|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Формы организации и методы сборкиСтр 1 из 5Следующая ⇒
Урок 1 Основные понятия о сборке и ее элементах Сборка является заключительным этапом в производственном процессе. Сборочный процесс, как правило, состоит из таких последовательных стадий, как:
Технологический процесс сборки – это соединение деталей в сборочные единицы, а сборочных единиц и отдельных деталей – в механизмы (агрегаты) и машины. Технологический процесс сборки подразделяется на операции, установки, позиции, переходы и приемы. Операция – основная часть технологического процесса сборки, выполняемая над определенным изделием, группой, узлом, подузлом или комплектом на одном рабочем месте слесарем-сборщиком или бригадой. Установка – часть сборочной операции, выполняемая при неизменном положении собираемого комплекта, узла, группы или изделия (машины). Позиция – каждое из различных положений собираемого комплекта, подузла или узла (как в сборочном приспособлении, так и без него). Переход – это законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке. Прием – это часть технологического перехода, состоящая из ряда простейших рабочих движений, выполняемых одним рабочим (например, зажать деталь в тисках или взять гаечный ключ и т.п.). Число выпускаемых изделий определяется типом производства и степенью расчлененности технологического процесса сборки на отдельные операции. Все изделия состоят из сборочных единиц. Изделие – это любой предмет или набор предметов основного производства, изготовляемых на предприятии. Изделиями машиностроительных заводов являются разнообразные машины: станки, автомобили, тракторы, экскаваторы, прессы и др., а также отдельные механизмы и агрегаты машин (двигатели, насосы, карбюраторы и др.) или отдельные детали (поршневые кольца, поршни, метизы). Деталь – это первичный элемент изделия, выполненный из однородного материала без применения сборочных операций, но с использованием, если это необходимо, защитных или декоративных покрытий. Комплект представляет собой соединение двух или нескольких деталей машин в простейшую сборочную единицу (например, вал с пригнанной шпонкой, зубчатое колесо со стопорным винтом, крышка с шариковым подшипником). Подузел – соединение нескольких деталей с одним или несколькими комплектами (например, вал коробки скоростей токарного станка с насаженными на него зубчатыми колесами, втулками, подшипниками и др.). Сборочная единица (узел) – это элемент изделия, состоящий из двух и более составных частей (деталей или комплектов и подузлов), соединенных между собой сборочными операциями (свинчиванием, склеиванием, сваркой, пайкой, клепкой, развальцовкой и др.) на предприятии-изготовителе (например, муфта, суппорт, редуктор и т. д.). Узлы при сборке комплектуют в сборочные группы. Группой называется узел или соединение между собой узлов и деталей, входящих непосредственно в состав станка или машины. Узел, входящий непосредственно в группу, называют подгруппой первого порядка; узел, входящий непосредственно в подгруппу первого порядка, называют подгруппой второго порядка и т. д. При составлении схемы сборочной единицы используют понятия «базовая деталь» и «базовая сборочная единица». Базовой деталью называют основную деталь, с которой начинается сборка сборочной единицы, а базовой сборочной единицей – основную сборочную единицу, с которой начинается сборка изделия. Взаимное соединение деталей при сборке машин и механизмов определяется степенями свободы их относительного перемещения. Соответственно с этим все соединения, применяемые при сборке, подразделяют на неподвижные и подвижные. Подвижные соединения применяют для достижения определенного вида движения одной детали относительно другой. Неподвижные соединения используют для крепления деталей в требуемом постоянном положении. Подвижные и неподвижные соединения разделяют на разъемные (разбираемые) и неразъемные (неразбираемые). Разъемными называются такие соединения, которые