|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Химический состав Стали 35Стр 1 из 5Следующая ⇒
Брянский Государственный технический университет УНТИ Кафедра “Металлообрабатывающие станки и инструменты” КУРСОВАЯ РАБОТА по дисциплине “Процессы формообразования и инструмент”
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА Всего __ листов
Руководитель: Левый Д.В. “___”______20011г. Студент гр. 08-ИСМП Селезнев Р.А. “___”_________2011г. Брянск 2011 Анализ детали «Штуцер»………………………………………… 1.1 Материал детали……………………………………………………….. 1.2 Анализ поверхностей деталей…………………………………… 2. Анализ базового технологического процесса……………………… 2.1. Базовый технологический процесс……………………………… 2.2 Критический анализ базового технологического процесса. ………… 3. Предлагаемый технологический процесс……………………………. 4. Определение типа производства……………………………………… 5. Обоснование выбора оборудования ……………………………….. 5.1. Обоснование выбора инструмента………………………………. 6. Расчет режимов резания …………………………………………….. 6.1 Расчет режимов резания для наружного точения ………………….. 6.2 Расчет режимов резания для сверления ………….. 6.3 Расчет режимов резания для развертывания……………………………….. 7. Выбор конструкции инструмента……………………………………….. 7.1 Расточной резец………………………………………………………… 7.2 Коническая развертка………………………………….. 7.3 Сверло спиральное с коническим хвостовиком……………… 7.4 Резец для нарезания наружней резьбы…………………………………….. 7.5 Резец для проточки зарезьбовой канавки………………………………….. 8. Проверочные расчеты инструмента…………………………………………. 8.1 Расточной резец ………………………………………………………… 8.2 Коническая развертка ………………………………………………… 8.3 Сверло спиральное с коническим хвостовиком…………………………. 8.4 Резец для нарезания наружней резьбы……………………………………. 8.5 Резец для проточки зарезьбовой канавки…………………………………. 9. Эксплуатация резцов…………………………………………………………. 10. Список литературы…………………………………………………………… Приложения……………………………………………………………
Материал детали Деталь штуцер изготавливается из стали 35 ГОСТ 1050-88. Химический состав Стали 35
Механические свойства Стали 35
Физические свойства материала 35 .
Технологические свойства материала 35.
Литейно-технологические свойства материала 35.
Деталь штуцер изготовлена из цельной заготовки, не имеет сварных соединений. Точность на наружной поверхности на всех длинах составляет ±0, 5мм. Точность на диаметральные размеры- Расчет режимов резания Точение, операция 010 D=16мм; l = 23 Глубина резания: t=1, 5 мм Общий припуск:
Чистовая обработка
где:
Скорость резания:
где: СV, x, y, m –коэффицент и показатели степеней приведены в табл. 17 [3, стр 270]; СV=350; x=0, 15; y=0, 35; m=0, 2
 [3, стр 263] [3, стр 263]
Тогда: Т– период стойкости инструмента, Т = 60мин
Сила резания:
где: СP и показатели степени х, у, n для конкретных условий обработки для каждой из составляющей силы приведены в табл. 22 [3, стр.274] СP= 300; x = 1; y = 0, 75; n =0
тогда:
5. Частота вращения шпинделя:
Из ряда ЧВШ станка принимаем:
тогда фактическая скорость:
6.Мощность резания: PЭ Рдв·η где: PЭ – эффективная мощность при обработки,

