
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Критерии работоспособности и расчета деталей машин.Стр 1 из 5Следующая ⇒
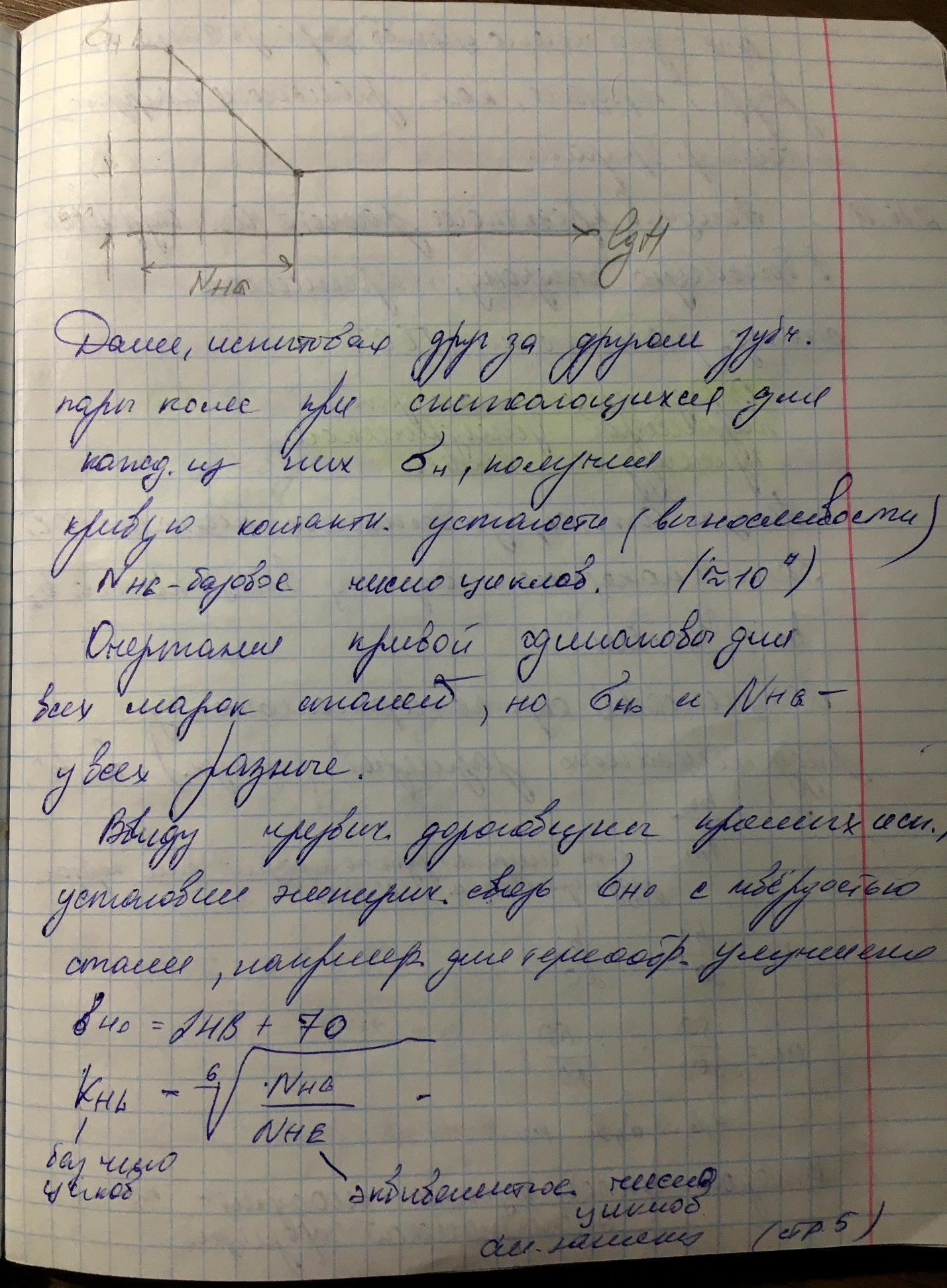
Выбор материалов и термообработка зубчатых колёс. Выбор материалов зубчатых колес зависит от назначения передачи и условий ее работы. Наибольшее применение находят стальные зубчатые колеса из термически обрабатываемых сталей. Реже применяют колеса чугунные и пластмассовые. Чугунные зубчатые колеса дешевле стальных, их используют в малонагруженных открытых передачах. Они имеют малую склонность к заеданию, но не выдерживают ударных нагрузок. Пластмассовые зубчатые колеса имеют низкую прочность и сравнительно высокую стоимость. В силовых передачах их не применяют. В зависимости от твердости поверхности зубьев после термообработки стальные зубчатые колеса можно условно разделить на две группы. Первая группа - зубчатые колеса с твердостью поверхности зубьев H≤350 HB. Материалами для колес этой группы служат углеродистые стали 40, 45, легированные стали 40Х, 45Х, 40ХН и др. Способы термообработки для получения колес этой группы – нормализация (закалка с высоким отпуском) и улучшение (нагревание с охлаждением на воздухе). Термообработку проводят до нарезания зубьев. Твердость сердцевины зуба и его рабочей поверхности одинаковы. Колеса этой группы хорошо прирабатываются и не подвержены хрупкому разрушению. Вторая группа - зубчатые колеса с твердостью поверхности зубьев H>350 HB. Используется следующая технология получения колес этой группы. Зубья нарезают до термообработки. Искажение формы зубьев, возникшее в результате термообработки, исправляют шлифованием или обкаткой со специальными пастами. Наибольшее применение находят следующие способы термической или химико-термической обработки для получения колес этой группы. Объемная закалка – наиболее простой способ получения высокой твердости зубьев. Зуб прокаливается по всему объему и не сохраняет вязкую сердцевину. Применяют в основном для малоответственных