разбирают без повреждения соединяемых и соединяющих деталей. Сюда относятся все виды резьбовых соединений, соединения штифтами, клиньями, шпоночные, шлицевые и другие соединения, которые можно назвать профильными. К соединяемым деталям относятся разнообразные по назначению и конструкции детали машин. Стандартные детали: заклепки, шпонки, болты, винты, шпильки, гайки, шайбы – относятся к соединяющим, или к так называемым крепежным деталям. Разъемные соединения применяют при многократной разборке и сборке их во время эксплуатации и ремонта. Подвижные разъемные соединения – соединения при помощи подвижных посадок по цилиндрическим, коническим, сферическим, винтовым и плоским поверхностям различными способами, например соединения шеек коленчатых валов с коренными подшипниками и нижней головкой шатуна. К неподвижным разъемным соединениям относятся резьбовые, шпоночные, шлицевые, клиновые и штифтовые соединения. Неразъемными называются соединения, разборка которых в условиях эксплуатации и ремонта машин возможна лишь с повреждением соединяемых и соединяющих деталей. Вследствие этого для повторной сборки поврежденные детали оказываются непригодными. Неразъемные соединения применяют обычно тогда, когда деление конструкции на составные части не вызывается удобством или экономичностью изготовления, а также требованиями эксплуатации. Подвижные неразъемные соединения – это отдельные виды подвижных соединений, собираемых с применением клепки или развальцовки. Например, для разборки шарикоподшипника требуется срубить заклепки сепаратора. К неподвижным неразъемным соединениям относят соединения, осуществляемые запрессовкой или развальцовкой, а также заклепочные, сварные, полученные пайкой, склеиванием, загибанием краев и т. п. Перед разработкой технологического процесса сборки детально знакомятся с конструкцией машины, взаимодействием ее частей, техническими условиями на изготовление, приемку и испытание машины. Ручной способ гибки труб
Ручной способ гибки конструкций наиболее простой, однако, он имеет и свои недостатки:
Однако нужно отдать должное, при этой методике деформирующее усилие можно контролировать, соответственно, риск повреждения металла невысок. Трубогиб и его применение
Если говорить о трубогибе ручного типа, то это оборудование начинает работать от прилагаемой силы. Она же приводит в действие привод подачи рабочего элемента, а также генератор искажающего действия. А в изделии механизированного типа прибор работает от электропривода, запускающего крутящий момент на движущихся цилиндрах и сам генератор способен запускаться, когда на него воздействует оператор, или же гидравлический привод. Наиболее популярный прибор, используемый как на производствах, так и в домашних условиях — это профлегиб (ПГ). Существуют такие его модели:
Как правильно сгибать трубы
Урок 8 СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ.
Сверлением называют процесс образования отверстий в сплошном материале режущим инструментом — спиральным или перовым сверлом.
При сверлении необходимо соблюдать следующие основные правила:
Классификация 1. По назначению на три основные группы: Требования, предъявляемые к машинам 1)высокая производительность; Виды сварных соединений
Виды сварных соединений:
Рисунок 4.2.1 Виды сварных стыковых соединений
Рисунок 4.2.2 Виды сварных нахлесточных соединений
Рисунок 4.2.3 Виды сварных угловых соединений
Рисунок 4.2.4 Виды сварных тавровых соединений
Геометрия сварного шва
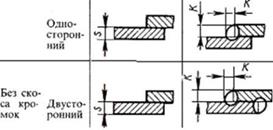
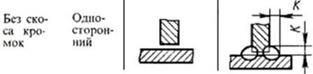
Сварной шов рис. 4.2.5 характеризуется катетом К, толщиной свариваемых деталей, длиной шва lш . Сварные швы могут быть непрерывными и прерывистыми. Сварные швы по форме поперечного сечения могут быть нормальными 1, выпуклыми 2 и вогнутыми 3.
Рисунок 4.2.5 геометрия сварного шва
В зависимости от расположения к направлению действующей нагрузки различают швы рис. 4.2.6 лобовые (а) и фланговые (б); косые и комбинированные (в).
