномерных изделий, например, протяжек диаметром до 80 мм и длиной до 1400...1500 мм. Особенностью глубоких печей-ванн с длинными электродами, погруженными в расплав сверху, является значительный неравномерность выделения мощности по глубине расплава, что объясняется значительным падением напряжения по длине электрода. Чтобы уменьшить падение напряжения, применяют электроды увеличенного сечения и располагают их как можно ближе друг к другу. Наиболее целесообразной конструкцией являются электродные ванны с электромагнитным перемешиванием расплава (рис. 4.5.а). Погружённые в расплав 4 электроды 3 располагаются на задней стороне ванны попарно, с расстоянием между электродами 20...40 мм. При однофазном переменном токе число электродов должно быть кратным двум, а при трёхфазном — шести. В случае трёхфазного исполнения ванн электроды располагаются в ряд на одной из стенок ванны.
Ванна имеет наружный металлический кожух 6, теплоизоляцию промежуточный металлический тигель 8, футерованный изнутри плотным огнеупором 9. Питание ванны осуществляется от понижающего многоступенчатого трансформатора 1 через подводящие шины 2. Температура расплава контролируется с помощью термопары 5. Электроды отделены от рабочего пространства перегородкой 10, которая одновременно улучшает перемешивание расплава. Схема электромагнитного перемешивания показана на рис. 4.5.б. Электрический ток, проходя через расплав между электродами как через проводник взаимодействует с магнитным полем, создаваемым вокруг электродов, и по правилу левой руки сообщает движение проводнику, то есть объёмам расплава соли между электродами, вниз. При перемене полярности электродов одновременно изменяется и направление поля. Поэтому результирующая сила, определяющая перемещение расплава, всегда направлена вниз. Происходит эффективное перемешивание расплава, что обеспечивает равномерность температуры ванны в пределах ±5 ºС. Иногда для экранирования рабочего пространства его отгораживают от места расположения электродов вертикальным жаростойким листом или керамической плитой, несколько не доходящими до низа и верха ванны. Это препятствует проникновению электрического тока в рабочее пространство ванны и способствует дополнительному усилению конвекционных потоков нагретого расплава соли. Известно, что соли металлов являются проводниками второго рода. В твердом состоянии они почти неэлектропроводны, поэтому при пуске ванны их расплавляют, используя ряд методов. В частности, для пуска больших трёхфазных электродных ванн на поверхность твердой соли помещают специальное приспособление, изготовленное из сплава с высоким омическим сопротивлением. Приспособление представляет собой стойку с основанием в виде треугольника, по сторонам которого располагается нихромовая спираль. При пропускании тока низкого напряжения от трансформатора приспособление будет нагреваться и расплавлять соль. Из других методов расплавления соли в электродных печах-ваннах следует упомянуть замыкание электродов графитовым стержнем, который, разогреваясь, плавит окружающую его соль и плавление соли высокотемпературной электрической дугой, создаваемой между рабочим и вспомогательным гибким электродом. Из электродных печей-ванн, выпускаемых ведущими зарубежными фирмами, рассмотрим однофазную ванну с близкорасположенными электродами фирмы «Ajax» («Аякс») (рис. 4.6).
Рабочее пространство этой ванны представляет собой прямоугольную призму. Футеровка 3 выполняется, как правило, двухслойной, из огнеупорного и теплоизоляционного материалов. Электроды 2 вводятся в рабочее пространство через одну из боковых стенок ванны. Расстояние между электродами 20...45 мм. По данным фирмы «Аякс», в ванне обеспечивается интенсивная электромагнитная циркуляция расплава, а стойкость электродов увеличивается не менее, чем в 4 раза по сравнению с электродами, опущенными сверху. За счёт уменьшения площади открытого зеркала расплава сокращаются теплопотери Разъедание электродов уменьшается благодаря их расположению ниже верхнего уровня расплава 1: электрод не подвергается воздействию кислорода и паров соли при высокой температуре на границе расплав-воздух. Это приводит к значительному увеличению срока его службы. Такие электроды называют утопленными. Что бы предотвратить прорыв расплава в месте заделки электродов, горизонтальная часть тоководов охлаждается водой. Недостаток ванн с утопленными электродами — необходимость их частичной перефутеровки при выходе электродов из строя. Представляет практический интерес конструкция электродной соляной ванны фирмы «Аякс», в которой электроды 2, опушенные сверху, защищены от разъедания на уровне расплава 1 специальным керамическим приспособлением 4 (рис. 4.7).
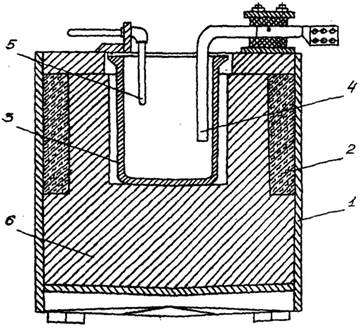
Элементы электродной группы в такой ванне надёжны в работе и просты в изготовлении и эксплуатации. Смена электродов не вызывает затруднений. Кроме того, фирмой разработано специальное приспособление типа подвесной тали, которое дает возможность быстро заменять вышедший из строя электрод без остановки ванны. Наряду с рассмотренными выше, на предприятиях применяются также электродные ванны с металлическим тиглем. Ванны этой категории отличаются большим разнообразием конструкций. Из выпускаемых отечественной промышленностью наибольшее значение имеют трехфазные ванны с прямоугольным тиглем. На длинной стороне тигля помещают три электродные группы, каждая из которых состоит из двух электродов квадратного сечения. Соляные ванны этого типа применяют в интервале температур 160...850 °С для охлаждения при ступенчатой закалке инструмента, для нагрева деталей из углеродистых и низколегированных сталей под закалку и отпуск, а также для высокотемпературного цианирования. Помимо трехфазных ванн с металлическим тиглем, отечественной промышленностью выпускается также небольшая однофазная соляная ванна типа СВС-1,5.3.4/8,5М1, предназначенная для применения при температурах до 850 °С и называемая иногда ванной с электромагнитной циркуляцией. На рис. 4.8 приведён эскиз однофазной электродной соляной ванны с металлическим тиглем.
Печь-ванна представляет собой каркас 1, футерованный огнеупорным и теплоизоляционным материалами 2. Внутри ванны установлен металлический тигель 3, с расположенными в нем двумя электродами 4. Расстояние между электродами составляет 12...30 мм в зависимости от рабочей температуры и состава ванны, влияющих на электропроводность. Концы электродов посредством шин соединены с многоступенчатым понижающим трансформатором. |
Последнее изменение этой страницы: 2019-03-21; Просмотров: 232; Нарушение авторского права страницы