|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
МАШИННЕ ФОРМУВАННЯ І ВИГОТОВЛЕННЯ СТРИЖНІВСтр 1 из 25Следующая ⇒
МАШИННЕ ФОРМУВАННЯ І ВИГОТОВЛЕННЯ СТРИЖНІВ Розділ 3.3 ТЕХНОЛОГІЯ ВИГОТОВЛЕННЯ ВИЛИВКІВ Однією з важливих передумов отримання високоякісних виливків є добрі ливарні властивості сплавів. Ливарні властивості сплавів До ливарних властивостей сплавів належать рідкоплинність, усадка, схильність до ліквації та вбирання газів. Рідкоплинністю називають здатність розплавленого металу добре наповнювати порожнину ливарної форми й точно відтворювати виливком конфігурацію цієї порожнини. Рідкоплинність залежить від температури й хімічного складу сплаву виливка. Зі зростанням температури рідкоплинність підвищується. Фосфор, кремній і вуглець поліпшують рідкоплинність сталі, а сірка й неметалеві вкраплення погіршують її. Залежно від рідко-плинності того чи іншого сплаву вибирають мінімальну товщину стінок виливка. Усадка — це зменшення розмірів виливка під час охолодження від температури заливання аж до кімнатної. На її значення впливають хімічний склад і температура заливання металу в форму. З підвищенням температури заливання усадка зростає. Розрізняють лінійну та об'ємну усадку. Лінійна усадка чавунів з пластинчастим графітом становить 1, 0... 1, 3 % [30], сплавів алюмінію — 1, 0... 1, 4 % [26, с. 37, 38], сплавів магнію — 1, 1...1, 3 %, сталі — - 2 %. Лінійну усадку враховують, призначаючи розміри моделей і стрижневих скриньок. Стінки форми, особливо стрижні, певною мірою гальмують усадку, що є причиною виникнення у виливках напружень. Ці напруження можна істотно зменшити, застосовуючи податливіші фермові та стрижневі суміші. Нерівномірне охолодження різних частин виливка може спричинити його викривлення. Об'ємна усадка й неодночасна кристалізація металу на поверхні та в глибині виливка зумовлюють, як відомо, утворення внутрішніх порожнин. Щоб уникнути цього, застосовують раціональну ливникову систему, а в деяких випадках над виливком встановлюють масивні додатки, що заповнюють розплавленим металом усадкову порожнину, утворювану всередині виливка. Ліквація спричинює хімічну неоднорідність в різних зонах виливка. Найнебезпечніша зональна ліквація, оскільки вона позначається на неоднорідності структури та властивостях. На ліквацію впливають хімічний склад сплаву та швидкість його охолодження. Найбільше сприяють ліквації у сталях і чавунах сірка, фосфор і вуглець. Унаслідок збільшення швидкості охолодження зменшується схильність сплаву до зональної ліквації. Розплавлений метал здатний розчиняти гази (азот, водень, кисень) і виділяти їх під час охолодження. Виділені гази, які не вийшли в атмосферу, залишаються в металі у газових порожнинах. Для зменшення частки розчинених газів у рідкому металі застосовують його вакуумну дегазацію (див. п. 1.3.4). Ливарні сплави Загальний обсяг виробництва виливків у світі зі всіх сплавів протягом кількох останніх десятиліть перебував у межах 70...80 млн т за рік (табл. 3.3.1 і рис. 3.3.1). Таблиця 3.3.1
У ливарному виробництві широко використовують чавуни (чавун з пластинчастим графітом, чавун з кулястим графітом, ковкий чавун, чавун з вермикулярним графітом та ін.), сталі (вуглецеві й леговані) та меншою мірою сплави кольорових металів на основі алюмінію, міді, цинку, магнію, титану тощо. З-поміж ливарних сплавів найпоширенішими в світовому масштабі (дані за 1970-1995 pp.) є чавуни — 76...80 % за масою. Виробництво виливків зі сталі становило 10... 16 % і мало тенденцію до зменшення, а частка виливків зі сплавів кольорових металів невпинно зростала від 5 % у 1970 р. до 12 % в 1995 р. Структура ливарних чавунів складається з металевої основи (матриці) та вкраплень графіту. Механічні властивості чавунів залежать від структури матриці (феритна, феритно-перлітна, перлітна) й форми графіту (пластинчаста, пластівчаста, куляста).
Рис. 3.3.1. Динаміка сумарного виробництва виливків у світі та окремих країнах за період від 1950 до 1995 pp.: 1-у світі; 2-у Франції; 3 — в КНР; 4 — в Італії; 5 — в Японії; б — у США; 7 — в Англії; 8-у Німеччині; 9 — в Україні З переходом від пластинчастої до кулястої форми графіту зростає вплив матриці на механічні властивості виливків. Форма графіту зумовлює поділ чавунів на чавуни з пластинчастим графітом, ковкі, чавуни з кулястим графітом та ін. Чавуни з пластинчастим графітом найпоширеніші і найдешевші серед чавунів, мають добрі ливарні властивості (див. п. 2.7.5). Ковкі чавуни (див. п. 2.7.6) з вкрапленнями графіту компактної форми з кошлатими краями мають підвищені механічні властивості порівняно з сірими, добре обробляються різанням й мають однорідні властивості в усьому об'ємі виливка. їх недо- J? 1960 1970 1980 1990 Рік Рис. 3.3.2. Частка виливків із чавуну з кулястим графітом, вироблених у світі (4), США (3), Японії (2), Франції (1) та Україні (5) лік — висока вартість, зумовлена надмірними енерговитратами на відпал. Чавун з кулястим графітом (див. п. 2.7.7) має серед чавунів найкращі механічні властивості, добрі ливарні показники й успішно конкурує з ковкими чавунами та сталями. Вперше високоміцний чавун у виробничих умовах був отриманий у 1949 р. Модифікування перегрітого металу за допомогою магнію, цезію або кальцію виконують у герметизованих ковшах, автоклавах, вагранках і безпосередньо в ливарних формах. Перед модифікуванням рекомендується зменшити вміст сірки й кисню у рідкому металі [19]. Залежно від вмісту цих домішок кількість магнію, що використовується для модифікації, становить 0, 15...0, 30 % [20, с. 145] маси чавуну. Доцільно вводити магній не у чистому вигляді, а у складі лігатур. Особливо інтенсивно збільшується частка виливків у світі із чавуну з кулястим графітом — від 7 % у 1970 р. до 18 % у 1995 р. (рис.3.3.2). Цей показник істотно випереджали Франція, Японія і США. У 1995 р. Франція виробила 38 % виливків із чавуну з кулястим графітом, Японія — ЗО %, США — 28 %, Україна — лише 2...3 %. Сталь порівняно з сірим чавуном характеризується доброю зварюваністю, підвищеною міцністю (о" в = 400...700 МПа) та пластичністю (8 = 11...24 %) [33]. Водночас вона має високу температуру плавлення, малу рідкоплинність і дає велику (до 2 %) лінійну усадку, внаслідок чого сталь схильна утворювати усадкові порожнини. Для виготовлення виливків використовують конструкційні нелеговані сталі марок 15Л, 20Л, ЗОЛ, 35Л, 40Л, 45Л і 50Л та конструкційні леговані сталі марок 20ГЛ, 35ГЛ, 20ГСЛ, 20ХГНМФЛ, 45ФЛ, 12ХТГЗСЛ, ЗОХЗСЗГМЛ [33] тощо. В разі необхідності застосовують високолеговані сталі зі спеціальними властивостями. Літера Л означає, що сталь лита. З литих сталей виливають станини вальцівних станів, зубчасті колеса, арматуру тощо. Ливарні сплави алюмінію (див. п. 2.12.2.3) характеризуються низькою густиною, невисокою температурою плавлення, задовільною міцністю (св = 150...500 МПа) та пластичністю (5 = =0, 5...12 %). Вони найпоширеніші серед ливарних сплавів кольорових металів і потреба в них постійно зростає. Особливо широко застосовуються ці сплави у транспорті, де зниження маси дає змогу заощаджувати значну кількість палива. Відповідно до стандарту [34] ливарні сплави алюмінію поділяють на п'ять груп: силуміни (сплави першої групи), мідні силуміни (сплави другої групи), сплави третьої групи (на основі А1 і Си), магналії (сплави четвертої групи на основі А1 і Mg) і сплави п'ятої групи (на основі А1 — інші компоненти). Сплави міді: ливарні латуні (див. п. 2.13.2.1) і ливарні бронзи (див. п. 2.13.2.2) мають задовільні ливарні властивості, доволі високу міцність і антифрикційні властивості, значну корозійну тривкість і добру оброблюваність різанням. Прості латуні як ливарні сплави не використовуються з огляду на незадовільні ливарні властивості. Міцність ливарних латуней і бронз коливається в межах о" в =150...170 МПа, відносне видовження б = 2...20 % [35-37]. Сплави магнію [38] характеризуються невеликою густиною (1, 8... 1, 9)-103 кг/м3, порівняно невисокою міцністю (св = =120...260 МПа) і пластичністю (5 = 1...6 %). Вони легко оксидуються у рідкому та твердому станах. Ливарні властивості спла- вів магнію гірші, ніж сплавів алюмінію. Однак, зважаючи на значну питому міцність магнієвих сплавів, їх застосовують в авіації, автомобілях і приладах. Сплави магнію легують алюмінієм (3...10 %) — марки МЛЗ, МЛ4, МЛ5, МЛ6 — або цинком (0, 1...7, 0 %) і цезієм (0.4..ЛД %) — марки МЛ8, МЛ10, МЛ12, МЛ15. Ливарні сплави титану (див. п. 2.12.7) характеризуються високою питомою міцністю, корозійною тривкістю та зварюваністю. Водночас вони погано обробляються різанням і мають високу реакційну здатність у розплавленому стані. Ці сплави застосовують у літако- й ракетобудуванні, в хімічній та харчовій промисловості, в медицині й побуті. Плавлення титанових сплавів Зважаючи на високу хімічну активність титану, виливки з його сплавів отримують у вакуумних установках, де послідовно виконуються дві операції — плавлення і розливання. 4_ .___ L ^
Для плавлення використовують електродугову піч з охолоджуваним тиглем / (рис. 3.3.5). Тигель виготовляють із графіту. Щоб не допустити взаємодії титану з графітом тигля, забезпечують контакт стінок тигля з холодильником 2, в якому циркулює вода. Унаслідок охолодження утворюється захисна оболонка З — гарнісаж. Електрод 4 поступово розплавляється і наповнює тигель. Склад електрода відповідає складові сплаву, який виплавляють. Після наповнення тигля метал заливають у форму. Заливання форм Для транспортування рідкого металу від печі до форми використовують розливні поворотні ковші, рідше ковші зі стопор- Рис. 3.3.6. Розливний поворотний ківш:
/ — ківш; 2 — цапфа; З — тяга; 4 — балка; S — пкоба; 6 — носик
ними пристроями. Ковші підвішують до каретки, що на монорейці, або до гака мостового крана за допомогою скоби 5 (рис. 3.3.6). Поворотний ківш 1 підвозять до ливникової чаші форми й виливають метал неперервним струменем через носик 6, нахиляючи ківш завдяки обертанню його разом з цапфами 2 в підшипниках тяг 3.