Рисунок 4.2.6 Виды сварных швов
Урок 14 Склеивание Склеивание – процесс соединения деталей с помощью клея, растворителя или смеси растворителей. Клей – неметаллическое вещество, с которым связываются соединяемые детали благодаря когезии и адгезии, без заметного воздействия на структуру и свойства соединяемых деталей. Термин клей является собирательным, включающим такие понятия, как дисперсный клей, клеящий лак, клеезамазка и плавкий клей. Наряду с основой в состав клея могут входить, например: разбавители, наполнители, отвердители, ускорители, размягчители. Клеи представляют собой природные или синтетические вещества, применяемые для соединения различных материалов. Склеивание происходит в результате отверждения клеевой прослойки вследствие испарения растворителя из клея-раствора или охлаждение ниже температуры текучести клея-расплава, или в результате химических превращений компонентов клея. Составные части клеящего вещества: Активное клеящее средство – клей, отвердевающий в результате химической реакции (поликонденсация, полимеризация, вулканизация). Ускорители – вещества или смеси, повышающие скорость химической реакции, например, при отвердевании клеящего вещества. Отвердители – вещества или смеси, способствующие упрочнению основы клея с помощью химической реакции. Активаторы – вещества или смеси с повышенной адгезией к материалу соединяемой детали и упрочняемому клею. Наносятся на обработанную поверхность соединяемых деталей или добавляются в клеящее вещество. Активаторы повышают прочность и стойкость соединения клея. Требования, предъявляемые к клеям, предназначенным только для склеивания (есть клеесварные конструкции): - не вызывать коррозии соединяемых материалов; - иметь высокий уровень когезии и адгезии с материалом; - иметь невысокую стоимость; - обладать высокой климатической стойкостью и стойкостью при старении; - не быть токсичными и не содержать в своем составе летучих растворителей; - отверждаться при сравнительно небольшом давлении и низкой температуре; - быть негигроскопичным, грибостойким и не горючим; - обладать в ряде случаев достаточной термостойкостью, морозостойкостью, стойкостью к различным топливным средствам и маслам и другим специальным средам. Клеевые материалы изготавливаются на основе природных или синтетических клеящих веществ. Природные клеи подразделяются на клеи животного, растительного и минерального происхождения. - Исходным продуктом для клеев животного происхождения являются: ткани, кости, кровь и молоко животных. Получают клеи: глютиновые, казеиновые, альбуминовые; - Исходным продуктом для растительных клеев являются: белок семян бобовых растений, крахмал, каучук, декстрин, природные смолы; - Минеральные клеи – силикатные, асфальтовые, битумные. Клеи бывают однокомпонентные, поставляемые в готовом виде, и многокомпонентные, которые приготавливаются в основном на месте потребления (эпоксидный клей). Следует отметить, что самое главное требование, которое предъявляется к клеям – это водостойкость. По этому показателю клеи делятся на водостойкие, повышенной водостойкости, ограниченно водостойкие и неводостойкие. Водостойкие клеи в основном синтетические, ограниченно водостойкие – казеиновые, неводостойкие – глютиновые. По реактивной способности клеи подразделяются: термореактивные (меламиновые, эпоксидные, резольные, полиуретановые, феноло-формальдегидные); термопластичные (шезуровый, костный); клеи расплавы (нитроцеллюлозные, поливинилхлоридные); дисперсионные. Синтетические термореактивные клеи - получают в результате реакций поликонденсации или полимеризации при высокой температуре (до 1000С). В деревообрабатывающй промышленности применяются клеи горячего склеивания (отвердение при t=1000С в течение 25-40с.) – карбамидо-формальдегидные КФ-Ж, КФ-Б. Для склеивания металлов и стеклопакетов применяют клеи горячего отверждения: ВК-32-ЭМ, Д-15, Д-24, Д-43. Широко применяются клеи холодного или теплого отверждения (60-800С), для склеивания древесины, полистирола, металлов, стекла, керамики применяют фенолполивинилацетатные клеи БФ-2, БФ-4, БФ-6. Для склеивания металлов, различных пластмасс в конструкциях, работающи при t до 2500С применяют фенолэпоксидные клеи марок ФЭ-10, ФР-10. Эпоксидные клеи ЭД-20, ЭД-22, ЭД-16, Э-40, К-160, К-176 – применяют для склеивания пластмасс, наклеивания деревянных и пластмассовых