Как правильно сгибать трубы

- Когда предусматривается работа с трубами, диаметр которых больше 10 сантиметров, то их нужно предварительно разогреть, чтобы металл был более податлив. Для этого выполняется процедура отжига. Обязательно нужно применять наполнитель (например, сухой мелкофракционный песок). Наполнитель не допустит появления вмятин, трещин и прочих деформаций тела трубы. В качестве заглушек подойдет глина или дерево.
- Если говорить о пробках, то при нагреве внутри тела трубы всегда появляются газы. И чтобы труба не разорвалась, рекомендуется заранее в заглушках проделать незначительные отверстия диаметром в 3−4 мм для выхода газов.
- Рекомендуемый радиус гибки труб равен значению диаметра элемента, умноженного на три.
- Прогревать трубу следует, ориентируясь на изгиб (это тот участок, который нужно деформировать и стать «мягче», а вот остальное тело трубы в прогреве не нуждается).
- Разогрев осуществляется с помощью газовой горелки или паяльной лампы. Металл должен приобрести в итоге бордово-красный оттенок. В случае перегрева элемент охлаждают водой.
- Когда работа осуществляется на трубе со швом, нужно контролировать, чтобы он отсутствовал на участке, подверженном изгибу. Оптимальный вариант — когда стык размещен выше.
- Чтобы из трубы вытащить наполнитель, снимите заглушки, простучите по трубе и высыпьте песок.
- Изделие в готовом виде нужно зачистить от появившихся накалин, чтобы оно имело привлекательный вид.
- Если радиус трубы составляет максимум 4 см, то разогрев может и не потребоваться. В таком случае элемент следует зафиксировать в инструменте и выполнять все требуемые работы.
Урок 8 СВЕРЛЕНИЕ, ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ ОТВЕРСТИЙ.
Сверлением называют процесс образования отверстий в сплошном материале режущим инструментом — спиральным или перовым сверлом.
Отверстия сверлят вручную дрелью (рис. 21, а) и трещоткой (рис. 21,6), а также электрифицированным инструментом, но чаще всего на сверлильных станках с помощью сверл, переходных втулок, сверлильных патронов и зажимных устройств.
Переходные втулки (рис. 22, а) служат для закрепления в них режущего, инструмента (сверл, разверток, зенкеров) с коническим хвостовиком, когда этот хвостовик меньше конуса в шпинделе станка. Сверлильные патроны применяют для установки в шпинделе станка инструментов с цилиндрическим хвостовиком. Патроны бывают двухкулачковые, трехкулачковые (рис. 22,6) и быстросменные, позволяющие производить смену инструмента без остановки станка. Зажимным устройством закрепляют обрабатываемые заготовки и детали на столе станка. Наиболее удобным в работе зажимным устройством являются быстросменные машинные тиски (рис. 22, в) с рычажно-кулачковым зажимом, обеспечивающие надежное удержание и быструю смену обрабатываемых деталей.
Сверление — наиболее ответственная слесарная операция, выполняемая чаще всего на заключительной стадии обработки детали, поэтому малейшее отступление от заданных размеров нарушение порядка выполнения операции сверления, использование неисправного или несоответствующего режущего инструмента, а также неправильное и непрочное закрепление обрабатываемой детали на столе станка приводят неизбежно к браку" детали или поломке инструмента.
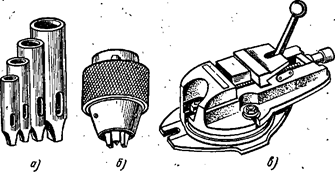
Рис. 22. Приспособления для станочного сверления:
а - переходные втулки, б - трёхкулачковый патрон, в - быстросменные машинные тиски с рычажно-кулачковым зажимом для закрепления обрабатываемой детали на столе сверлильного станка

21. Приемы ручного сверления:
а — дрелью со спиральным сверлом, б — трещоткой с перовым сверлом
При сверлении необходимо соблюдать следующие основные правила:
обрабатываемую деталь следует правильно и прочно закреплять на столе станка;
размер сверла должен соответствовать требуемому размеру отверстия;
сверло требуется направлять точно по оси - просверливаемого отверстия;
охлаждающую жидкость надо непрерывно подавать на — сверло;
к концу сверления сквозных отверстий нажим сверла на деталь должен быть уменьшен во избежание продавливания остающегося непросверленным слоя металла под сверлом;
во время сверления нужно постоянно следить за правильным течением процесса сверлениями принимать соответствующие меры при перекосе или зажимании сверла в просверливаемом отверстии, проворачивании сверла в патроне или переходной втулке, ослаблении прочности крепления обрабатываемой детали в зажимном устройстве, а также при появлении других нарушений, приводящих к поломке инструмента или браку обрабатываемой детали.
Зенкерование — слесарная операция обработки входной или выходной части отверстия специальным инструментом — зенкером с целью удаления заусенцев, снятия фасок или образования углублений под потайные головки шурупов, винтов и заклепок. Если необходимо придать более точную цилиндрическую форму отверстиям в деталях, полученных литьем или штамповкой, применяют операцию зенкования отверстия с помощью зенковки.
Отверстия, к который предъявляются повышенные требования в отношении точности и класса шероховатости поверхности, обрабатывают развертыванием — операцией, выполняемой при помощи развертки. Развертывание — это процесс чистовой обработки отверстия, обеспечивающей точность 7 — 9 квалитетов, шероховатость поверхности — 7 —8 классов.
Операцию развертывания отверстия выполняют в следующем порядке: проверяют величину оставленного припуска на развертывание, который не должен превышать установленного; выбирают соответствующую развертываемому отверстию исправную (без выщербин и забоин на режущей части) развертку; устанавливают развертку на отверстии и проверяют (по угольнику) ее перпендикулярность оси отверстия; запускают станок и вращающуюся развертку плавно подают в развертываемое отверстие.
При выполнении операции развертывания отверстий в стальных и чугунных деталях развертку смазывают трансформаторным или машинным маслом, в алюминиевых деталях — смесью. технического скипидара с керосином, в медных — эмульсией. Отверстия в латунных деталях разрешается развертывать без смазки — «всухую».
Урок 9
|
