
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Результаты теплового расчета котла БКЗ-420-140 НГМ
Результаты теплового расчета котлоагрегата представлены в таблице 7.21. Таблица 7.21
8. Эспециальный вопрос: модернизация цнд турбины пт-60/80-130/13, с целью повышения эффективности лабиринтовых уплотнений Конструкция лабиринтового уплотнения оказывает существенное влияние на обеспечение высокой экономичности турбин в межремонтный период. На рис. 8.1 (а, б) приведены, для примера, варианты конструктивного исполнения надбандажных лабиринтовых уплотнений паровых турбин, а на рис. 8.2 (в), их расходные характеристики.
Рис 8.1. Радиальные (а) и осе-радиальные (б) лабиринтовые надбандажные уплотнения и их расходные характеристики (в) Для лабиринтного надбандажного уплотнения расходные характеристики штриховая линия на рис. 8.1 (в) прямо-пропорционально зависят от величины радиального зазора ( Осе-радиальные уплотнения имеют ряд преимуществ, в частности, они уменьшают вероятность радиальных задеваний ротора о статор, увеличенный объём камеры уплотнений снижает неравномерность давления по окружности, что уменьшает силы, вызывающие НЧВ. Данные уплотнения внедрены на всех турбинах мощностью 800 МВт, турбине К-1200-240-3, и по результатам опыта эксплуатации подтвердили свою высокую эффективность и могут быть рекомендованы для широкого внедрения на ТЭС, Разработаны технические решения по модернизации проточных частей паровых турбин и большой мощности с надбандаженными рабочими лопатками путем уменьшения периферийных зазоров за счет использования сотовых уплотнительных сегментов (см.рис.8.2)
Рис 8.2. Сотовый уплотнительный сегмент Применение сотовых уплотнительных сегментов является одним из эффективных методов совершенствования аэродинамики проточных частей паровых турбин, в результате чего обеспечивается повышение экономичности за счет снижения протечки рабочего тела в периферийном зазоре над рабочими лопатками и надежности работы за счет исключения повреждения профильной части рабочих лопаток в случае задевания их вершин о сотовые сегменты. В настоящее время разработана принципиально-новая конструкция сотовых уплотнительных сегментов, характеризующихся простотой и технологичностью изготовления и имеющих оптимальные, применительно к паровым турбинам, размеры ячеек сквозной сотовой структуры. Основным преимуществом предлагаемой конструкции сотовых уплотнительных сегментов является меньшая жесткость как по сравнению с традиционно-применяемыми конструкциями уплотнений, так и по сравнению с альтернативными вариантами исполнения сотовых уплотнительных сегментов. Уплотнительные сегменты собраны из уплотнительных пластин толщиной 0,2-0,3 мм и скрепляющей рамки. Рамки одновременно служат для направления сотового уплотнительного сегмента в пазу козырька. Габариты сотовых уплотнительных сегментов и их количество определяются наружным диаметром ступени. При этом в сегменте отсутствует кривизна пластин и ребер, а отклонение от цилиндричности (стрелка между хордой и дугой) составляет примерно 0,2 мм, что значительно меньше, чем допустимое отклонение величины радиального зазора. Готовые сотовые уплотнительные сегменты вставляются в паз уплотнительного кольца-козырька над рабочими лопатками (рис.8.2) кольцо-козырек изготавливается из двух или