Pдв – мощность электродвигателя станка, Pдв = 3.8кВт
Черновая обработка
где:
Скорость резания:
где: СV, x, y, m –коэффицент и показатели степеней приведены в табл. 17 [3, стр 270]; СV=292; x=0, 15; y=0, 4; m=0, 2
 [3, стр 263] [3, стр 263]
Тогда: Т– период стойкости инструмента, Т = 90мин
Сила резания:
где: СP и показатели степени х, у, n для конкретных условий обработки для каждой из составляющей силы приведены в табл. 22 [3, стр.274] СP= 300; x = 1; y = 0, 75; n =0
тогда:
5. Частота вращения шпинделя:
Из ряда ЧВШ станка принимаем:
тогда фактическая скорость:
6.Мощность резания: PЭ Рдв·η где: PЭ – эффективная мощность при обработки,
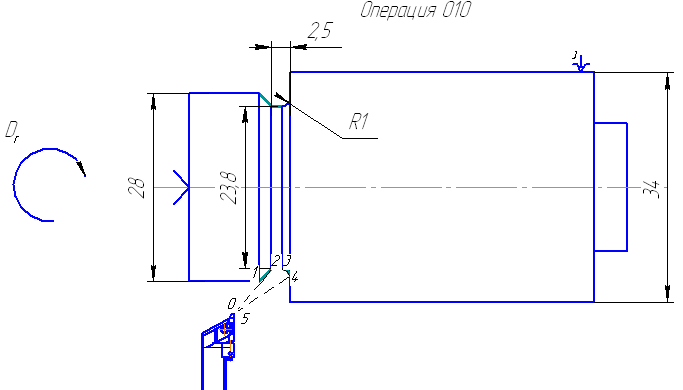
Точение, операция 030 t=3 мм
где:
Скорость резания:
где: СV, x, y, m –коэффицент и показатели степеней приведены в табл. 17 [3, стр 270]; СV=47; y=0, 8; m=0, 2
Тогда: Т– период стойкости инструмента, Т = 90мин
Сила резания:
Из ряда ЧВШ станка принимаем:
тогда фактическая скорость:
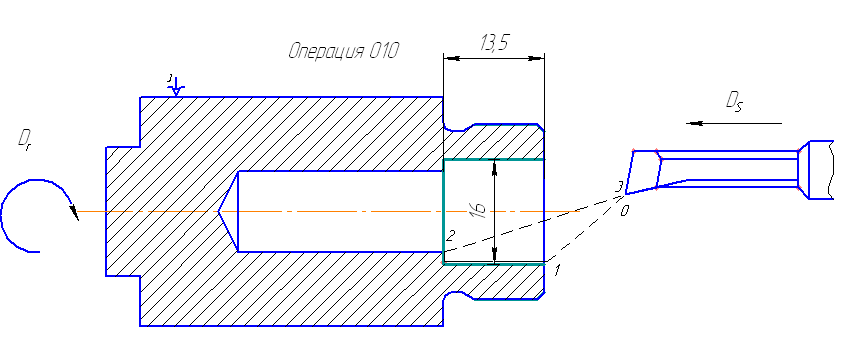
Растачивание, операция 010 D=16мм; l = 13.5 Глубина резания: t=2 мм Общий припуск:
Чистовая обработка
где:
Скорость резания:
где: СV, x, y, m –коэффицент и показатели степеней приведены в табл. 17
СV=300; x=0, 15; y=0, 4; m=0, 2
Тогда: Т– период стойкости инструмента, Т = 90мин
Сила резания:
где: СP и показатели степени х, у, n для конкретных условий обработки для каждой из составляющей силы приведены в табл. 22 [3, стр.274] СP= 115; x = 1; y = 0, 75; n =0
тогда:
5. Частота вращения шпинделя:
Из ряда ЧВШ станка принимаем:
6.Мощность резания: PЭ Рдв·η где: PЭ – эффективная мощность при обработки,
Pдв – мощность электродвигателя станка, Pдв = 0.8кВт
Черновая обработка
где:
Скорость резания:
где: СV, x, y, m –коэффицент и показатели степеней приведены в табл. 17 [3, стр 270]; СV=292; x=0, 15; y=0, 4; m=0, 2

Тогда: Т– период стойкости инструмента, Т = 90мин
Сила резания:
где: СP и показатели степени х, у, n для конкретных условий обработки для каждой из составляющей силы приведены в табл. 22 [3, стр.274] СP= 300; x = 1; y = 0, 75; n =0
тогда:
5. Частота вращения шпинделя:
Из ряда ЧВШ станка принимаем:
тогда фактическая скорость:
6.Мощность резания:
где: PЭ – эффективная мощность при обработки,
Pдв – мощность электродвигателя станка, Pдв = 22кВт
Расточной резец.
Сечение державки принимаем круглым т.к. в случае сечения квадратного или прямоугольного сечения краями могут касаться детали. Рассчитываем размеры сечения державки по формуле:
Где: lР – вылет резца, принимаем lР=30 т.к. длина обрабытываемой детали 13.5мм
Принимаем d =8мм, он минимальный у данного резца. Изгибающий момент определяем по формуле:
Определяем длину резца:
Где lУ – длина установки резца в резцедержатель, для базирующих призм, установленных на станке 16А30Ф3С39 принимаем lУ = 110мм Для заданной внутренней поверхности принимаем расточной резец ГОСТ 18063-72 тип 3.

Выбираем режущую пластину из материала ВК6 ГОСТ 19048 – 80. Коническая развертка.
Сверло спиральное С коническим хвостовиком
Сверло изготавливаем длинной 182 мм.