12 3 4 5 Рис. 3.3.8. Схема очисного барабана: / — вхідна горловина; 2 — обруч; 3 — середня частина барабана; 4 — вихідна горловина; 5 — ролик матичними зубилами, очисними барабанами й дробометальни- ми установками. В очисному барабані остаточно вибивають стрижень, відламують ливникову систему, випор і заливи у виливках із крихких металів, а також попередньо очищують виливки унаслідок їх ударів під час обертання барабана. Очисний барабан зварений з листової сталі. Середня його частина 3 (рис. 3.3.8) циліндрична, вхідна 1 й вихідна 4 горловини мають форму зрізаного конуса. Внутрішня поверхня має поздовжні ребра, до зовнішньої поверхні приварено два обручі (бандажі) 2, що ними барабан опирається на чотири ролики 5, два з яких є тяговими й обертають його. Під час обертання барабана виливки, що біля стінки, піднявшись на певну висоту, падають. Щоб надати виливкам руху уздовж осі барабана, його дещо нахиляють. Високої якості очищення досягають на дробометних установках, в камерах яких на поверхню виливка відцентровою силою лопаток обертального колеса викидається металевий дріб. Лиття в кокіль Кокіль (coquille — оболонка (фр.)) — це металева форма, яку наповнюють рідким металом під дією сил гравітації. Внутрішня порожнина виливка створюється пісковим або металевим стрижнем. Особливістю кокілю є можливість багаторазового використання й висока його теплопровідність, яка істотно впливає на утворення структури виливка. Значна швидкість охолодження залитого металу сприяє формуванню дрібнозернистої структури і, окрім цього, для виливків з чавунів і сталей — виникненню відповідно відбіленого або загартованого поверхневого шару високої твердості. Для простих за конфігурацією виливків зі зовнішнім нахилом використовують суцільні кокілі, а для складних виливків — рознімні з вертикальною, горизонтальною або комбінованою поверхнями розкриття. Рознімні частини кокілю центрують між собою, а перед заливанням їх надійно фіксують у складеному положенні. Під час наповнення порожнини кокілю розплавленим металом з неї виходить повітря крізь випори, а гази, розчинені в металі, — крізь спеціальні щілини глибиною 0, 3...0, 5 мм (рис. 3.4.1), утворені на площині розкриття кокілю. Кокілі виготовляють з чавунів, сталей, рідше — зі сплавів алюмінію. Для регулювання швидкості охолодження залитого металу й підвищення теплостійкості кокілю його робочу поверхню покривають теплоізоляційним матеріалом різної товщини. Рис. 3.4.1. Щілини для виходу газів із порожнини кокілю
Значного поширення набули покриття багаторазового використання, які наносять на нагріту поверхню кокілю у вигляді суспензій за допомогою пульверизатора або пензля. До складу суспензій входять один або декілька вогнетривких матеріалів у вигляді дрібних порошків (кварц, циркон, оксид хрому, оксид цинку, тальк, графіт) і зв'язувальна речовина (рідке скло, зволожена вогнетривка глина та ін.). Покриття багаторазового використання (оксид алюмінію, вольфрам, молібден) наносять на робочу, поверхню кокілю методом високотемпературного напилення. Рідкі покриття одноразового використання на основі олив або мазуту наносять перед кожним заливанням форми. Під час стикання з рідким металом вони вигорають, утворюючи тонку захисну плівку. Щоб підтримувати оптимальний температурний режим в межах 200... 400 °С, робочу поверхню кокілю спочатку нагрівають газовим полум'ям або електричним струмом, а при експлуатації охолоджують повітрям, водою або оливою. Кокільним литтям виготовляють виливки з чавунів, сплавів алюмінію, магнію, міді, рідше — зі сталей і сплавів титану. Нижче зображена схема будови металевої форми для виливання поршня, яка складається з бічних половин 2 і 6 (рис. 3.4.2), нижньої частини 8, двох суцільних стрижнів 1 і 7 та рознімного стрижня, що має центральний 4 й два бічних елементи 3 і 5. Сплав потрапляє в порожнину кокілю через ливниковий канал (на рисунку не зображений). Після кристалізації металу та його охолодження до заданої температури виймають центральний елемент рознімного стрижня, після чого — бічні його елементи й наостанку — суцільні стрижні. Насамкінець розкривають бічні половини кокілю й виштовхують виливок.
Рис. 3.4.2. Схема будови кокілю для відливання поршня: 1, 7 — суцільний стрижень; 2, 6 — бічна половина кокілю; З, 5 — бічні елементи і 4 — центральний елемент рознімного стрижня; 8 — нижня частина кокілю Порівняно з литтям в одноразові форми кокільне лиття має такі переваги: — багаторазове використання кокілю — від сотні до десятків тисяч разів; — більші точність розмірів, якість поверхні й механічні властивості отримуваних виливків; — вища продуктивність праці, бо не потрібно чистити виливки та виготовляти ливарну форму кожного разу; — ліпші санітарні умови праці; — ширші можливості механізації та автоматизації процесу. — через високу вартість металевої форми лиття в кокіль вигідне лише в серійному й масовому виробництвах; — обмежені можливості виготовлення тонкостінних виливків, зумовлені швидким охолодженням залитого металу. Лиття під тиском Суть лиття під тиском полягає в тому, що наповнення металевої прес-форми й подальша кристалізація сплаву відбуваються під великим тиском. Завдяки ретельно виготовленим прес-формам і тиску на рідкий метал виливки мають гладку поверхню й точні розміри, а швидке охолодження сприяє фор- муванню дрібнозернистої структури. Цим способом отримують виливки складної конфігурації масою від кількох грамів до десятків кілограмів зі сплавів алюмінію, цинку, магнію, міді, рідше — з чавунів і сталей. Щоб захистити прес-форму від взаємодії з розплавленим металом й полегшити виймання виливка, перед кожним заливанням змащують робочу поверхню прес-форми емульсією, головними складовими якої є олива і вода. Після випаровування води на гарячій поверхні прес-форми залишається тонкий шар мастильного матеріалу. Метал наповнює прес-форму з великою швидкістю, що є перешкодою для повного виходу з її порожнини повітря й газу, який утворився під час згорання мастильного матеріалу. Ось чому виливки, отримані литтям під тиском, мають газоповітряні пори. Щоб зменшити пористість, вакуумують прес-форму, наповнюють її порожнину суцільним (не перемішаним з газами) струменем металу або використовують метал у твердо-рідкому стані. Прес-форми для сплавів кольорових металів виготовляють з легованих сталей, а прес-форми для чавунів і сталей — зі сплавів на основі молібдену й вольфраму. Усі сучасні машини для лиття під тиском поділяють на машини з холодною й гарячою камерою пресування. Камерою пресування служить циліндр і поршень. Розрізняють машини з холодними вертикальною та горизонтальною камерами пресування. Перевагу віддають машинам з горизонтальною камерою пресування, бо вони продуктивніші. Машина з холодною горизонтальною камерою пресування складається з циліндра 6 (рис. 3.4.3) з вікном для заливання металу, поршня 7, рухомої 2 і нерухомої 4 половин прес-форми та стрижня 3. Порцію металу заливають ковшем 5 у вікно циліндра. Після цього поршень пересувається вліво, витісняє метал із циліндра в порожнину прес-форми (рис. 3.4.3, б), створюючи тиск від 40 до 200 МПа. По охолоджені виливка до заданої температури виймають стрижень, відводять рухому половину прес-форми вліво і за допомогою виштовхувача 1 викидають з неї виливок 8 (рис. 3.4.3, в). Згодом робочу поверхню обдувають стисненим повітрям, змащують емульсією, опускають стрижень, закривають прес-форму і цикл повторюють. -------------------------------------------------------- 327
для лиття під тиском з холодною горизонтальною камерою пресувапня: 2 — виштовхувач; 2 — рухома і 4 — нерухома половини прес-форми; 3 — стрижень; 5 — ківш; 6 — циліндр; 7 — поршень; 8 — виливок
Машина з гарячою камерою пресування складається з тигля 2 (рис. 3.4.4), циліндра /, поршня 5, рухомої 8 і нерухомої 6 половин прес-форми та виштовхувачів 9. Необхідна температура металу в тиглі підтримується газовим пальником 10. Крізь отвори 3 метал затікає в середину циліндра. Рухаючись вниз, поршень витісняє метал з циліндра в порожнину прес-форми крізь канал 4 (рис. 3.4.4, б). Після кристалізації металу поршень піднімається і рештки металу стікають в циліндр. Згодом рухома половина прес-форми відходить вліво й виштовхувачі викидають виливок 7 (рис. 3.4.4, в). Машина оснащена гідравлічним приводом. Тиск, створюваний в камері пресування, становить 10... 100 МПа. У машинах з гарячою камерою пресування немає операції заливання металу, з огляду на що вони продуктивніші порівняно з машинами з холодною камерою пресування. Водночас постійне перебування циліндра й поршня у контакті з
розплавленим металом негативно позначається на тривалості їх експлуатації. Машини з гарячою камерою пресування використовують для виробництва виливків зі сплавів цинку та магнію. Лиття під тиском посіло міцні позиції в масовому виробництві. Цим способом виготовляють блоки циліндрів автомобіля, деталі фотоапаратів, біноклів та ін.