более секторов и прикрепляется к диафрагме или обойме. В районе разъема сотовые уплотнительные сегменты фиксируются с помощью стопорных пластин. Наличие сквозных ячеек позволяет использовать сотовые уплотнительные сегменты для интенсификации влагоудаления из периферийной зоны последних ступеней. Следствием этого будет уменьшение эрозионного износа рабочих лопаток. Выполнение АОО «НПО ЦКТИ» прочностные расчеты показали, что жесткость предлагаемого сотового уплотнительного сегмента во много раз ниже, чем жесткость торца профильной части рабочей лопатки. Поэтому в случае задевания рабочих лопаток об уплотнительный сегмент повреждения вершин рабочих лопаток исключается. По этой причине радиальный зазор над торцами рабочих лопаток может быть существенно уменьшен (например, с 3 до 2 мм) в зависимости от геометрии ступени-длины лопатки, периферийного диаметра, цилиндрического или конического обода. Расчет жесткости и прочности лопатки и сотового уплотнительного сегмента при задевании производился из условия их ударного взаимодействия с передачей большой энергии за очень ограниченный промежуток времени. Такая задача, строго говоря, трудно поддается расчету, однако можно оценить статическую жесткость и прочность лопатки и сотового сегмента при их взаимодействии. При этом принят ряд допущений: - взаимодействие является упругим; - взаимодействие допускает проскальзывание рабочей лопатки при некотором натяге деталей за счет их радиальных деформаций; - контакт является точечным в середине сотового сегмента и периферийного сечения лопатки; - контактируют один уплотнительный сегмент и одна рабочая лопатка. Была принята следующая схема взаимодействия. Лопатка сжимается, а уплотнительный элемент изгибается в радиальном направлении так, что сумма прогибов равняется натягу. При этом возникает радиальное усилие на обе детали, равное по величине и противоположное по направлению, а также силе трения, равная этому усилию, умноженному на коэффициент трения (принят 0,2) Далее рассматриваются деформации и напряжения в лопатке и сотовом уплотнительном элементе при совместном действии радиального и окружного усилий. Расчет был выполнен для варианта изготовления сот методом электропрожига, который по сравнению с другими технологическими вариантами исполнения сотовых сегментов, дает их наибольшую жесткость. Задача решена методом конечных элементов (программа «космос»). Сотовый уплотнительный сегмент описан как совокупность плоских стенок и основания. Для исследуемого варианта сотового уплотнительного сегмента толщина ребер принималась переменной по высоте – от 0,15 до 1,0 мм. В местах их пересечения они образуют жесткие узлы по всей высоте. Рабочая лопатка интерпретируется как закрученный стержень с переменными по высоте сечением. Для определения податливости задача сначала решалась отдельно для сотового уплотнительного сегмента и лопатки. Установлено, что в общей точке контакта (середина сотового уплотнительного сегмента и острие лопатки) радиальная податливость составляет 0,674 мм/т и 0,063 мм/т. Таким образом, лопатка более чем в 10 раз жестче сотового уплотнительного сегмента в радиальном напряжении. При решении совместной задачи (распределение натяга) прогибы делятся между сотовым уплотнительным сегментом и рабочей лопаткой пропорционально их