передач. Остальные способы получения колес этой группы обеспечивают высокую твердость поверхности зуба при сохранении вязкой сердцевины. Поверхностная закалка ТВЧ (токами высокой частоты) или пламенем ацетиленовой горелки обеспечивает поверхностную твердость 48…55 HRCэ. Цементация – насыщение углеродом поверхностного слоя с последующей закалкой. Закалка после цементации приводит к короблению зуба, и потому требуются отделочные операции. Азотирование – насыщение азотом поверхностного слоя. Обеспечивает особо высокую твердость (до 70 HRCэ) и износостойкость поверхностных слоев. Зубья после азотирования не подвергают закалке, имеют незначительное искажение формы и не требуют дополнительных доводочных операций. Основным недостатком азотируемых колес является малая толщина упрочненного слоя 0,2…0,6 мм, не позволяющая применять их при ударных нагрузках и при работе с абразивным изнашиванием, из-за опасности истирания упрочненного слоя и быстрого выхода передачи из строя. Нитроцементация – одновременное насыщение поверхностного слоя углеродом и азотом с последующей закалкой. Искажения зубьев существенно меньше, чем при цементации, не требуются дополнительные доводочные операции. Методы нарезания зубчатых колёс. 1. Обкатка 2. Копирование метод обката может производиться с помощью инструментальной рейки (гребёнки) на зубострогальном станке; долбяком на зубодолбёжном станке или червячной фрезой на зубофрезерном станке. Этот метод высокопроизводителен и применяется в массовом и крупносерийном производстве.
Рисунок 1 - как делать
Рисунок 2 - какие- то важные формулы для делительной окружности При нарезании этим методом, профиль получится автоматически. Долбяк- зубчатое колесо на зубьях которого сформированы режущие кромки
Рисунок 3 – добяк Копирования впадина зубчатого колеса формируется дисковыми или пальцевыми фрезами, профиль которых соответствует профилю впадины. Метод не точен и малопроизводителен. Так как у каждого числа зуба своя форма, а фрезы выпускают по диапазонам.