— підвищена точність розмірів і висока якість поверхні виливків; — можливість виготовлення виливків з товщиною стінки близько 1 мм; — висока продуктивність, зумовлена незначною кількістю операцій; — низька вартість виливків, виготовлених в умовах масового виробництва. Недоліки: — обмежена маса виливків; — висока вартість прес-форми; — наявність у виливках газоповітряних nop. Відцентрове лиття Під час відцентрового лиття кристалізація металу відбувається тоді, коли діють відцентрові сили у формі, яка обертається. Ці сили, значно перевищуючи сили гравітації, відтискають метал до стінок форми, внаслідок чого в центрі форми виникає порожнина й тому зникає необхідність у застосуванні стрижня. Шлаки та гази, які мають меншу густину порівняно з рідким металом, витісняються на вільну поверхню, через що виливок стає щільним. Кристалізація починається від стінок металевої форми й закінчується на вільній внутрішній поверхні виливка. Щоб збільшити стійкість металевої форми, її охолоджують і робочу поверхню покривають вогнетривким порошком. Відцентровим литтям найчастіше виготовляють вироби, що мають вигляд тіл обертання (труби різного призначення, кільця, біметалеві втулки, гільзи двигунів внутрішнього згорання, бандажі коліс трамвайних і залізничних вагонів), матеріалом яких може бути чавун, сталь або сплави кольорових металів. Маса виливків може становити від кількох кілограмів до кількох десятків тонн. Машини для відцентрового лиття бувають і з горизонтальною, і з вертикальною віссю обертання. Машина з горизонтальною віссю обертання складається з циліндричної металевої форми / (рис. 3.4.5, а), покришки 3 і
жолоба 2. Перед заливанням металу формі надають обертального руху. Метал із ковша 4 потрапляє в жолоб, а з нього — у форму. Під час відливання довгих труб жолоб переміщається від одного краю форми до протилежного, що дає змогу рівномірно розподілити метал у формі. У машині з вертикальною віссю обертання (рис. 3.4.5, б) на залитий метал, крім відцентрової сили, діє ще й сила гравітації, яка спричинює різну товщину стінки виливка по висоті. Щоб не допустити великої різниці, товщини стінки, висота виливка повинна бути меншою за його внутрішній діаметр. Переваги відцентрового лиття порівняно з литтям в одноразові пісково-глиняні форми: — зникає потреба в застосуванні стрижнів для виливків з циліндричним отвором; — отримують виливки зі сплавів з низькою рідкоплинністю. Недоліки: — складно виготовляти якісні виливки зі сплавів, схильних до ліквації; — вільна поверхня характеризується порівняно низькою точ ОБРОБКА МЕТАЛІВ ТИСКОМ Обробка металів тиском — один з найпоширеніших, найпродуктивніших і найдешевших методів виготовлення заготовок (а іноді й деталей) різної маси та розмірів зі сталі, деформівних сплавів алюмінію, міді, титану та ін. Мета цього виду обробки — якомога більше наблизити форму й розміри заготовки до форми й розмірів майбутньої деталі, внаслідок чого відходи металу в стружку під час подальшого виготовлення деталі різанням істотно зменшуються. Обробкою тиском отримують прутки круглого, квадратного, шестикутного та інших профілів, фасонні профілі, труби, листи, дріт, кованки, штамповані деталі тощо. Розділ 4.1 ФІЗИКО-МЕХАНІЧНІ ОСНОВИ ОБРОБКИ МЕТАЛІВ ТИСКОМ 4.1.1. Суть обробки металів тиском Обробка металів тиском можлива завдяки їх пластичності. Пластичністю називають здатність металу необоротно (пластично) деформуватись без руйнування під дією прикладених сил. Кількісними характеристиками пластичності є відносне видовження 8, відносне звуження \|/ та ін. Сили, прикладені до металевого тіла під час обробки тиском, зумовлюють у ньому пружну й пластичну деформації (див. п.2.3.2). Після зняття цих сил пружна деформація зникає, а пластична залишається. Завдяки останній тіло дістає задану форму та розміри. Сумарна пластична деформація полікриста- ----------------------------------------------- 337 , Л В. Попович
Ковзання — найпоширеніший механізм пластичної деформації в межах температур від кімнатної й до початку рекристалізації. Двійникування спостерігається порівняно рідко під статичними навантаженнями і частіше під динамічними (ударними) навантаженнями й низьких температурах. А при високих температурах активізуються міжкристалітні зсуви по границях зерен, однак їх частка в сумарній пластичній деформації невелика. Залежно від температури обробки й температури рекристалізації розрізняють холодне й гаряче деформування металів. Холодне деформування відбувається при температурах, нижчих від температури рекристалізації, а гаряче деформування — при температурах, вищих від температури рекристалізації. Холодне деформування супроводжується видовженням зерен, збільшенням густини дефектів, що підвищує міцність та твердість металу й зменшує його пластичність (явище наклепу). Холодне деформування сприяє підвищенню точності розмірів, якості поверхні та міцності металу. У нагрітому вище температури рекристалізації металі одночасно зі зміцненням відбувається знеміцнення (рекристалізація). Що вищі температура й ступінь деформації, то вища швидкість рекристалізації. Гаряче деформування доцільно застосовувати для обробки малопластичних і важкодеформівних сплавів, а також зливків. Якщо швидкість рекристалізації перевищує швидкість наклепу, то метал повністю відновлює свої властивості, які він мав перед обробкою-тиском. Нагрівальне устаткування Найпоширенішим устаткуванням, яке використовують для нагрівання заготовок перед обробкою тиском у ковальських цехах, є: — камерні полуменеві печі; — камерні електричні печі опору; Рис. 4.1.3. Камерна полуменева піч: і — під; 2 — бічна стінка; З — заготовка; 4 — пальник; 5 — склепіння; 6 — засувка; 7 — вікно; 8 — газовідвідний канал — напівметодичні полуменеві печі; — пристрої контактного електронагрівання заготовок струмом промислової частоти; — пристрої для нагрівання струмами високої частоти. У полуменевих печах теплота до заготовок передається випромінюванням від внутрішніх поверхонь камери, а також конвекцією гарячих газів. Для нагрівання полуменевих печей використовують газоподібне або рідке паливо, а для нагрівання електричних печей і електропристроїв — електричний струм. Камерна полуменева піч складається з металевого каркаса, викладеного зсередини вогнетривкою цеглою. Камеру печі утворюють під 1 (рис. 4.1.3), бічні стінки 2 і склепіння 5. Крізь вікно 7, що закривається засувкою 6, завантажують і вивантажують заготовки 3. У стінках є отвори для пальників 4 або форсунок. За допомогою пальників у камеру печі подають пальну суміш з повітря і природного газу, а за допомогою форсунок — суміш з повітря й краплинок мазуту. Спалювання суміші створює в камері температуру до 1200... 1300 °С. З метою додаткового омивання заготовок гарячими газами рекомендують розташовувати газовідвідний канал 8 у нижній частині печі. На шляху виходу з камери гарячих продуктів спалювання встановлюють металеві теплообмінники — рекуператори, в яких холодне повітря, що подається до пальників або форсунок, нагрівають до 200...300 °С і більше, завдяки чому заощаджують паливо.
1 — заготовка; 2 — пальник; 3 — вікно; 4 — водоохолоджувана труба; 5 — штовхач Піч обладнують термоелектричним пірометром з самописом для контролю і запису температури та приладом автоматичного підтримування заданої температури. У камерних печах нагрівають переважно дрібні й середні заготовки. Камерна електрична піч опору за конструкцією подібна до камерної полуменевої печі. Замість пальників або форсунок у стінках цієї печі вмонтовують металеві або карборундові елементи опору, які живить силова електрична мережа. Ці елементи створюють у печі температуру до 1000 °С і більше, яка легко регулюється. Відсутність в електричних печах полум'я зменшує втрати заготовок від оксидації заліза й вигоряння вуглецю. Щоб додатково захистити заготовки від таких втрат, в герметизовану камеру печі вводять інертні або відновлювальні гази. Характерною особливістю камерних печей є практично однакова температура в усьому об'ємі камери. Перевагою камерних печей є малі габарити й простота конструкції. Серед недоліків зазначимо: — значні втрати металу від оксидації внаслідок того, що заготовки потрапляють відразу в камеру з високою температурою; — низький ККД полуменевих печей (=10 %) внаслідок виходу високонагрітих пічних газів в атмосферу. Напівметодична полуменева піч складається з видовженої в напрямку руху заготовок нагрівальної камери з бічним вікном З (рис. 4.1.4), двох водоохолоджуваних труб 4, пальників 2 і пне-нматичного штовхача 5. По трубах періодично пересувають заготовки 1, а через вікно їх виймають. Нагрівальна камера поділяється на низькотемпературну (справа) й високотемпературну (зліва) зони. Завдяки значній довжині печі, вдало вибраній її формі та раціональному розташуванню пальників у зонах підтримують заданий ріст температури в напрямку пересування заготовок. Заготовку кладуть на водоохолоджувані труби навпроти штовхача і рухом поршня вліво її пересувають на один крок. Після цього поршень відходить управо і на труби кладуть наступну заготовку. її у визначений момент часу знову пересувають разом з попередньою заготовкою на один крок. Так заготовки крок за кроком періодично наближаються до кінця печі. На останній позиції заготовка скочується з труб і опиняється навпроти вікна на поді печі, де вона вирівнює свою температуру. Продукти спалювання рухаються назустріч заготовкам і поступово віддають їм свою теплоту. Заготовки потрапляють спочатку в простір з температурою 600...800 °С (низькотемпературна зона). У кінці високотемпературної зони температура доходить до 1250... 1350 °С. Ритмічне пересування заготовок забезпечує їм поступове нагрівання за заданим режимом. Продукти спалювання перед виходом в атмосферу подають у рекуператори. Особливістю режиму нагрівання заготовок в напівметодичній печі є плавне підвищення їх температури. Переваги напівметодичних печей: — завдяки поступовому нагріванню заготовок зменшуються їх втрати на оксидацію та зневуглецьовування; — повніше (порівняно з камерними печами) використовується теплота продуктів спалювання (ККД становить 40 % і більше). До недоліків належать великі габарити й ускладнена конструкція. Пристрій контактного електронагрівання заготовок струмом промислової частоти застосовують для відносно довгих заготовок діаметром 015...75 мм. Кінці заготовки 2 (рис. 4.1.5) затискають мідними контактами 3, до яких від знижувального трансформатора 1 підводять струм силою до 5 000 А. Затискання