податливостям. Если принять радиальный натяг 0,1 мм, то он раскладывается на радиальные прогибы 0,0915 мм сотового уплотнительного сегмента и 0,0085 мм у рабочей лопатки. При этом возникает радиальное усилие 136 кг∙с и сила трения 27 кг∙с в окружном направлении. Совокупность этих сил вызовет окружной прогиб 0,009 мм у сотового уплотнительного сегмента и 1,82 мм у рабочей лопатки. Соответствующие максимальные суммарные напряжения: - в СУС – 6976 кгс/ - в рабочей лопатке – 475 кгс/ - в промежуточном сечении рабочей лопатки – 810 кгс/ - периферийном сечении рабочей лопатки – 280 кгс/ Строго говоря, стержневая модель рабочей лопатки не совсем отражает реальную модель, т.к. при действии сосредоточенной силы на середину сечения лопатки работает только его часть. Приближенная оценка показала, что местные напряжения для периферийного сечения с учетом указанного фактора увеличиваются в 3-4 раза и могут составить около 1000-1200 кгс/ Полученные для СУС величины напряжений в несколько раз превосходят значения для острия рабочей лопатки и еще больше – для профильной части пера, поэтому при задеваниях в первую очередь будут разрушаться сотовая клетка СУС, а лишь затем – острие пера рабочей лопатки. Все изложенное, разумеется, утрачивает силу при больших задеваниях, ударах без возможности проскальзывания, взаимодействия одной рабочей лопатки со многими уплотнительными сегментами и т.д. Разработанная конструкция составного СУС имеет ребра постоянной по всей высоте толщины (0,2 мм). Ребра между собой жестко не соединены. Для данной конструкции СУС расчетная проверка прочности не выполнялась, т.к. вполне очевидно, что она имеет в несколько раз меньшую жесткость и прочность, чем вариант со сквозными ячейками изготовленными методом электропрожига с ребрами переменной толщины. Поэтому при возможных задеваниях рабочей лопатки о составной СУС, повреждения профильной части рабочих лопаток исключены. Эффективность сотовых уплотнений определялась путем сравнительных расчетов величин (потери мощности) через периферийный зазор ступеней для случая исходного (заводского) радиального зазора и для случая применения сотовых уплотнений. Расчет величины протечек через периферийный зазор над надбандажными рабочими лопатками снижение КПД и мощности вследствие этого выполняется по формуле:
где
Изменение КПД ступени из-за протечек в периферийном сечении рабочей лопатки определяли по формуле:
где a – корректирующий коэффициент, который учитывает взаимодействие основного потока с потоком протекающим через зазор;
Изменение мощности ступени из-за протечек в периферийном зазоре определялось по формуле:
где Расчет протечек через периферийный зазор над надбандажными рабочими лопатками с сопловыми уплотнениями производился из условий, при котором сотовое уплотнение рассматривалось как лабиринтовое уплотнение с числом камер, равным числу ячеек сотовой структуры в направлении вдоль оси турбины. Расчет расхода пара через такое уплотнение и соответствующее ему снижение мощности выполнены:
где
Коэффициент расхода (
где