Основная теорема зацепления
Очевидно что из постоянства передаточного числа, нормаль nn должна сохранять постоянное положение, а точка С при обкате сопряженных профилей, должна двигаться вдоль общей нормали.
Силы в червячных передачах. Геометрическая картина зацепления в червячной передаче аналогична зацеплению эвольвентного зубчатого колеса с зубчатой рейкой. Силовые факторы на червяке обозначаются индексом 1, на червячном колесе – 2. Вращающий момент Окружные силы на червяке и червячном колесе:
где
Так как окружная сила на червяке равна по величине и противоположно направлена осевой силе на червячном колесе, то:
Осевая сила на червяке Угол трения
Так как
Радиальные силы на червяке и червячном колесе: где Критерии работоспособности и расчета деталей машин. К основным критериям работоспособности деталей машин относят прочность, жесткость, износостойкость, к дополнительным - теплостойкость, виброустойчивость и др. Прочность - способность детали воспринимать приложенные нагрузки без разрушения или возникновения пластических деформаций. Чаще всего прочность является главным критерием работоспособности большинства деталей. Основной метод расчета деталей на прочность - это расчет по допускаемым напряжениям. Согласно этому методу условия прочности при статическом нагружении имеют вид: Или где s, t - нормальные и касательные напряжения в опасных сечениях, найденные по одной из гипотез прочности; [s], [t] - допускаемые напряжения при статических нагрузках; ns, nt - действительные (расчетные) коэффициенты запаса прочности; [ns], [nt] - допускаемые (требуемые, заданные или нормативные) коэффициенты запаса прочности для рассчитываемой детали. Расчёты на прочность дают возможность определить размеры и формы деталей, выдерживающих заданную нагрузку, при наименьших затратах материала. Для выбора допускаемых напряжений и коэффициентов запаса прочности используют два метода: табличный и дифференциальный. Табличный метод заключается в выборе искомых величин допускаемых напряжений и коэффициентов запаса прочности по специальным таблицам, составленным научно-исследовательскими институтами и организациями, проектирующими машины и приведенным в справочной литературе. Дифференциальный метод (применяется реже) заключается в определении искомых величин по формулам, учитывающим различные факторы, влияющие на прочность рассчитываемой детали. Необходимо отметить, что зачастую детали машин имеют сложную форму, работают в различных условиях и не всегда возможно получить точную формулу для их расчета. Поэтому часто при расчете деталей машин применяют различные приближенные и эмпирические формулы, в которые входят поправочные коэффициенты, устанавливаемые из опытов и подтвержденные практикой конструирования и эксплуатации. Жесткость - способность детали сопротивляться изменению формы и размеров под действием приложенных нагрузок. Расчет на жесткость предусматривает ограничение упругих перемещений деталей в пределах, допускаемых для конкретных условий работы. Иногда решающим является не критерий прочности, а критерий жесткости, т.к. он задает большие размеры деталей. Обычно рассматривают продольную, крутильную и контактную жесткость. Требования к жесткости деталей машин определяют следующие условия: • прочность детали при неустойчивом равновесии, а также при ударных нагрузках; • работоспособность детали совместно с сопряженными деталями; • динамическая устойчивость; • технологические условия; • удовлетворительная работа машины в целом.