Рис. 4.1.5. Пристрій контактного нагрівання заготовок струмом промислової частоти: 1 — трансформатор; 2 — заготовка; З — затискний контакт заготовок в контактах механізоване. Щоб нагрівати заготовки різної довжини, один з контактів можна пересувати по напрямних пристрою. Стійкість затискних мідних контактів невисока, вони витримують до 1000 нагрівань. Кількість теплоти, виділеної в заготовці під час проходження електричного струму, визначають за законом Джоуля-Ленца. Коефіцієнт корисної дії пристрою становить =75 %. Особливістю контактного електронагрівання є виділення теплоти безпосередньо в заготовці. Переваги пристроїв контактного електронагрівання: — простота конструкції; — у 8... 10 разів більша швидкість нагрівання порівняно з полуменевими печами, внаслідок чого знижується втрата металу заготовок на окалину й зневуглецьовування. їх недоліки: — висока вартість електричної енергії; — низька стійкість затискних контактів. Пристрій для нагрівання заготовок струмами високої частоти складається з багатовиткового індуктора 1 (рис.4.1.6), виготовленого з мідної трубки прямокутного перерізу, охолоджуваної водою, тонкостінної напрямної трубки 3 з низькотеплопровідного матеріалу й генератора струму високої частоти (на схемі не зображений). Струм високої частоти збуджує всередині індуктора змінне магнітне поле, яке зумовлює у заготовці 2, розміщеній в індукторі, вихрові поверхневі струми, що її нагрівають. Зі збільшенням частоти струму зменшується товщина нагрітого поверхневого шару. Тому для заготовок малих діаметрів застосовують струм частотою до 8 000 Гц, а для заготовок великих діаметрів — струм частотою 1000 Гц і менше. Час нагрівання малих заготовок становить 15...30 с, а великих заготовок —
до 3, 0...3, 5 хв. Наприкінці нагрівання температура в перерізі заготовки майже вирівнюється. ККД пристрою в разі нагрівання сталевих заготовок становить 60...65 %. Переваги: — висока швидкість нагрівання заготовок й мінімальні втрати металу на окалину; — кращі проти полуменевого нагрівання умови праці внаслідок відсутності газів й інтенсивного теплового випромінювання; — можливість легко автоматизувати роботу індукційного Недоліки: — висока вартість електричної енергії та пристрою; — необхідність заміни індуктора для заготовок іншої форми й розмірів. Суть вальцювання Вальцюванням називають такий вид обробки металів тиском, коли заготовка і (рис. 4.2.1) силами тертя втягується у проміжок між обертальними валками 2 і 3, які її пластично деформують, зменшуючи площу поперечного перерізу й збільшуючи довжину. Вальцювання належить до найпродуктивніших видів обробки завдяки безперервному процесу й великій швидкості руху заготовки між валками. Цим способом обробляють близько 90 % виплавленої на металургійних заводах сталі та понад половину кольорових металів і їх сплавів. Поздовжнє вальцювання є одним з найпоширеніших видів вальцювання, під час якого заготовка деформується між двома валками, що обертаються в різних напрямках, й рухається перпендикулярно до осей валків (рис. 4.2.1). Метал деформується валками на невеликій ділянці — у зоні деформування, яка перебуває між площинами АА, і ЯВ,, валками та бічними гранями заготовки (штаби). Центральний кут а, що відповідає дузі контакту АВ валка зі заготовкою, називається кутом захоплювання. Фронт заштрихованої на рис.4.2.1 зони деформування поступово переміщається вздовж заготовки справа наліво, внаслідок чого зменшується її висота від Л0 до /і,, збільшується довжина від /0 до /, і дещо зростає ширина від ft0 до ft,. Оскільки об'єм металу до і після вальцювання не змінюється, то ft0" ft-o' ^o= ft, -ft, - /,. Звідси
де S0 — площа поперечного перерізу заготовки до вальцювання; S, — площа поперечного перерізу заготовки після вальцювання. Ступінь пластичної деформації під час вальцювання можна виразити коефіцієнтом видовження або відносним обтисненням. Коефіцієнтом видовження ц називають відношення отриманої довжини заготовки після вальцювання /, до її початкової довжини 10 (див.також формулу (4.2.1)):
Коефіцієнт видовження свідчить, у скільки разів збільшується довжина заготовки або зменшується площа поперечного перерізу за одноразове її пропускання між валками. Його значення змінюється від 1, 1 до 2, 5 залежно від природи матеріалу, його температури, товщини заготовки та інших факторів. Відносним обтисненням є називають відносне зменшення висоти заготовки за одне пропускання між валками:
Максимальне значення є для різних типів виробів рекомендується витримувати в межах від 20 до 50 %. Сортамент вальцівок Сортамент вальцівок — це сукупність їх профілів і розмірів. Профілем називають форму поперечного перерізу вальцівки. Профіль може бути сталим по довжині вальцівки або періодично змінним. Вальцівки поділяють на чотири групи: сортові, листові, труби, спеціальні види. Сортові вальцівки (рис. 4.2.3, а-г, е-и) мають і профілі простої геометричної форми (квадрат, круг, шестикутник, овал, прямокутник), і профілі складної форми (швелер, двотавр, рейка, кутник та ін.).
Листові вальцівки, наприклад зі сталі, розрізняють за призначенням (електротехнічні, суднобудівні, котельні, автомобільні, для харчової промисловості). За товщиною листову сталь поділяють на тонколистову (товщиною від 0, 2 до 4 мм) і груболистову (товщиною понад 4 мм). Листи товщиною менше 0, 2 мм є фольгою. Труби (рис. 4.2.3, д) зі сталі бувають безшовні діаметром 10...425 мм [12, 13] і зварені діаметром 5...2500 мм, виготовлені з вуглецевих й низьколегованих сталей. Спеціальні вальцівки — колеса, кільця, кулі, періодично змінні профілі. Валки та вальцювальні стани Валки є інструментом для вальцювання. їх виготовляють з чавуну або сталі і поділяють на гладкі, калібровані та спеціальні. Гладкі валки (рис. 4.2.4, а) призначені для вальцювання листів, стрічок або широких штаб. Елементами валка є робоча частина — бочка 1, дві шийки 2 і два трефи 3. Шийки використовують як опори для підшипників ковзання або кочення. Трефи мають переважно хрестовинну форму і служать для з'єднання валка з муфтою або шпинделем.
Калібровані валки (рис. 4.2.4, б) використовують для вальцювання сортового металу. На бочці валків виточені кільцеві заглибини спеціального профілю — рівчаки. Контур, утворений сукупністю двох рівчаків пари валків, називають калібром. Контур калібру геометрично подібний до поперечного перерізу вальцьованого металу, що виходить з калібра. Пара валків здебільш має декілька калібрів. Щоб перейти від форми заготовки до кінцевої форми вальцівки, необхідно послідовно пропустити заготовку через низку спеціально підібраних калібрів, які поступово змінюють форму її поперечного перерізу від квадрата або прямокутника до форми готової вальцівки. На рис. 4.2.5 зображено заготовку (а) прямокутного перерізу, яка внаслідок вальцювання між каліброваними валками поступово перетворюється (6-й) у двотаврову балку (и). Спеціальні валки застосовують, наприклад, для вальцювання труб. Виготовлення труб ми не розглядаємо. Вальцювальний стан, на якому деформують метал, складається з однієї або кількох робочих клітей А (рис. 4.2.6), шестеренної кліті Б, редуктора В і електродвигуна Д. Робоча кліть має станину 3, валки 1, 2 з підшипниками та механізм для зміни відстані між валками. її можна регулювати, переміщаючи у вертикальному напрямку верхній валок, а іноді — обидва валки. Шестеренна кліть має один вхідний вал і стільки вихідних валів, скільки валків у робочій кліті. Оскільки частота обертання вала електродвигуна звичайно більша за потрібну частоту обертання валків, то між електродвигуном і шестеренною кліттю ставлять редуктор, вихідний вал якого має меншу частоту обертання, ніж вхідний. У вальцювальних станах застосовують електродвигуни змінного, а також постійного струму. Останні використовують, коли необхідно регулювати частоту обертання валків. Рис. 4.2.6. Схема будови вальцювального стану: А — робоча кліть; Б — шестеренна кліть; В — редуктор; Д — електродвигун; 1, 2 — валок; 3 — станина; 4 — трефова муфта; 5 — трефовий шпиндель Обертальний рух передається до валків від електродвигуна через редуктор, шестеренну кліть, трефові шпинделі 5 і трефові муфти 4. Трефові шпинделі та трефові муфти застосовують тоді, коли осі робочих валків і відповідних валів шестеренної кліті не співпадають. Шпинделі з'єднують вали шестеренної кліті з робочими валками. У деяких станах відсутні редуктор і шестеренна кліть, а кожен валок приводиться в рух від окремого електродвигуна постійного струму. Суть волочіння Волочіння — спосіб обробки металів тиском, що полягає у протягуванні вальцьованих або пресованих заготовок крізь отвір, поперечний переріз якого менший за поперечний переріз заготовки, а конфігурація отвору формує заданий профіль виробу. Інструмент для волочіння — волока — має робочий отвір, що складається з чотирьох зон: вхідної або мастильної J (рис. 4.3.1), деформувальної II, калібрувальної III та вихідної IV. Кут між твірними конуса деформувальної зони залежить від властивостей матеріалу та типу заготовки й становить 6...12°. Калібрувальна зона завдовжки 2... 10 мм остаточно формує заданий профіль, його розміри та забезпечує високу якість обробленої поверхні. Щоб розпочати волочіння, потрібно вставити спеціально стоншений кінець заготовки 1 в отвір інструмента 2 й протягнути її, приклавши силу F. Ця сила необхідна не лише для деформування металу, але й для подолання сил тертя між інструментом та заготовкою. Унаслідок пластичного деформування в зоні II заготовка поступово наближається до профілю калібрувальної зони, зменшуючи свою площу поперечного перерізу від S0 до S, і відповідно збільшуючи довжину від 10 до Іг. Тут ступінь пластичної деформації металу під час волочіння можна охарактеризувати коефіцієнтом видовження ц (див. формулу (4.2.2)) або величиною обтиснення q: Зазвичай за одне