В таблице 8.1 приведены результаты расчета потерь среды и связанных с этим потерь мощности в 28-30 ступенях турбины ПТ-80-130 ЛМЗ. Из таблицы видно, что применение сотовых уплотнений в 28-30 ступенях позволит уменьшить потери мощности на 224 кВт, что составит около 0,35-0,37% от мощности турбоагрегата. Экономический эффект от применения сотовых уплотнений образуется из двух составляющих: повышение эффективности работы ступеней за счет уменьшения протечек рабочего тела; организация оптимальной системы влагоудаления. Годовой экономический эффект от уменьшения протечек определялся по формуле:
где
Рабочие лопатки 28-30 ступеней турбины ПТ-80-130 работают в зоне влажного пара и для них чрезвычайно актуальным является организация оптимальной схемы влагоудаления из периферийной зоны последних ступеней. Наряду с этим создание сборных камер отсоса влаги над сотами, организация влагоудаляющих камер в козырьках приведет к уменьшению эрозионного износа рабочих лопаток. По оценкам срок службы последних ступеней могут быть увеличен, в среднем в 1,5 раза, т.е. с 8 до 12 лет. Расчет экономического эффекта от изменения срока службы при применении в ЧНД турбины ПТ-80-130 сотовых уплотнений производился по формуле:
где
Коэффициент
где
Исходя из приведенных значений
Совокупный годовой экономический эффект составит:
Сводная таблица результатов потерь через периферийный зазор 28-30 ступеней турбины ПТ-60-130 ЛМЗ представлены в таблице 8.1. Таблица 8.1
9. Экономический анализ проекта Важнейшим показателем, учитываемым при принятии решения о реализации проекта, является объем капитальных вложений. В состав капитальных вложений входят: затраты на строительно-монтажные работы; затраты на приобретение основных фондов (станки, машины, оборудование); затраты на НИОКР, проектно-изыскательские работы и т.д.; инвестиции в трудовые ресурсы; прочие затраты. Исходные данные 1. Расчетная денежная единица – тыс. руб. 2. Коэффициент пересчета (курсовая разница) – 30,8 руб./долл. 3. Интервал планирования, дней – 360. 4. Срок жизни проекта (количество интервалов планирования) – 12 лет. 5. Средние значения тарифов на отпускаемую электрическую и энергию (для ТЭЦ) – 1784 руб./тыс. и 504 руб./Гкал. 6. Средняя величина нормы амортизации, % от проектируемых полных капитальных вложений – 10%. 7. График освоения дополнительных (проектных) мощностей: 1-й год – 65 %; 2-й год – 35 %. 8. Налог на прибыль, % (по состоянию на текущий момент) – 20%.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-03-31; Просмотров: 476; Нарушение авторского права страницы






































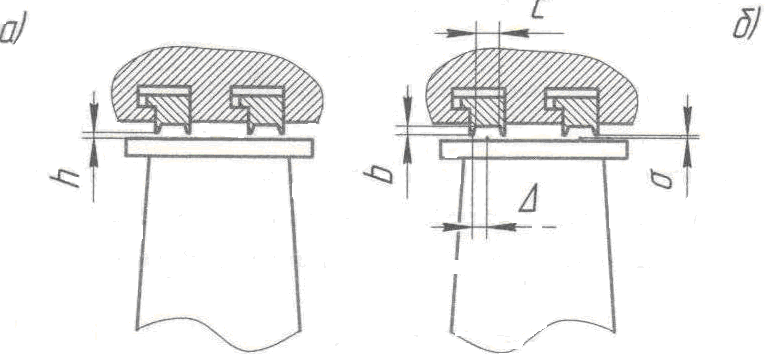
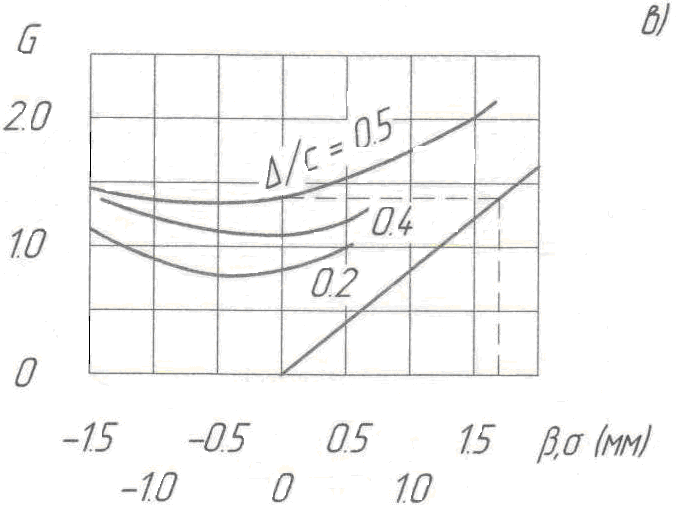
 ). На рис. 8.1 (б) показана схема осе-радиального уплотнения, у которого расходная характеристика зависит от геометрических характеристик самого уплотнения (
). На рис. 8.1 (б) показана схема осе-радиального уплотнения, у которого расходная характеристика зависит от геометрических характеристик самого уплотнения (  ) и величины перекрыши (
) и величины перекрыши (  ). При нулевой перекрыши (
). При нулевой перекрыши (  ) и (
) и (  ) расходная характеристика осе-радиального уплотнения эквивалентна расходной характеристике осевого уплотнения при радиальном зазоре
) расходная характеристика осе-радиального уплотнения эквивалентна расходной характеристике осевого уплотнения при радиальном зазоре  мм, а при отрицательных перекрышах (
мм, а при отрицательных перекрышах (  ) и (
) и (  ), (0,2;0,4) протечки через осе-радиальное уплотнение значительно меньше.