Резьбовой резец
Сечение державки принимаем квадратным. Рассчитываем размеры сечения державки по формуле:
Где [σ и] =130МПа – допускаемое значение изгибающих моментов в державках резцов из Стали 45.
Принимаем h=25мм и b=25мм Определяем вылет резца:
Изгибающий момент определяем по формуле:
Определяем длину резца:
Для заданной наружной поверхности для чистовой обработки выбираем резьбовой резец. Обозначение пластины П45.03Л.012
Резец Для проточки Зарезьбовой канавки Сечение державки принимаем квадратным. Рассчитываем размеры сечения державки по формуле:
Где [σ и] =130МПа – допускаемое значение изгибающих моментов в державках резцов из Стали 45.
 мм мм
Принимаем h=25мм и b=25мм Определяем вылет резца:
Изгибающий момент определяем по формуле:
Определяем длину резца:
Где lУ – длина установки резца в резцедержатель, для базирующих призм установленных на станке 16А20С39Ф3 принимаем lУ = 110мм Для заданной наружной поверхности для чистовой обработки выбираем резьбовой резец. Обозначение пластины П39.03Л.011
Расточной резец
Проверочный расчет корпуса на жесткость. Стрела прогиба не должна превышать при чистовой обработки 0, 02.
Где: E = 220 – 250ГПа модуль упругости материала корпуса, I – момент инерции державки, равный 0, 05d4 для круглого сечения, I=0, 05·264=22849 Получаем:
Условие выполняется т.к. стрела прогиба не превышает 0, 02мм
Сверло спиральное С коническим хвостовиком Проверочный сверла на жесткость. Стрела прогиба не должна превышать при чистовой обработки 0, 02.
I – момент инерции, равный d4/12, I=124/12=1728 Получаем:
Условие выполняется Резец Для проточки Зарезьбовой канавки
Проверочный расчет корпуса на жесткость. Стрела прогиба не должна превышать при чистовой обработки 0, 02.
Где: E = 220 – 250ГПа модуль упругости материала корпуса, I – момент инерции державки, равный b4/12 для квадратного сечения, I=254/12=32552 Получаем:
Условие выполняется т.к. стрела прогиба не превышает 0, 02мм Проверка на прочность пластины:

Сечение державки 25мм, Условие выполняется Проверка на жесткость пластины:
I – момент инерции пластины, равный b4/12 для квадратного сечения, I=54/12=52 lП – длина вылета пластины, lП = 10мм Е =633гПа, модуль упругости пластины,
Условие выполняется т.к. стрела прогиба не превышает 0, 02мм Резьбовой резец Проверочный расчет корпуса на жесткость. Стрела прогиба не должна превышать при чистовой обработки 0, 02.
I – момент инерции державки, равный b4/12 для квадратного сечения, I=254/12=32552 Получаем:
Условие выполняется
Эксплуатация резцов
Основные правила эксплуатации металлорежущих твердосплавных резцов Для обеспечения нормальной эксплуатации твердосплавного инструмента необходимо соблюдать следующие правила. 1. На станке обрабатываемая деталь должна быть жестко закреплена, а установка ее - выверена. 2. Резцы нужно устанавливать точно по оси центров при обточке чугуна, бронзы и латуни, а также при расточке всех материалов и выше оси центров на 1-2мм при обточке стали. 3. При установке резца стремиться к тому, чтобы его вылет из резцедержателя не превышал высоты резца.
5. Не останавливать и не пускать станок, если резец находится под нагрузкой. 6. Подводить резец к детали только при ее вращении, врезание производить плавно и механическую подачу включать только после того, как резец окончательно врезался в деталь. 7. Охлаждающая жидкость должна подаваться на резец обильной и непрерывной струей не менее чем 12-15 л/мин. Если на станке нельзя обеспечить такого количества охлажадющей жидкости, лучше работать без охлаждения. 8. Не работать затупившимся резцом, так как при дальнейшем его использовании интенсивность износа возрастает. 9. При возникновении вибраций необходимо прекратить работу и принять меры для их устранения: изменить режим резания, проверить прочность крепления детали и резца и т.д. Список литературы
2. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с ЧПУ часть 2: Москва 1990г. 3. Справочник технолога - машиностроителя: Т.2./под редакцией А.Г. Косиловой - М.: Машиностроение, 1986. 4. Смазочно-охлаждающие технологические средства для обработки металла резания: Справочник, под ред. С.Т. Энтелиса; Москва. Машиностроение 1986г 5. Справочник инструментальщика: под ред. И.А. Одинарцев, Г.В. Филиппов и др.; Москва Машиностроение 1987г 6. Режущий инструмент. Курсовое и дипломное проектирование.: под ред. Е. Э. Фельдштейн; Минск 2002г 7. Режущий инструмент: учебник для вузов/ под ред. С.В. Кирсанова; Москва, Машиностроение 2005г
Приложения Брянский Государственный технический университет УНТИ Кафедра “Металлообрабатывающие станки и инструменты” КУРСОВАЯ РАБОТА по дисциплине “Процессы формообразования и инструмент”
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА Всего __ листов
Руководитель: Левый Д.В. “___”______20011г. Студент гр. 08-ИСМП Селезнев Р.А. “___”_________2011г. Брянск 2011 Анализ детали «Штуцер»………………………………………… 1.1 Материал детали……………………………………………………….. 1.2 Анализ поверхностей деталей…………………………………… 2. Анализ базового технологического процесса……………………… 2.1. Базовый технологический процесс……………………………… 2.2 Критический анализ базового технологического процесса. ………… 3. Предлагаемый технологический процесс……………………………. 4. Определение типа производства……………………………………… 5. Обоснование выбора оборудования ……………………………….. 5.1. Обоснование выбора инструмента………………………………. 6. Расчет режимов резания …………………………………………….. 6.1 Расчет режимов резания для наружного точения ………………….. 6.2 Расчет режимов резания для сверления ………….. 6.3 Расчет режимов резания для развертывания……………………………….. 7. Выбор конструкции инструмента……………………………………….. 7.1 Расточной резец………………………………………………………… 7.2 Коническая развертка………………………………….. 7.3 Сверло спиральное с коническим хвостовиком……………… 7.4 Резец для нарезания наружней резьбы…………………………………….. 7.5 Резец для проточки зарезьбовой канавки………………………………….. 8. Проверочные расчеты инструмента…………………………………………. 8.1 Расточной резец ………………………………………………………… 8.2 Коническая развертка ………………………………………………… 8.3 Сверло спиральное с коническим хвостовиком…………………………. 8.4 Резец для нарезания наружней резьбы……………………………………. 8.5 Резец для проточки зарезьбовой канавки…………………………………. 9. Эксплуатация резцов…………………………………………………………. 10. Список литературы…………………………………………………………… Приложения……………………………………………………………
Материал детали Деталь штуцер изготавливается из стали 35 ГОСТ 1050-88. Химический состав Стали 35
Механические свойства Стали 35
Физические свойства материала 35 .
Технологические свойства материала 35.
Литейно-технологические свойства материала 35.
|
Последнее изменение этой страницы: 2019-04-09; Просмотров: 340; Нарушение авторского права страницы

 ;
;  - табличное значение подачи,
- табличное значение подачи,  [2, стр 46.]
[2, стр 46.] [2, стр.48]
[2, стр.48] [2, стр.48]
[2, стр.48] - поправочный коэффициент в зависимости от радиуса вершины резца, тогда
- поправочный коэффициент в зависимости от радиуса вершины резца, тогда  =0, 85 [2, стр.49]
=0, 85 [2, стр.49] - поправочный коэффициент в зависимости от квалитета точности IT7, тогда
- поправочный коэффициент в зависимости от квалитета точности IT7, тогда  [2, стр.43]
[2, стр.43] [2, стр.49]
[2, стр.49] мм/об
мм/об [3, стр 265]
[3, стр 265] - общий поправочный коэффициент на скорость
- общий поправочный коэффициент на скорость [3, стр 263]
[3, стр 263]
 м/мин
м/мин [3, стр.271]
[3, стр.271] - поправочный коэффициент, [3, стр.271]
- поправочный коэффициент, [3, стр.271]
 [3, стр.265]
[3, стр.265] [3, стр.275]
[3, стр.275]
 Н
Н

 м/мин
м/мин
 [2, стр 46.]
[2, стр 46.] [2, стр.48]
[2, стр.48] мм/об
мм/об [3, стр 265]
[3, стр 265] [3, стр 263]
[3, стр 263]
 м/мин
м/мин Н
Н
 м/мин
м/мин

 [2, стр 46.]
[2, стр 46.] мм/об
мм/об [3, стр 265]
[3, стр 265]
 [3, стр 263]
[3, стр 263] [3, стр 263]
[3, стр 263]
 м/мин
м/мин

 м/мин
м/мин

 мм/об
мм/об м/мин
м/мин Н
Н

 м/мин
м/мин



 м/мин
м/мин

 [6, стр 69]
[6, стр 69]















 значение изгибающих моментов в пластине [7, стр. 518]
значение изгибающих моментов в пластине [7, стр. 518]