інструмента не повинні перевищувати 0, 6 • о" в (де св — границя міцності оброблюваного матеріалу). Якщо площу поперечного перерізу вихідної заготовки потрібно істотно змінити, то її протягають крізь ряд щоразу менших у діаметрі отворів. Застосовуючи волоки з полірованими отворами й змащуючи контактні поверхні заготовки та інструмента, можна істотно зменшити сили тертя й підвищити якість обробки. Для змащування використовують мильний порошок, графіт, водяні емульсії на основі мила й оливи тощо. Волоки виготовляють з інструментальних сталей, твердих сплавів, а для волочіння дуже тонкого дроту — з технічних алмазів. Вихідними заготовками для волочіння є грубий дріт, сортові вальцівки круглого, квадратного або шестикутного профілю, безшовні й зварені труби зі сталей, кольорових металів та їх сплавів. Оскільки волочіння відбувається майже виключно в холодному стані, то оброблюваний метал зміцнюється. Щоб відновити втрачену пластичність, застосовують проміжний рекристалізаційний відпал. Волочінням отримують дріт діаметром 0, 002...10 мм, фасонні профілі, калібрують (підвищуючи точність розмірів і якість поверхні) вальцьовані прутки діаметром 3...150 мм і труби, виготовляють холоднотягнуті труби, зменшуючи їх діаметр або одночасно діаметр і товщину стінки, а також змінюють профіль труби з круглого на квадратний, прямокутний, шестикутний чи фасонний. Волочильні стани Волочильним станом називають машину, призначену для волочіння металів. Він складається з тягового пристрою, приводу й інструменту. Залежно від траєкторії тягового пристрою розрізняють стани: періодичної дії з прямолінійним рухом заготовки, безперервної дії з намотуванням заготовки. Волочильні стани з прямолінійним рухом заготовки (ланцюгові, рейкові та ін.) застосовують для волочіння й калібрування прутків, труб і фасонних виробів, які не можна намотувати в бунти. На сучасних станах можна одночасно обробляти 4-8 заготовок завдовжки до 8 м. Тягова сила цих станів доходить до 1, 5 МН. Найпоширенішими серед волочильних є ланцюгові стани, в яких тягова зірка 1 (рис. 4.3.2) рухає замкнутий шарнірно-пластинчастий ланцюг 2. Обертального руху зірці надає електродвигун через редуктор, які на рисунку не зображені. За допомогою гака З і кліщів 4 ланцюг протягує заготовку 5 крізь отвір волоки 6. Тут тяговим пристроєм є гак і кліщі, а приводом — електродвигун, дві зірки й ланцюг. Після виходу заготовки з волоки тягова сила раптово зменшується, тому гак під дією противаги зіскакує з ланцюга й автоматично повертається у початкове положення. Волочильні стани з намотуванням заготовки призначені головно для волочіння дроту, а також труб невеликого діаметра, які намотуються в бунти. Ці стани поділяють на барабанні одноразового волочіння, що мають одну волоку, і стани багаторазового волочіння, в яких дріт проходить послідовно крізь ряд волок.
У барабанному стані одноразового волочіння на вертлюг 1 (рис. 4.3.3) насаджують вихідну заготовку 2 у вигляді бунта. Стоншений її кінець проводять крізь отвір волоки З й закріплюють на барабані 4, який обертається від електродвигуна Д через редуктор 6 і зубчасту передачу 5. Після волоки дріт намотується на барабан. Ці стани застосовують переважно для виготовлення грубого дроту. Барабанні стани багаторазового волочіння призначені для виробництва тонкого дроту, який проходить крізь значну кількість послідовно розташованих волоків (до 20 і більше). Стоншений кінець дроту 1 (рис. 4.3.4) пропускають крізь отвір першої волоки 2, намотують кілька витків на барабан З, потім пропускають крізь отвір другої волоки, намотують на другий барабан і т.д. Нарешті кінець дроту закріплюють на приймальному барабані 4, після чого стан готовий до волочіння. Обертального руху барабанові надає електродвигун Д через редуктор 6 і зубчасті передачі 5. Довжина дроту після кожної наступної волоки
збільшується, пропорційно з ним повинна збільшуватись швидкість його руху. Відповідно до цього змінюють передавальні відношення зубчастих передач або добирають діаметри барабанів. Швидкість дроту в останніх волоках сягає 50...60 м/с. Щоб зробити волочіння неперервним, кінець дроту наступного бунта приварюють до кінця попереднього електроконтактним способом. Кування та його операції Куванням називають спосіб обробки металів тиском з використанням універсального підкладного інструмента або ударників, якщо деформування нагрітого металу в певних напрямах не обмежується робочою поверхнею інструмента. Завдяки багаторазовій ударній (динамічній) або статичній дії інструмента метал пластично деформується й поступово наближується до заданих форми й розмірів. Виріб масою від 0, 1 до 300 т, виготовлений куванням зі сталі або сплавів кольорових металів і призначений для подальшої механічної обробки, називають кованкою. Кування доцільно застосовувати в одиничному й серійному виробництвах для виготовлення валів потужних гідротурбін і електрогенераторів, дисків для парових і газових турбін, колінчастих валів суднових дизельних двигунів, валків вальцювальних станів та ін. Заготовками для кування є зливки, блюми і вальцівки. До основних операцій кування належать: видовження (протягування), сплющування (осадка), пробивання, гнуття, кручення, рубання тощо. Застосовуючи в певній послідовності окремі операції, можна виготовити кованки складної форми. Видовження — найпоширеніша ковальська операція, що застосовується для збільшення довжини кованки й одночасного зменшення її поперечного перерізу. По заготовці 2 (рис. 4.3.5, а), покладеній на нижній нерухомий ударник /, верхнім ударником 3 наносять послідовні удари. Перед кожним ударом її періодично пересувають справа вліво. Так виготовляють кованки валів (рис. 4.3.6, а), штоків, шатунів (рис. 4.3.6, є), тяг за допомогою плоских і фасонних ударників. Сплющування застосовують, щоб зменшити висоту й збільшити поперечний переріз кованки. Щоб уникнути поздовжнього
згину, відношення висоти до діаметра заготовки не повинно перевищувати 2, 5. Заготовку 2 (рис. 4.3.5, б) кладуть вертикально на плоский нижній ударник 1 й деформують її верхнім ударником 3. Унаслідок впливу тертя на торцеві поверхні заготовки, а також швидшого охолодження торців вона стає бочкоподібною. Так виготовляють кованки зубчастих коліс (рис. 4.3.6, д), дисків (рис. 4.3.6, б), фланців (рис. 4.3.6, є), які мають великі поперечні розміри й малу висоту. Якщо нагріти не всю заготовку, а лише її частину, то отримаємо різновид сплющування, тобто місцеве потовщення, що його називають висадкою. Пробивання використовують, щоб зробити в кованці заглибину або наскрізний отвір. Заготовку 2 (рис. 4.3.5, в) кладуть на нижній ударник 1 і верхнім ударником З втискають в неї інструмент — прошивень 5 — у вигляді зрізаного конуса. Після цього на прошивень накладають надставку 4 і продовжують його заглиблювати. Якщо потрібен наскрізний отвір, то надставку знімають, заготовку повертають на 180° і отвір прошивають остаточно іншим прошивнем 6 (рис. 4.6.3, г), який, заглиблюючись у заготовку, вирізує надлишок металу у вигляді диска й виштовхує з отвору прошивень 5. Гнуття — це викривлення заготовки за заданим контуром. Операцію здійснюють ударниками 1 і 3 (рис. 4.3.5, д) з використанням підкладних або спеціальних пристроїв. Гнуття в підкладних штампах застосовують для виготовлення значної кількості однакових виробів 2. Тут використовують штамп, що складається з верхньої 7 і нижньої 8 половин. Гнуть скоби (рис. 4.3.6, г), кутники, кронштейни, гаки та ін. Кручення — повертання однієї частини заготовки відносно іншої на заданий кут. Так отримують заготовки колінчастих валів (рис. 4.3.6, ж), свердел великих діаметрів та ін. Одну частину заготовки 2 затискають між ударниками / і 3, а другу її частину повертають за допомогою вилки 9, приклавши силу F. Рубання — поділ заготовки на дві частини. Його застосовують для отримання з довгої заготовки певної кількості коротких або для відокремлення зайвого металу. Інструментом для рубання є прямі або фасонні сокири. Заготовку 2 (рис. 4.3.5, є) кладуть на нижній ударник / і ударом верхнього ударника З заглиблюють сокиру 10 в метал. Коли залишається невеликий
Ковальським зварюванням (рис. 4.3.5, ж) з'єднують дві заготовки або два кінці однієї заготовки, попередньо нагрівши місце зварювання під шаром флюсу. Цим способом з'єднують низьковуглецеві сталі при температурі = 1350 °С у випадках, коли відсутні сучасні способи зварювання. Кувальні молоти та преси Кування поділяють на ручне і машинне. Машинне кування виконують на кувальних молотах або на кувальних пресах. Молоти є машинами динамічної (ударної) дії, на них деформування за один удар триває тисячні частки секунди. Тут для деформування використовують кінетичну енергію, нагромаджену рухомими частинами до моменту удару. Найпоширеніші пневматичні й пароповітряні молоти. Основна характеристика кувального молота — маса рухомих частин, а кувального преса — максимальне зусилля, яке він може розвивати. Пароповітряний кувальний молот (рис. 4.3.7) приводиться в дію парою (0, 7...0, 9 МПа) або стисненим повітрям (до 0, 7 МПа). Він складається з аркоподібної станини 8, на якій змонтовано робочий циліндр /. У циліндрі переміщається поршень 2 зі штоком 3. До нижнього кінця штока прикріплюється баба 4, в нижній частині якої змонтований верхній ударник 5. Баба пересувається у вертикальних напрямних станини. Нижній ударник 6 закріплений на масивному шаботі 7. Станина та шабот встановлені на окремих фундаментах 9 і 10. Кувальна спроможність молота визначається масою рухомих частин: баби, верхнього ударника, штока та поршня. У сучасних пароповітряних молотах маса рухомих частин становить 0, 5...5 т, а маса оброблюваних на них кованок — 2...2, 5 т. Рухомі частини переміщаються вгору парою або стисненим повітрям, що подається від золотника в нижню порожнину циліндра під поршень. Ці частини падають вниз під дією власної маси, ударяючи по заготовці. Щоб збільшити енергію удару, пару подають у верхню порожнину циліндра над поршнем.