), (0,2;0,4) протечки через осе-радиальное уплотнение значительно меньше.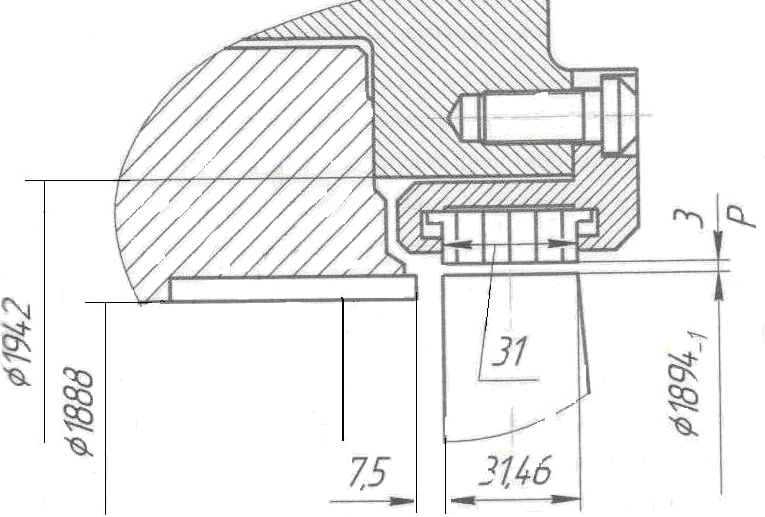
 , что соизмеримо с пределом прочности;
, что соизмеримо с пределом прочности; ,
, - расход через радиальный зазор, кг/сек;
- расход через радиальный зазор, кг/сек; - коэффициент расхода через зазор;
- коэффициент расхода через зазор; - площадь радиального зазора;
- площадь радиального зазора; - скорость соответствующая адиабатному перепаду, срабатываемому периферийным сечением рабочей лопатки, м/сек;
- скорость соответствующая адиабатному перепаду, срабатываемому периферийным сечением рабочей лопатки, м/сек; - степень реактивности периферийного сечения рабочей лопатки;
- степень реактивности периферийного сечения рабочей лопатки; - коэффициент расхода периферийного сечения направляющей лопатки;
- коэффициент расхода периферийного сечения направляющей лопатки; - угол выхода потока из периферийного сечения направляющего аппарата, град;
- угол выхода потока из периферийного сечения направляющего аппарата, град; - удельный объем пара в периферийном сечении за рабочими лопатками,
- удельный объем пара в периферийном сечении за рабочими лопатками,  .
. ,
, - радиальный зазор, мм;
- радиальный зазор, мм; - коэффициент, учитывающий соотношение проходных сечений сотовых уплотнений и рабочих лопаток;
- коэффициент, учитывающий соотношение проходных сечений сотовых уплотнений и рабочих лопаток; - высота сопловых лопаток, мм;
- высота сопловых лопаток, мм; - средний диаметр сопловых лопаток, мм;
- средний диаметр сопловых лопаток, мм; - окружной КПД ступени;
- окружной КПД ступени; ,
, - окружная скорость ступени, кВт;
- окружная скорость ступени, кВт; ,
, - коэффициент расхода через уплотнения:
- коэффициент расхода через уплотнения: - коэффициент, учитывающий влияние толщины уплотнения:
- коэффициент, учитывающий влияние толщины уплотнения: - поправочный коэффициент на число дросселей в уплотнении:
- поправочный коэффициент на число дросселей в уплотнении: - диаметр уплотнения, мм:
- диаметр уплотнения, мм: - статистические давления соответственно перед и за уплотнением,
- статистические давления соответственно перед и за уплотнением,  :
: - число камер.
- число камер. ,
, - высота сотового уплотнения, мм;
- высота сотового уплотнения, мм; - угол наклона уплотнительных элементов СУС (принят равный 90 град.)
- угол наклона уплотнительных элементов СУС (принят равный 90 град.)  ,
, - расчетное число часов работы турбины в год, час;
- расчетное число часов работы турбины в год, час; - повышение мощности модернизуемых ступеней, кВт;
- повышение мощности модернизуемых ступеней, кВт; - отпускная цена 1-го кВтч электроэнергии, руб. (0,68 руб/кВтч)
- отпускная цена 1-го кВтч электроэнергии, руб. (0,68 руб/кВтч) тыс.руб./год.
тыс.руб./год. ,
, - стоимость комплекта рабочих лопаток 28-30 ступеней (450 тыс. руб.);
- стоимость комплекта рабочих лопаток 28-30 ступеней (450 тыс. руб.); - коэффициент изменения срока службы.
- коэффициент изменения срока службы. определяется по формуле:
определяется по формуле: ,
, - срок службы до модернизации (8 лет);
- срок службы до модернизации (8 лет); - нормативный коэффициент эффективности (0,15);
- нормативный коэффициент эффективности (0,15); - срок службы лопаток после модернизации (12 лет).
- срок службы лопаток после модернизации (12 лет). .
. 
 тыс. руб.
тыс. руб. тыс. руб.
тыс. руб.