элементов на лакированные поверхности. Полиуретановые клеи марок ПУ-2, ПУ-2М, ПУ-УВ, ВК-5, ВК-11 применяются для склеивания стекла, керамики, древесины, металлов, различных полимерных материалов. Урок 15 Монтаж подшипников Для подготовки подшипников к монтажу предварительно проверяют надписи на упаковке и самих подшипниках. Распаковывают подшипники непосредственно перед началом работ с ними. Расконсервацию подшипников производят согласно действующей инструкции по хранению, расконсервации подшипников и их деталей и обращению с ними. Как правило, подшипники расконсервируют в горячем (80-90 °С) минеральном масле, тщательно промывают в 6-8%-ном растворе масла, в бензине или в горячих (75-85°С) антикоррозионных водных растворах, например, следующих составов (в %-тах):
Урок 1 Основные понятия о сборке и ее элементах Сборка является заключительным этапом в производственном процессе. Сборочный процесс, как правило, состоит из таких последовательных стадий, как:
Технологический процесс сборки – это соединение деталей в сборочные единицы, а сборочных единиц и отдельных деталей – в механизмы (агрегаты) и машины. Технологический процесс сборки подразделяется на операции, установки, позиции, переходы и приемы. Операция – основная часть технологического процесса сборки, выполняемая над определенным изделием, группой, узлом, подузлом или комплектом на одном рабочем месте слесарем-сборщиком или бригадой. Установка – часть сборочной операции, выполняемая при неизменном положении собираемого комплекта, узла, группы или изделия (машины). Позиция – каждое из различных положений собираемого комплекта, подузла или узла (как в сборочном приспособлении, так и без него). Переход – это законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке. Прием – это часть технологического перехода, состоящая из ряда простейших рабочих движений, выполняемых одним рабочим (например, зажать деталь в тисках или взять гаечный ключ и т.п.). Число выпускаемых изделий определяется типом производства и степенью расчлененности технологического процесса сборки на отдельные операции. Все изделия состоят из сборочных единиц. Изделие – это любой предмет или набор предметов основного производства, изготовляемых на предприятии. Изделиями машиностроительных заводов являются разнообразные машины: станки, автомобили, тракторы, экскаваторы, прессы и др., а также отдельные механизмы и агрегаты машин (двигатели, насосы, карбюраторы и др.) или отдельные детали (поршневые кольца, поршни, метизы). Деталь – это первичный элемент изделия, выполненный из однородного материала без применения сборочных операций, но с использованием, если это необходимо, защитных или декоративных покрытий. Комплект представляет собой соединение двух или нескольких деталей машин в простейшую сборочную единицу (например, вал с пригнанной шпонкой, зубчатое колесо со стопорным винтом, крышка с шариковым подшипником). Подузел – соединение нескольких деталей с одним или несколькими комплектами (например, вал коробки скоростей токарного станка с насаженными на него зубчатыми колесами, втулками, подшипниками и др.). Сборочная единица (узел) – это элемент изделия, состоящий из двух и более составных частей (деталей или комплектов и подузлов), соединенных между собой сборочными операциями (свинчиванием, склеиванием, сваркой, пайкой, клепкой, развальцовкой и др.) на предприятии-изготовителе (например, муфта, суппорт, редуктор и т. д.). Узлы при сборке комплектуют в сборочные группы. Группой называется узел или соединение между собой узлов и деталей, входящих непосредственно в состав станка или машины. Узел, входящий непосредственно в группу, называют подгруппой первого порядка; узел, входящий непосредственно в подгруппу первого порядка, называют подгруппой второго порядка и т. д. При составлении схемы сборочной единицы используют понятия «базовая деталь» и «базовая сборочная единица». Базовой деталью называют основную деталь, с которой начинается сборка сборочной единицы, а базовой сборочной единицей – основную сборочную единицу, с которой начинается сборка изделия. Взаимное соединение деталей при сборке машин и механизмов определяется степенями свободы их относительного перемещения. Соответственно с этим все соединения, применяемые при сборке, подразделяют на неподвижные и подвижные. Подвижные соединения применяют для достижения определенного