ТЦо більша маса шабота, то більша частина кінетичної енергії рухомих частин переходить в роботу деформування заготовки. Маса шабота приблизно в 15 разів перевищує масу рухомих частин. Пароповітряний молот простий за будовою, нескладний в управлінні та універсальний. Гідравлічний прес — це машина, що деформує заготовку статично, використовуючи тиск рідини. Гідравлічний прес призначений для кування середніх і важких заготовок. Деформування заготовки може тривати від кількох до десятків секунд. Прес складається з робочого циліндра / (рис. 4.3.8), закріпленого на поперечці 3, яка за допомогою чотирьох напрямних колон 4 з'єднана з нижньою плитою 9. Плита встановлена на фундаменті. Всередині робочого циліндра є плунжер 5, нижній кінець якого з'єднаний з траверсою 6. На траверсі змонтовано верхній ударник 8. Робоча рідина (водяна емульсія або олива) під тиском 20...ЗО МПа надходить у робочий циліндр, тисне на плунжер і переміщає його разом з траверсою по напрямних колонах, внаслідок чого верхній ударник
Рис.4.3.8. Гідравлічний прес: 1 — робочий циліндр; 2 — циліндр; 3 — поперечка; 4 — напрямна колоца; 5 — плунжер; 6 — траверса; 7 — тяга; 8 — верхній ударник; 9 — нижня плита; 10 — нижній ударник; 11 — заготовка; 12 — поршеиь деформує заготовку 11. Для піднімання траверси у верхнє вихідне положення робочу рідину подають під поршні 12, що рухаються в циліндрах 2. Поршні з'єднані тягами 7 з траверсою. Гідравлічний прес рівномірно розподіляє пластичні деформації в заготовці. Порівняно з молотом він не вимагає масивного фундамента, під час роботи не струшує навколишній ґрунт і не шумить. Зусилля преса може доходити до 150 МН і більше. Тиск робочої рідини створюється переважно насосом. Загальний ККД гідравлічного преса становить 6...8 %. Об'ємне штампування Об'ємним штампуванням називають такий спосіб обробки металів тиском, внаслідок якого заготовка, поміщена в робочу порожнину спеціального інструмента — штампа — пластично деформується, набуваючи конфігурації та розмірів порожнини. Очевидно, що жорсткі стінки робочої порожнини штампа надійно обмежують переміщення оброблюваного матеріалу й забезпечують йому задану геометрію. Об'ємне штампування широко використовують лише у серійному й масовому виробництвах з огляду на високу вартість штампа. Штамп переважно складається з двох частин: нерухомої нижньої 1 (рис. 4.3.9) і рухомої верхньої 3. Кованку 2 простої конфігурації виготовляють у однорівчакових штампах, що мають одну спільну робочу порожнину — рівчак. Конфігурація робочої порожнини такого штампа геометрично подібна до конфігурації кованки, а розміри більші за розміри кованки на величину лінійної усадки оброблюваного матеріалу. Лінійна усадка для сталі в середньому становить 1, 5 %. Щоб виготовити кованку, виймають вихідну заготовку з печі, кладуть її в нижню частину штампа й верхньою його частиною створюють тиск, внаслідок чого заготовка набуває конфігурації порожнини штампа. Після цього штамп розкривають і виймають кованку. Кованки складної конфігурації виготовляють у багаторівча-кових штампах. У них заготовку послідовно деформують у кожному рівчаку, наближаючи її форму й розміри до форми й розмірів кованки. Штампи бувають відкриті й закриті.
Отримати наскрізний отвір у штампі одразу не вдається. Тому спочатку роблять заглибини з обох боків кованки в напрямку удару, а потім в іншому штампі остаточно пробивають отвір. Припуски на подальшу обробку різанням призначають переважно в місцях спряження з іншими деталями. Заготовками для об'ємного штампування є порізані вальцівки круглого, квадратного або прямокутного перерізу, а також зі спеціально виготовленого періодичного профілю. У закритих штампах відсутні рівчаки для облою. Тут об'єм заготовки повинен дорівнювати об'ємові робочої порожнини штампа, у зв'язку з чим ускладнюється виготовлення заготовок, проте значно заощаджується метал й відпадає потреба в обрізних пресах і штампах для облою. Розрізняють холодне й гаряче об'ємне штампування. Холодне штампування виконують не нагріваючи метал. Так виготовляють невеликі кованки, що характеризуються більш точними розмірами, якістю поверхні й деформаційним зміцненням. Під час гарячого штампування завдяки нагріванню заготовок витрачають менше енергії на деформацію. Отримані кованки мають менш точні розміри й гіршу якість поверхні, внаслідок утворення окалини. Об'ємним штампуванням виготовляють вироби зі сталей, кольорових металів та їх сплавів у великосерійному й масовому виробництвах для автомобілів, тракторів, сільгоспмашин, вагонів, верстатів, літаків. Переваги об'ємного штампування перед куванням: — можливість виготовлення кованок складної конфігурації; — значно вища продуктивність праці; — істотне заощадження металу внаслідок зменшення припусків на механічну обробку; — можлива нижча кваліфікація робітників. — обмежена маса кованок до кількохсот кілограмів і рідко до кількох тонн; — висока вартість штампів. ЗВАРЮВАЛЬНЕ ВИРОБНИЦТВО Зварювання є найважливішим методом отримування неро-знімних з'єднань у машинобудуванні, будівництві, спорудженні магістральних трубопроводів, кораблебудуванні, мостобудуванні, приладобудуванні та багатьох інших галузях промисловості. Щоб зварити між собою елементи конструкції, необхідно зблизити їх контактні поверхні до відстаней міжатомної взаємодії (0, 2...0, 5 нм). З цією метою використовують два основні способи такого зближення: — розплавлення країв з'єднуваних елементів і присадного матеріалу (електродугове, газове, електрошлакове, лазерне, електронно-променеве, плазмове та інші способи зварювання); — пластичну деформацію у місцях з'єднання (електроконтактне, ультразвукове, ковальське зварювання, зварювання тертям, вибухом тощо). Найпоширенішим способом зварювання було і залишається зварювання плавленням. Зварювання з використанням пластичної деформації посідає друге місце і має тенденцію до зростання. Зварюють не лише метали, а й окремі неметалеві матеріали, зокрема пластмаси. Заготовками для різноманітних зварних металевих конструкцій служать вальцівки, кованки, штамповки та виливки. Раціонально вибираючи матеріал і профіль заготовки, можна створити полегшену й надійну зварну конструкцію з невисокою собівартістю її виготовлення.
Розділ 5.1 ЗВАРЮВАННЯ ПЛАВЛЕННЯМ Ручне дугове зварювання Ручне дугове зварювання покритими електродами займає провідну позицію серед способів зварювання плавленням, особливо там, де недоцільно механізувати цей процес (короткі шви, складна їх траєкторія, незручне розташування у просторі тощо). Незважаючи на свою універсальність й низьку вартість зварювального устаткування, цей спосіб поступово витісняється механізованими способами дугового зварювання. Частка ручного дугового зварювання від сумарного обсягу робіт, виконаних дуговим зварюванням, поступово зменшується і в індустріально розвинених країнах тепер становить 20...30 % (рис. 5.1.1).
а б Рис. 5.1.2. Схема ручного дугового зварювання постійним (а) і змінним (б) струмом: 1, 5 — заготовка; 2 — електрична дуга; 3 — електрод; 4 — зварювальна ванна Суть методу ручного дугового зварювання у тому, що за допомогою теплоти зварювальної дуги 2 (рис. 5.1.2) поступово розплавляється електрод 3 та краї заготовок 2 і 5, а рідкий метал щільно заповнює простір між ними, утворюючи зварювальну ванну 4, а після кристалізації рідкого металу — зварний шов. Шов міцно і надійно з'єднує зварені заготовки в одне ціле. Зварник рукою переміщує електродотримач з електродом у напрямку до заготовок і вздовж майбутнього шва. 51.1.1. ЗВАРЮВАЛЬНА ДУГА Зварювальною дугою називають потужний і стабільний електричний розряд у середовищі іонізованих газів та випарів металу, який супроводжується інтенсивним виділенням теплоти і світла. Повітря у звичайних умовах складається з нейтральних молекул, тому воно не є провідником електричного струму. Щоб молекули повітря дугового проміжку стали провідником струму, їх необхідно іонізувати. З цією метою електрод на короткий час дотикають до заготовки, після цього віддалять його на відстань довжини дуги. Під час дотику між торцем електрода й заготовкою відбувається коротке замикання, внаслідок чого метал контактних поверхонь швидко нагрівається до високої температури. Після відриву електрода з нагрітого катода під дією електричного поля починається електронна емісія. Емісія електронів з катода відбувається під впливом двох факторів —
високої температури (термоелектронна емісія) і напруженості електричного поля (автоелектронна емісія). Електрони 2 (рис. 5.1.3), зіштовхуючись з молекулами повітря 4 й випарами металу, іонізують їх. Позитивно заряджені іони 7 з великою швидкістю рухаються до катода 6, а електрони й негативно заряджені іони — до анода 8. Під час зіткнення з електродом і заготовкою кінетична енергія заряджених частинок перетворюється у теплову. Температура в центрі стовпа дуги найбільша і становить 6000... 7000 °С. Напруга, необхідна для запалювання дуги, у випадку постійного струму повинна перевищувати ЗО...35 В, а у випадку змінного струму — 50...55 В. У режимі стійкого горіння напруга спадає до 18...ЗО В. Напруга дуги залежить від складу газів, у яких горить дуга, довжини дуги, сили струму, матеріалу електрода та виробу. Електричні властивості дуги описуються її вольт-амперною характеристикою, тобто залежністю між напругою та струмом дуги. Ця залежність при незмінній довжині дуги складається із трьох ділянок (рис. 5.1.4): 2 3 і а 10 10 10 •м Рис. 5.1.4. Статична вольт-амперна характеристика дуги (діаметр електрода і довжина дуги постійні): / — спадна, //, III — жорстка і зростальна ділянки відповідно — спадної І; — жорсткої (горизонтальної) II; — крутої (зростальної) III. На ділянці /, де струм невеликий, дуговий проміжок недостатньо іонізований і тому для горіння дуги потрібна підвищена напруга. Тут дуга нестабільна. Зі збільшенням сили струму до 80 А поступово зростає ступінь іонізації, а разом з ним — провідність дугового проміжку, що спричинює різке зменшення напруги. На ділянці // з ростом сили струму збільшується площа перерізу стовпа дуги, через що густина струму й напруга залишаються незмінними. На ділянці /// зростання сили струму вже не зумовлює збільшення площі перерізу дуги, внаслідок чого густина струму зростає і водночас зростає напруга дуги. Ручне електродугове зварювання провадять у межах /і" ділянки, рідше / ділянки вольт-амперної характеристики. Збільшення довжини дуги зумовлює зміщення вольт-амперної характеристики вгору, а зменшення довжини дуги — зміщення цього графіка вниз.