Износостойкость - способность детали сохранять необходимые размеры трущихся поверхностей в течение заданного срока службы. Большое количество деталей машин выходит из строя вследствие износа. Следует стремиться назначить размеры деталей с учетом того, чтобы изнашиваемая деталь проработала заданный срок службы. Ограничение срока службы наступает: • из-за потери точности; • снижения КПД; • снижения прочности; • возрастания шума при работе; • полного истирания детали. Изнашивание - процесс разрушения поверхностных слоев при трении, зависящий от величины давления деталей друг на друга, скорости скольжения, коэффициента трения, шероховатости поверхностей и других факторов. Существуют различные виды изнашивания: усталостное, абразивное, коррозионно-механическое и др. Механическое изнашивание – срезание и пластическое деформирование микронеровностей при относительном перемещении сопряженных поверхностей, объемное пластическое деформирование, повреждение поверхностей абразивными частицами, повреждение в результате развития усталостных трещин и др. Молекулярно-механическое изнашивание. При больших значениях sн в результате разрушения оксидных пленок и пластического деформирования отдельные участки сопряженных поверхностей вступают в контакт, при котором происходит молекулярное сцепление, называемое схватыванием. При дальнейшем перемещении происходит разрушение «мест соединения». Этот процесс называется заеданием. Опасной формой заедания является задир, когда поверхность повреждается в виде борозд глубиной 100-200 мкм. Коррозионно-механическое изнашивание происходит в результате изнашивания коррозионных пленок под воздействием нормальных сил и сил трения. В результате появляются «вторичные» пленки, которые тоже изнашиваются. Это изнашивание окислительное. Изнашивание возникающее при очень малых относительных перемещениях сопряженных поверхностей, обусловленное деформациями и люфтами называется фреттинг-коррозией. Изнашивание деталей можно уменьшить выбором материалов, путем их химико-термической обработки, другими упрочняющими методами, соблюдением режима смазывания деталей. Теплостойкость- способность деталей нормально работать в заданном температурном режиме в пределах установленного срока службы. Работа большинства машин связана с повышенными режимами или тепловыделением при преодолении сил трения между отдельными деталями. В результате возникает ряд вредных явлений в работающей машине: • уменьшается несущая способность детали вследствие снижения механических характеристик материала при повышении температуры; • уменьшается защитная способность масляного слоя; • изменяются рабочие зазоры в подвижных соединениях; • изменяются свойства трущихся поверхностей; • понижается точность машины
Виброустойчивость - способность конструкции работать в нужном режиме без недопустимых колебаний, близких к области резонансов. Этот критерий обусловливает способность конструкции работать в необходимом диапазоне режимов без недопустимых колебаний и вибраций. Вибрации вызывают дополнительные переменные напряжения и приводят к усталостному разрушению. Виброустойчивость рассматривает: • вынужденные колебания; • автоколебания (самовозбуждающиеся); • возникновение шума при работе машины.
При расчете по рассмотренным критериям искусство конструктора состоит в том, чтобы найти наиболее рациональный вариант исполнения детали, узла, машины, при котором достигается самый высокий технико-экономический эффект при уже заданных материальных затратах.
|
|||||||||||
Последнее изменение этой страницы: 2019-03-22; Просмотров: 99; Нарушение авторского права страницы




 Общая нормаль к сопряженным профилям в точке их касания делит межосевое расстояние в соотношении, обратно пропорциональным угловым скоростям.
Общая нормаль к сопряженным профилям в точке их касания делит межосевое расстояние в соотношении, обратно пропорциональным угловым скоростям.


 на червяке создает в точке контакта на витке червяка (и, соответственно, на зубе червячного колеса) нормальную силу
на червяке создает в точке контакта на витке червяка (и, соответственно, на зубе червячного колеса) нормальную силу  , радиальную
, радиальную  и осевую
и осевую  .
.

 ,
,  – делительный диаметр червяка.
– делительный диаметр червяка.
 и окружная сила
и окружная сила  на червячном колесе :
на червячном колесе : 
 в червячных передачах обычно незначителен (
в червячных передачах обычно незначителен (  ), при определении сил им пренебрегают. Поэтому:
), при определении сил им пренебрегают. Поэтому:
 , то:
, то: 


 – угол зацепления;
– угол зацепления; 
 и
и  ;
; 
 и
и  ,
,  ;
;  ;
;  22
22