вида движения одной детали относительно другой. Неподвижные соединения используют для крепления деталей в требуемом постоянном положении. Подвижные и неподвижные соединения разделяют на разъемные (разбираемые) и неразъемные (неразбираемые). Разъемными называются такие соединения, которые разбирают без повреждения соединяемых и соединяющих деталей. Сюда относятся все виды резьбовых соединений, соединения штифтами, клиньями, шпоночные, шлицевые и другие соединения, которые можно назвать профильными. К соединяемым деталям относятся разнообразные по назначению и конструкции детали машин. Стандартные детали: заклепки, шпонки, болты, винты, шпильки, гайки, шайбы – относятся к соединяющим, или к так называемым крепежным деталям. Разъемные соединения применяют при многократной разборке и сборке их во время эксплуатации и ремонта. Подвижные разъемные соединения – соединения при помощи подвижных посадок по цилиндрическим, коническим, сферическим, винтовым и плоским поверхностям различными способами, например соединения шеек коленчатых валов с коренными подшипниками и нижней головкой шатуна. К неподвижным разъемным соединениям относятся резьбовые, шпоночные, шлицевые, клиновые и штифтовые соединения. Неразъемными называются соединения, разборка которых в условиях эксплуатации и ремонта машин возможна лишь с повреждением соединяемых и соединяющих деталей. Вследствие этого для повторной сборки поврежденные детали оказываются непригодными. Неразъемные соединения применяют обычно тогда, когда деление конструкции на составные части не вызывается удобством или экономичностью изготовления, а также требованиями эксплуатации. Подвижные неразъемные соединения – это отдельные виды подвижных соединений, собираемых с применением клепки или развальцовки. Например, для разборки шарикоподшипника требуется срубить заклепки сепаратора. К неподвижным неразъемным соединениям относят соединения, осуществляемые запрессовкой или развальцовкой, а также заклепочные, сварные, полученные пайкой, склеиванием, загибанием краев и т. п. Перед разработкой технологического процесса сборки детально знакомятся с конструкцией машины, взаимодействием ее частей, техническими условиями на изготовление, приемку и испытание машины. Формы организации и методы сборки В зависимости от вида производства, трудоемкости сборочных работ и других факторов формы организации сборочных работ могут быть различными. Различают две основные формы сборки – стационарную и подвижную. Стационарная сборка может выполняться двумя способами:
При таком способе сборки квалификация слесарей-сборщиков должна быть высокой, так как каждому приходится выполнять разнообразные работы. Недостатки этого способа сборки – большая продолжительность процесса и потребность в дополнительных площадях для размещения всех деталей и проведения подготовительных сборочных работ, поэтому его применяют главным образом при единичном производстве. При стационарной сборке с расчленением процесс сборки машины расчленяется на узловую и общую сборку. На узловой сборке одновременно несколькими рабочими или бригадой выполняется сборка узлов, которые затем подаются на общую сборку, где отдельной бригадой производится сборка всей машины. Этот способ дает возможность одновременно вести сборку нескольких отдельных узлов или машин, в результате чего значительно сокращается длительность сборки. При таком способе слесари-сборщики специализируются на сборке отдельных узлов, в результате повышается производительность труда и улучшается качество изготовляемой продукции. Урок 3 Пространственная разметка. Окраска поверхностей под разметку. Пространственная разметка в отличие от плоскостной состоит в нанесении контуров детали в нескольких плоскостях. Пространственную разметку производят по чертежам, шаблонам, образцам или по месту. При пространственной разметке, наряду с применяемым инструментом и приспособлениями для плоскостной разметки, применяют специальные инструменты: рейсмасы, штангенрейсмасы, разметочные циркули, масштабы, угольники и т. д., а также приспособления типа разметочных плит призматических и клиновидных подкладок, домкратов, угольников и пр. На рисунке изображен простейший рейсмас. Такие рейсмасы применяются для выполнения большинства разметочных работ. Если рейсмас оборудован специальными измерительными шкалами, то его называют штангенрейсмасом.