Особливістю електродугового зварювання є короткі замикання і коливання довжини дуги. Короткі замикання відбуваються і під час запалювання дуги, і під час перенесення металу із електрода на виріб у вигляді крапель (30...40 крапель/с). Напруга дуги в момент короткого замикання спадає майже до нуля, а значення струму дуже зростає. Для обмеження струму короткого замикання необхідно, щоб джерело живлення мало спадну зовнішню характеристику. Зовнішньою характеристикою джерела живлення зварювальної дуги називають залежність між напругою U і силою струму / на вихідних його затискачах. Рис. 5.1.5 (лінія 2) свідчить, що зі зниженням напруги величина сили струму зростає, але обмежено. Дуга й джерело її живлення утворюють єдину систему. Тому зовнішня характеристика (лінія 1) і вольтамперна характеристика (лінія 2) мають спільні точки В і С, що є умовою енергетичної рівноваги системи. Точка В відповідає запалюванню дуги, а точка С — стійкому її горінню. Координати точки С (Ua, I3) характеризують режим зварювання. Під час короткого замикання напруга дуги спадає майже до нуля (точка D), а сила струму короткого замикання мало перевищує силу робочого струму І3. Що крутіша зовнішня характеристика, то менші коливання значень зварювального стуму, зумовлені зміною довжини дуги під час ручного зварювання.
Для дугового зварювання використовують постійний та змінний струм. Джерелами постійного струму є зварювальні генератори та випрямлячі, а джерелами змінного струму — зварювальні трансформатори. Максимальна напруга джерела живлення коливається в межах 60...80 В і не повинна перевищувати 80 В в умовах безпечної роботи. Зварювальні генератори є спеціальними зварювальними машинами постійного струму, якір яких приводиться в обертання електродвигуном змінного струму або двигуном внутрішнього згорання. На рис. 5.1.6 зображена схема генератора з незалежним збудженням. Він має дві обмотки — намагнічувальну 4, яка створює основний магнітний потік Ф„ і розмагнічувальну 7, через яку пробігає зварювальний струм. Магнітний потік розмагнічувальної обмотки ФР скерований протилежно до основного потоку. Намагнічувальний потік не залежить від зварювального струму, а розмагнічувальний потік залежить. Зі збільшенням зварювального струму зростає потік Фр і зменшується загальний потік, створюваний магнітною системою генератора. Цим обмежується струм короткого замикання і створюється спадна зовнішня характеристика зварювального генератора. Зварювальний струм знімається з основних щіток 2 і 6. Його регулюють ступеневим вмиканням відповідної кількості секцій в розмагнічувальній обмотці за допомогою клем 8 або плавно реостатом 5, який ввімкнутий в електричне коло намагнічувальної обмотки. Зі зменшенням опору R реостата струм в намагнічувальній обмотці і потік Фн зростають, а разом з ними зростає зварювальний струм. Щоб зменшити зварювальний струм, необхідно збільшити опір реостата. Ввімкнувши в електричне коло всю розмагнічувальну обмотку, збільшують магнітний потік Фр і зменшують зварювальний струм. На рисунку ввімкнута лише частина витків розмагнічувальної обмотки. Величина зварювального струму, який індукується в обмотці якоря 1 генератора, залежить від сумарного магнітного потоку. Зварювальні випрямлячі належать до джерел постійного, а точніше пульсувального струму. Випрямляч, схема якого зображена на рис. 5.1.7, має знижувальний трифазний трансформатор 1, випрямний блок 2 і дросель 3. ----------------------------------------------------------------------------------------------- 385
Випрямний блок живиться від знижувального трансформатора. Блок зібраний зі селенових або кремнієвих напівпровідникових елементів — вентилів, які пропускають струм лише в одному напрямку, а в протилежному напрямку — практично не пропускають. Тут випрямляються обидва півперіоди трифазного змінного струму, у зв'язку з чим його пульсація максимально згладжується. Дросель створює спадну зовнішню характеристику й регулює значення зварювального струму. Якщо замість звичайного використати знижувальний трансформатор зі збільшеним магнітним розсіюванням та рухомими обмотками, то дросель не потрібен. Зварювальні випрямлячі забезпечують високу стабільність горіння дуги, особливо на малих струмах, мають високий ККД, а через відсутність обертальних частин вони прості й надійні в роботі. Недоліком випрямлячів є необхідність інтенсивного охолодження напівпровідникових елементів за допомогою вентилятора. Зварювальні трансформатори прості за конструкцією, дешеві й надійні джерела живлення зварювальної дуги змінним струмом. Більшість з них однофазні зі спадною зовнішньою характеристикою. Зварювальні трансформатори поділяють на такі основні групи: — трансформатори з окремим дроселем; — трансформатори зі збільшеним магнітним розсіюванням і рухомою обмоткою. Найпростіші за конструкцією є однофазні зварювальні трансформатори з окремим дроселем. Такий зварювальний апарат складається зі знижувального трансформатора А (рис. 5.1.8) і дроселя Б. Первинна обмотка 9 трансформатора під'єднується до силової мережі напругою 220 або 380 В. Напруга вторинної обмотки 8 не повинна перевищувати 80 В. Дросель служить для створення спадної зовнішньої характеристики та регулювання значення зварювального струму. Осердя дроселя має дві частини — нерухому 2 та рухому 4. На нерухомій частині намотані витки обмотки 3, ввімкнуті послідовно з вторинною обмоткою у зварювальне коло. Коротке замикання зумовлює в обмотці дроселя струм самоіндукції, спрямований
Рис. 5.1.8. Схема однофазного зварювального трансформатора з окремим дроселем: А — трансформатор; Б — дросель: 1 — осердя; 2 — нерухома, 4 — рухома частини дроселя; З — обмотка дроселя; .5 — електрод; 6, 7— заготовка; 8 — вторинна, 9 — первинна обмотки трансформатора; а — заяор між 2 і 4 рухомою частиною дроселя протилежно струмові короткого замикання, внаслідок чого останній обмежується. Збільшуючи зазор а між нерухомою й рухомою частинами осердя, зменшують індуктивний опір котушки. Від цього збільшується сила зварювального струму і зменшується крутість зовнішньої характеристики. Щоб зменшити силу зварювального струму, необхідно зменшити зазор а між частинами осердя. В цьому випадку крутість зовнішньої характеристики зростає. Однофазний трансформатор з окремим дроселем застосовують у ручному зварюванні покритим електродом, аргоннодуговому зварюванні та механізованому зварюванні під флюсом. Зварювальний трансформатор зі збільшеним магнітним розсіюванням і рухомою обмоткою складається з феромагнітного осердя / (магнітопроводу) та двох обмоток — первинної 2 (рис. 5.1.9) нерухомої і вторинної 3 рухомої. Ці обмотки розсунуті, їх індуктивний опір підвищений, внаслідок наявності магнітних потоків розсіювання, що замикаються через повітря. Змінюючи відстань І між обмотками, регулюють індуктивний опір, а разом з ним — зварювальний струм. Зі збільшенням відстані І збільшуються потоки розсіювання, що приводить до підвищення індуктивного опору і зменшення зварювального струму. Зближуючи обмотки, підсилюють взаємодію протиле- Рис. 5.1.9. Схема зварювального трансформатора зі збільшеним магнітним розсіюванням і рухомою обмоткою: / — осердя; 2 — первинна, З — вторинна обмотки; 4 — електрод; 5, в — заготовка; / — відстапь між обмотками жно спрямованих потоків розсіювання, від чого зменшується індуктивний опір вторинної обмотки і зварювальний струм зростає. Потоки розсіювання індукують ЕРС самоіндукції, скеровану протилежно до основної напруги. Раптове збільшення зварювального струму зумовлює зростання потоків розсіювання, внаслідок чого зростає індуктивний опір, який обмежує струм короткого замикання. Так створюється спадна зовнішня характеристика цього трансформатора. ЕЛЕКТРОДИ Для ручного електродугового зварювання застосовують два типи електродів: неплавкі, плавкі. Неплавкі електроди виготовляють у вигляді стрижнів з вольфраму, електротехнічного вугілля або синтетичного графіту. Переважно використовують плавкі електроди. Плавкий електрод для ручного зварювання — це дротяний електропровідний стрижень з нанесеним на нього покриттям завтовшки 0, 5...З мм. Один кінець стрижня завдовжки 20...30 мм залишають непокритим і використовують, щоб закріпити електрод у спеціальному тримачі. Через електродотримач до електрода
