|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Общие сведения сварных соединений
Сварное соединение – неразъёмное соединение, выполненное сваркой, т.е. путём установления межатомных связей между свариваемыми частями при нагревании или пластическом деформировании. Преимущества сварного соединения - невысокая стоимость соединения, благодаря малой трудоёмкости и простоте сварного шва; Недостатки сварного соединения
Виды сварных соединений
Виды сварных соединений:
Рисунок 4.2.1 Виды сварных стыковых соединений
Рисунок 4.2.2 Виды сварных нахлесточных соединений
Рисунок 4.2.3 Виды сварных угловых соединений
Рисунок 4.2.4 Виды сварных тавровых соединений
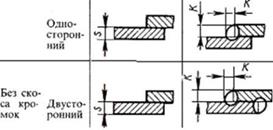
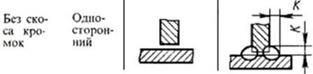
Геометрия сварного шва
Сварной шов рис. 4.2.5 характеризуется катетом К, толщиной свариваемых деталей, длиной шва lш . Сварные швы могут быть непрерывными и прерывистыми. Сварные швы по форме поперечного сечения могут быть нормальными 1, выпуклыми 2 и вогнутыми 3.
Рисунок 4.2.5 геометрия сварного шва
В зависимости от расположения к направлению действующей нагрузки различают швы рис. 4.2.6 лобовые (а) и фланговые (б); косые и комбинированные (в).
Рисунок 4.2.6 Виды сварных швов
Урок 14 Склеивание Склеивание – процесс соединения деталей с помощью клея, растворителя или смеси растворителей. Клей – неметаллическое вещество, с которым связываются соединяемые детали благодаря когезии и адгезии, без заметного воздействия на структуру и свойства соединяемых деталей. Термин клей является собирательным, включающим такие понятия, как дисперсный клей, клеящий лак, клеезамазка и плавкий клей. Наряду с основой в состав клея могут входить, например: разбавители, наполнители, отвердители, ускорители, размягчители. Клеи представляют собой природные или синтетические вещества, применяемые для соединения различных материалов. Склеивание происходит в результате отверждения клеевой прослойки вследствие испарения растворителя из клея-раствора или охлаждение ниже температуры текучести клея-расплава, или в результате химических превращений компонентов клея. Составные части клеящего вещества: Активное клеящее средство – клей, отвердевающий в результате химической реакции (поликонденсация, полимеризация, вулканизация). Ускорители – вещества или смеси, повышающие скорость химической реакции, например, при отвердевании клеящего вещества. Отвердители – вещества или смеси, способствующие упрочнению основы клея с помощью химической реакции. Активаторы – вещества или смеси с повышенной адгезией к материалу соединяемой детали и упрочняемому клею. Наносятся на обработанную поверхность соединяемых деталей или добавляются в клеящее вещество. Активаторы повышают прочность и стойкость соединения клея. Требования, предъявляемые к клеям, предназначенным только для склеивания (есть клеесварные конструкции): - не вызывать коррозии соединяемых материалов; - иметь высокий уровень когезии и адгезии с материалом; - иметь невысокую стоимость; - обладать высокой климатической стойкостью и стойкостью при старении; - не быть токсичными и не содержать в своем составе летучих растворителей; - отверждаться при сравнительно небольшом давлении и низкой температуре; - быть негигроскопичным, грибостойким и не горючим; - обладать в ряде случаев достаточной термостойкостью, морозостойкостью, стойкостью к различным топливным средствам и маслам и другим специальным средам. Клеевые материалы изготавливаются на основе природных или синтетических клеящих веществ. Природные клеи подразделяются на клеи животного, растительного и минерального происхождения. - Исходным продуктом для клеев животного происхождения являются: ткани, кости, кровь и молоко животных. Получают клеи: глютиновые, казеиновые, альбуминовые; - Исходным продуктом для растительных клеев являются: белок семян бобовых растений, крахмал, каучук, декстрин, природные смолы; - Минеральные клеи – силикатные, асфальтовые, битумные. Клеи бывают однокомпонентные, поставляемые в готовом виде, и многокомпонентные, которые приготавливаются в основном на месте потребления (эпоксидный клей). Следует отметить, что самое главное требование, которое предъявляется к клеям – это водостойкость. По этому показателю клеи делятся на водостойкие, повышенной водостойкости, ограниченно водостойкие и неводостойкие. Водостойкие клеи в основном синтетические, ограниченно водостойкие – казеиновые, неводостойкие – глютиновые. По реактивной способности клеи подразделяются: термореактивные (меламиновые, эпоксидные, резольные, полиуретановые, феноло-формальдегидные); термопластичные (шезуровый, костный); клеи расплавы (нитроцеллюлозные, поливинилхлоридные); дисперсионные. Синтетические термореактивные клеи - получают в результате реакций поликонденсации или полимеризации при высокой температуре (до 1000С). В деревообрабатывающй промышленности применяются клеи горячего склеивания (отвердение при t=1000С в течение 25-40с.) – карбамидо-формальдегидные КФ-Ж, КФ-Б. Для склеивания металлов и стеклопакетов применяют клеи горячего отверждения: ВК-32-ЭМ, Д-15, Д-24, Д-43. Широко применяются клеи холодного или теплого отверждения (60-800С), для склеивания древесины, полистирола, металлов, стекла, керамики применяют фенолполивинилацетатные клеи БФ-2, БФ-4, БФ-6. Для склеивания металлов, различных пластмасс в конструкциях, работающи при t до 2500С применяют фенолэпоксидные клеи марок ФЭ-10, ФР-10. Эпоксидные клеи ЭД-20, ЭД-22, ЭД-16, Э-40, К-160, К-176 – применяют для склеивания пластмасс, наклеивания деревянных и пластмассовых элементов на лакированные поверхности. Полиуретановые клеи марок ПУ-2, ПУ-2М, ПУ-УВ, ВК-5, ВК-11 применяются для склеивания стекла, керамики, древесины, металлов, различных полимерных материалов. Урок 15 Монтаж подшипников Для подготовки подшипников к монтажу предварительно проверяют надписи на упаковке и самих подшипниках. Распаковывают подшипники непосредственно перед началом работ с ними. Расконсервацию подшипников производят согласно действующей инструкции по хранению, расконсервации подшипников и их деталей и обращению с ними. Как правило, подшипники расконсервируют в горячем (80-90 °С) минеральном масле, тщательно промывают в 6-8%-ном растворе масла, в бензине или в горячих (75-85°С) антикоррозионных водных растворах, например, следующих составов (в %-тах): |
Последнее изменение этой страницы: 2019-03-22; Просмотров: 328; Нарушение авторского права страницы