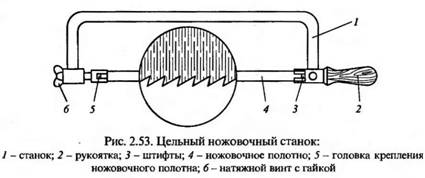
Рис. . Простейший рейсмас: 1 - планка, 2 - основание, 3--винт, 4 -чертилка, 5 - стойка, 6 - винт с гайкой, 7 - муфта На разметочных плитах устанавливают заготовки (детали) для разметки и располагают все приспособления и инструмент. Плиты отливают из мелкозернистого серого чугуна. Они имеют ребра жесткости в нижней части для предохранения от прогиба под собственной тяжестью и тяжестью размечаемых заготовок. Рабочие части плит точно обрабатывают на станках и пришабривают. На верхней плоскости больших плит иногда делают продольные и поперечные канавки на равных расстояниях. Размеры плит выбирают так, чтобы длина и ширина размечаемой заготовки была на 400-500 мм меньше размеров плиты. Плиты очень больших размеров изготовляют составными из нескольких плит и скрепляют между собой болтами и шпонками. Небольшие плиты устанавливают на столах или чугунных тумбах, более тяжелые ставят на кирпичный фундамент или на домкраты, размещенные на фундаменте. Обычно плиты размещают в наиболее освещенной части помещения, где на них не влияют вибрации от работающего оборудования. Верхнюю часть плиты выверяют по уровню. За плитой требуется постоянный уход. Поверхность плиты должна быть всегда сухой и чистой, а после работы должна тщательно очищаться, смазываться и прикрываться деревянным щитом. Не менее одного раза в неделю плита должна промываться скипидаром или керосином. Рабочую поверхность разметочной плиты периодически проверяют при помощи поверочной линейки и щупа. Зазор между линейкой и плитой не должен превышать 0,03-0,06 мм (в зависимости от размеров плиты). Рабочую поверхность шабреной плиты (для точной разметки) проверяют на краску. Число пятен в квадрате 25X25 мм при проверке должно быть не менее 20. При пространственной разметке, так же как и при плоскостной, прежде всего следует подготовить поверхности к разметке. В процесс подготовки входят выравнивание поверхностей, устранение местных дефектов, очистка от грязи и ржавчины, окраска. Затем определяют оптимальный вариант установки заготовки на плите и намечают последовательность нанесения разметочных рисок. При пространственной разметке большое значение имеет правильный выбор измерительных баз. Рекомендуются следующие правила выбора баз: если на заготовке имеется хотя бы одна обработанная поверхность, то ее следует выбрать за базу; если обрабатываются не все поверхности, то за базу принимают необрабатываемую поверхность; если наружные и внутренние поверхности не обработаны, то за базу принимают наружную поверхность; при разметке все размеры наносят от одной поверхности или линии, принятой за базу. После выбора измерительной базы заготовку устанавливают на разметочную плиту, используя приспособления, так, чтобы одна из ее главных осей была параллельна рабочей плоскости разметочной плиты. Таких осей на заготовке может быть три - по длине, высоте и ширине. При пространственной разметке приходится наносить горизонтальные, вертикальные и наклонные риски, наименования этих рисок сохраняются в процессе разметки при любых поворотах размечаемой заготовки. Для проверки правильности установки заготовки при дальнейшей обработке на заготовку наносят контрольные риски, отстоящие обычно на 5-7 мм от основных рисок и строго им параллельные. При пространственной разметке горизонтальные риски прочерчивают рейсмасом и штангенрейсмасом, слегка прижимая его основание к разметочной плите и перемещая вдоль заготовки. Игла рейсмаса должна быть наклонена к размечаемой поверхности в сторону движения под углом 75-80°. Нажим иглы на заготовку должен быть равномерным. Вертикальные линии могут быть размечены тремя способами: при помощи угольника с широким основанием при этом его основанием ставят на плиту, а узкую сторону прижимают к заготовке и чертилкой проводят риску; рейсмасом с поворотом заготовки; рейсмасом с применением призм. Разметку наклонных линий производят при помощи поворотных приспособлений геометрическим построением по точкам, а также при помощи малок, угломеров и других приспособлений. Дуги окружностей размечают так же, как и при плоскостной разметке. Окраска поверхности под разметку. Размечаемые поверхности предварительно окрашивают для того, чтобы риски были четкие. Для окраски применяются мел, медный купорос, быстросохнущие лаки и краски, шеллак. Мел для окраски разводят в воде до молокообразного состояния, в раствор добавляют льняное масло и сиккатив (для быстрого высыхания). Медный купорос применяют в растворе: 2-3 чайные ложки на стакан воды. Шеллак применяют в виде спиртового раствора, подкрашенного фуксином для цветности. Урок 4 Резка металла. Инструменты и приспособления Разрезание — это операция, связанная с разделением материалов на части с помощью ножовочного полотна, ножниц и другого режущего инструмента. В зависимости от применяемого инструмента разрезание может осуществляться со снятием стружки или без снятия. Инструменты и приспособления, применяемые при резке Наибольшее распространение получило разрезание металлов ручными слесарными ножовками и ножницами. Для разрезания листового и пруткового материала применяют ручные рычажные и гильотинные ножницы. Ручные слесарные ножовки предназначены в основном для разрезания сортового и профильного проката вручную, а также для разрезания толстых листов и полос, прорезания пазов и шлицев в головках винтов, обрезания заготовок по контуру и других работ. Разрезание выполняется при помощи ножовочных полотен, которые изготавливают из углеродистой (марки Р9 или Р18) или легированной (марки Х6ВФ) инструментальной стали и после нарезания зубьев закаливают. Наиболее распространены ножовочные полотна шириной 13 и 16 мм при толщине от 0,5 до 0,8 мм и длиной 250…300 мм. Для осуществления резания полотно устанавливают в специальном ножовочном станке. Ножовочные станки бывают двух типов: цельные и раздвижные, позволяющие устанавливать в станок ножовочное полотно разной длины. Цельный ножовочный станок (рис. 2.53) состоит из станка 1, натяжного винта с барашковой гайкой 6 и рукоятки 2. Ножовочное полотно 4 устанавливают в прорези головок 5 и фиксируют его при помощи штифтов 3. Раздвижной ножовочный станок (рис. 2.54) отличается тем, что состоит из двух частей, соединенных при помощи обоймы. Обойма жестко крепится на одной половине станка, а другая половина может изменять свое положение по длине за счет установки впрессованного в нее штифта, который фиксируется в специальных пазах обоймы. Поскольку работа (движения) ножовочного полотна, осуществляется в ограниченном пространстве, то для предупреждения его заклинивания в процессе работы зубья ножовочного полотна должны быть разведены.
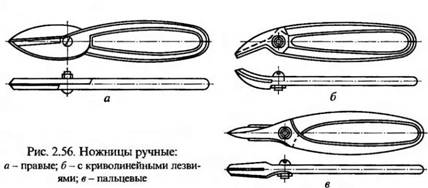
При установке полотен в ножовочном станке необходимо следить за правильным выбором направления зуба. Острие режущего клина должно быть всегда направлено в сторону рабочего движения полотна — вперед, в направлении от рукоятки к барашку натяжного винта. Вторым обязательным условием нормальной работы при разрезании является натяжение ножовочного полотна. Натяжение должно быть таким, чтобы полотно не испытывало упругих деформаций при разрезании и в то же время не должно быть слишком сильным, так как это может привести к поломке полотна в процессе работы даже при незначительном его перекосе. Ручные ножницы (рис. 2.56) бывают правыми и левыми. У правых ножниц скос на режущей части на каждой из половин находится с правой стороны, а у левых — с левой. Ручными ножницами можно резать листовую сталь толщиной до 0,7 мм, кровельное железо толщиной до 1,0 мм, листы меди и латуни толщиной до 1,5 мм.
Такие ножницы (рис. 2.56, а) предназначены для разрезания материала по прямой линии или по дуге большого радиуса. Если требуется вырезать в листовом материале отверстие или вырезать деталь по контуру с малыми радиусами кривизны, применяют ножницы с криволинейными лезвиями (рис. 2.56, б) или пальцевые ножницы с тонкими и узкими режущими лезвиями (рис. 2.56, в).
Все ножницы, независимо от их конструкции, в своей основе имеют (как и другие режущие инструменты) режущий клин. Форма режущего клина ножниц характеризуется следующими геометрическими параметрами (рис. 2.57): углом заострения (3; задним углом а, обеспечивающим уменьшение трения при работе ножницами и составляющим 2…3°. С целью уменьшения усилий, прикладываемых при резании, режущие ножи устанавливают под углом <р (чем больше этот угол, тем меньше усилие резания). При увеличении этого угла создаются усилия, выталкивающие лист из-под ножей, в связи с этим величину угла ф выбирают в пределах 7… 12 что создает оптимальные условия для резания. Труборезы (рис. 2.61) применяют для разрезания труб различного диаметра вместо слесарной ножовки, а также для более качественного разрезания труб. Труборез представляет собой специальное приспособление, у которого режущим инструментом служат стальные дисковые резцы-ролики. Наиболее распространены роликовые, хомутиковые и цепные труборезы.
Урок 6 Опиливание Несмотря на то, современные технологии достигли больших высот, для работ по металлу по-прежнему используется напильник. Его предназначение – при помощи послойного стачивания поверхности какой-либо детали придать ей необходимую форму и размер. Напильник является режущим инструментом. Внешний вид его представляет собой брусок, для изготовления которого применяется сталь особой марки. Поверхность его иссечена по особому шаблону. На суженном хвостовике конусообразной формы имеется пластмассовая или деревянная ручка. Она предусмотрена только для того, чтобы работающему с инструментом было удобно. Если вдруг она слетит, то ее можно легко заменить на другую Самыми популярными на сегодняшний день считаются напильники с зубьями, насеченными на специальных станках. Чаще всего насечки бывают одинарными или двойными. Одинарная насечка снимает опилки, которые по величине равняются зубьям. Работать таким напильником очень тяжело, поэтому им в основном обрабатывают мягкие металлы, дерево и пластмассу. Двойная насечка образуется в результате комбинации основной и вспомогательной, которая выполняется под углом к основной. Такие насечки перемалывают стружку, которая образуется в процессе работы. Обрабатывают этим напильником сплавы и твердые металлы. Величина зубьев зависит от размера насечек на 1 см длины бруска – чем меньше их, тем крупнее будет зуб. В зависимости от размера зубьев инструмент бывает от 0 до 5 номеров. Самые крупные зубья обозначаются номерами 0 и 1, они позволяют быстро снять довольно большой слой материала (0,05 – 0,10 мм). Главный недостаток инструмента, имеющего такую насечку, — это низкая точность обрабатываемых деталей, составляющая 0,1 – 0,2 мм.
Инструмент, имеющего зубья под номерами 2 и 3, используется тогда, когда необходимо снять слой материала в 0,02 – 0,06 мм. Напильник с зубьями насечки, имеющих номера 4 и 5, применяется для чистовой отделки деталей. Точность обработки – 0,01 – 0,005 мм. Такими зубьями снимают слой материала 0,01 – 0,03 мм, не больше
Урок 7 Гибка профильных труб по радиусу: методика и оборудование |
Последнее изменение этой страницы: 2019-03-22; Просмотров: 362; Нарушение авторского права страницы

 Гибка профильной трубы выполняется по радиусу производится посредством трубогиба, который может быть ручным или механизированным.
Гибка профильной трубы выполняется по радиусу производится посредством трубогиба, который может быть ручным или механизированным.