— низьковуглецевий дріт марок Зв-08, Зв-05ГА, Зв-10Г2 та ін.; — легований дріт марок Зв-08ГС, Зв-08Г2С, Зв-12ГС та ін.; — високолегований дріт марок 3B-12X13, Зв-10Х20Н15 та ін. У позначенні марки дроту літери Зв означають зварювальний, а цифри після них — вміст вуглецю у сотих частках відсотка. Наступні літери й цифри після цих літер показують легувальні елементи та їх відсотковий вміст. Наприклад, зварювальний дріт марки Зв-10Х20Н15 містить 0, 10 % вуглецю, 20 % хрому, 15 % нікелю, решта — залізо. Літера А в кінці марки низьковуглецевого й легованого дроту свідчить про знижений вміст шкідливих домішок. Бажано, щоб хімічний склад електродного дроту був близький до хімічного складу зварюваного матеріалу. Якщо цього досягти важко, то речовини, яких в електроді не вистачає, необхідно внести в покриття. До складу покрить входять іонізувальні, шлакоутворювальні, газоутворювальні, дезоксидувальні, легувальні та зв'язувальні речовини. Іонізувальні речовини (мармур СаС03, поташ К2С03, вуглекислий барій ВаС03), які містять у собі лужні й лужноземельні метали, підсилюють іонізацію дугового проміжку. Шлакоутворювальні речовини (польовий шпат, мармур, марганцева руда, рутил Ті02, кремнезем та ін.) під час горіння дуги розплавляються, утворюючи шлак, який захищає краплі металу електрода й поверхню зварювальної ванни від взаємодії з киснем і азотом повітря. Після зварювання поверхню шва механічно очищують від затверділого шлаку. Газоутворювальні речовини (деревне борошно, електродна целюлоза, мармур, магнезит) розкладаючись, утворюють гази, які активно витісняють повітря зі зони горіння дуги. Дезоксидувальні речовини (феромарганець, феросиліцій, феротитан, алюміній) переходять з покриття у зварювальну ванну, відновлюють там оксиди заліза, утворюючи нерозчинні в рідкому металі оксиди марганцю, кремнію, титану або алюмінію, які випливають на поверхню металу, переходячи в шлак. Легувальні елементи (хром, молібден, ванадій, титан та ін. або їх феросплави) компенсують втрати електродного дроту і основного металу від вигорання, а нерідко змінюють хімічний склад, структуру та властивості зварного шва в потрібному напрямку. Зв'язувальна речовина (переважно рідке натрієве скло) з'єднує між собою крупинки покрить і міцно утримує їх на поверхні електродного дроту. Часто речовини, що входять до складу покрить, виконують кілька функцій. Зокрема мармур є водночас шлакоутворювальною, газоутворювальною та іонізувальною речовиною; феромарганець і феросиліцій — дезоксидувальною та легувальною речовинами; рідке скло — зв'язувальною, шлакоутворювальною та іонізувальною речовинами. Залежно від механічних характеристик металу шва електроди поділяють на типи. Для зварювання вуглецевих і низьколегованих сталей використовують дев'ять типів електродів — Е38, Е42, Е42А, Е46, Е46А, Е50, Е50А, Е55 і Е60; для зварювання легованих конструкційних сталей підвищеної міцності — п'ять типів (Е70, Е85, Е100, Е125 і Е150). Як бачимо з наведеного переліку тип електрода позначають літерою Е (електрод) і цифрою, що відповідає гарантованій границі міцності в МПа х 10і. Літера А означає, що наплавлений метал має підвищені пластичні властивості (відносне видовження й ударну в'язкість). За видом покриття розрізняють: — електроди з рутиловим покриттям (Р); — електроди з целюлозним покриттям (Ц); — електроди з основним покриттям (О); — електроди з кислим покриттям (К). Рутилові покриття найпоширеніші [16] завдяки низькій токсичності, здатності забезпечувати стабільне горіння дуги та міцні шви. Вони містять Ті02 як основну шлакоутворювальну речовину, а також в обмеженій кількості залізну й марганцеву руду, феромарганець, кремнезем, карбонати й органічні речовини. ---------------------------------------------- 391
Целюлозні покриття складаються головно з газоутворювальних речовин (целюлоза, деревне борошно), а також з дезоксидаторів — феромарганцю, феросиліцію й невеликої кількості шлакоутворювальних речовин. Утворені гази внаслідок розкладу органічних речовин витісняють повітря зі зони рідкого металу. Кількість шлаку тут обмежена, тому втрати металу від розбризкування істотні, що зумовлює обмежене застосування цих електродів. Якість шва погіршується підвищеним вмістом водню, який спричинює утворення тріщин. Основні покриття складаються переважно з карбонатів лужноземельних металів і флюориду кальцію. До складу покрить можуть входити дезоксидатори (феромарганець, феросиліцій, феротитан) і легувальні елементи. Місце зварювання необхідно очищати від іржі, бо в протилежному випадку якість шва буде низькою. Електроди з основними покриттями застосовують для зварювання вуглецевих і низьколегованих сталей з підвищеним вмістом вуглецю. Вони забезпечують стійке горіння дуги, а також низький вміст кисню та водню в металі шва. Кислі покриття як шлакоутворювальну основу містять оксиди кремнію, заліза й марганцю, а також польовий шпат. Електродами з кислими покриттями можна зварювати метал з іржавими краями в усіх просторових положеннях змінним і постійним струмом й отримувати якісні шви. Не зважаючи на це, їх використовують обмежено з огляду на токсичні випари під час зварювання. Окрім сталевих електродів, використовують також електроди зі сплавів алюмінію (для зварювання матеріалів на його основі), зі сплавів міді (для зварювання бронз і латуней), зі сплавів титану (для зварювання титанових сплавів). 5.1.1.4. ТИПИ ЗВАРНИХ З'ЄДНАНЬ Типи зварних з'єднань залежать від конструкції виробу й товщини зварюваного металу. Головними типами зварних з'єднань є стикові, внакладку, таврові та кутові. Стикове з'єднання (рис. 5.1.10, а) — зварне з'єднання двох заготовок торцевими поверхнями. Якщо товщина заготовок від 1 до 5 мм, то шов виконують переважно з одного боку і рідше з
Рис. 5.1.10. Головні типи зварних з'єднань (а-г) і форма поперечних перерізів країв заготовок (дж): а — стикові; б — внакладку; в — таврові; г — кутові з'єднання; д — V-ііодібна; є — U-подібна; є. — Х-подібна форма країв заготовок двох боків, попередньо не обробляючи скісні краї й залишаючи між заготовками невеликий зазор. Якщо товщина заготовок від З до 60 мм, то краям надають V-подібної форми (рис. 5.1.10, д), якщо товщина заготовок від 15 до 100 мм — U-подібної форми (рис. 5.1.10, є), якщо їх товщина від 8 до 120 мм — Х-подібної форми (рис. 5.1.10, є). Форма оброблених країв повинна забезпечити вільне маніпулювання електродом і якнайменший об'єм шва. Якщо краї Х-подібні, то шов накладають почергово з обох боків з метою зменшити деформації зварюваних елементів. Притуплені краї запобігають пропалюванню й витіканню металу з ванни. Зварювані заготовки у з'єднанні внакладку (рис. 5.1.10, б) розташовані паралельно. Вони частково перекриваються. Ширина перекриття становить 3...5 від товщини заготовки. Для цього типу з'єднання обробка країв не потрібна. Таврові з'єднання (рис. 5.1.10, в) найпоширеніші. Для них у випадку товщини вертикальної стінки в межах 2...40 мм підготовляти краї не обов'язково. Якщо товщина вертикальної стінки від 3 до 60 мм, то можна робити скоси з одного боку, а якщо її товщина від 8 до 100 мм — з обох боків. Кутові з'єднання (рис. 5.1.10, г) для листів завтовшки 2... ЗО мм не вимагають підготовки країв, їх широко застосовують у металоконструкціях.
ню крапель металу з електрода на виріб сприяють електромагнітні сили й скероване газове дуття. Рідкий метал у зварювальній ванні утримується силами поверхневого натягу й тиском дуги. Вертикальні шви зварюють переважно знизу вгору. 5.1.1.5. РЕЖИМ РУЧНОГО ДУГОВОГО ЗВАРЮВАННЯ Режимом ручного дугового зварювання називають сукупність параметрів, які забезпечують необхідну якість зварного з'єднання, максимальну продуктивність і низьку собівартість. Найважливішими параметрами режиму є діаметр електрода d і сила зварювального струму /,. Діаметр електрода d вибирають залежно від товщини зварюваних елементів t, користуючись емпіричними формулами або орієнтовними співвідношеннями між товщиною зварюваних елементів і рекомендованим діаметром електрода:
— нижні 1, 2, 3; — горизонтальні 4; — вертикальні 7; — стельові 5, 6, 8. Найпоширеніші нижні шви. Нижній стиковий шов 2 найзручніше виконувати, оскільки тут рідкий метал легко заповнює проміжок між зварюваними елементами, а з ванни він не витікає. Якщо нижній шов 1, 3 — кутовий, то метал частково може стікати зі стінки вертикального елемента конструкції. Щоб обмежити стікання металу, зменшують переріз валика, що наплавляється за один перехід. У заводських умовах часто повертають конструкцію спеціальними механізмами з тим, щоб досягти нижнього положення шва. Складно накладати вертикальні шви 7, ще складніше — горизонтальні 4 на вертикальній стінці і найскладніше — стельові 5, 6, 8, бо з ванни вертикальних, горизонтальних і стельових швів рідкий метал може витікати під дією сил гравітації. Витіканню можна запобігти, застосовуючи малопотужну коротку дугу, від чого зменшується об'єм зварювальної ванни. Перенесен-
Силу зварювального струму І3 (А) можна визначити за емпіричною формулою де ft — коефіцієнт, який Напівавтоматичне В атмосфері захисних газів Напівавтоматичне й автоматичне дугове зварювання у захисних газах поступово витісняє ручне дугове зварювання. Частка металу (%), наплавленого в атмосфері захисних газів, порівняно з іншими способами дугового зварювання невпинно зростає і за станом на 2000 рік в країнах Європейської співдружності становила 70 % (рис. 5.1.12). За 100 % прийнято сумарну кількість наплавленого металу всіма способами дугового зварювання. В Україні спостерігається помітне відставання від індустріально розвинених країн.
1960 1965 1970 1975 1980 1985 1990 1995 2000 Рік Рис. 5.1.12. Розвиток механізованих способів дугового зварювання в атмосфері захисних газів: в Япоиії (І); у Франції (2); у ФРН (3); в Італії (4); у СШЛ (5); в ЄС (Є); в Україні (7) 5.1.2.1. НАПІВАВТОМАТИЧНЕ ДУГОВЕ ЗВАРЮВАННЯ В АТМОСФЕРІ ЗАХИСНИХ ГАЗІВ Напівавтоматичне дугове зварювання в атмосфері захисних газів відрізняється від ручного тим, що тут автоматично подається електродний дріт на виріб, автоматично запалюється та підтримується дуга і лише вручну зварник переміщає електродний дріт уздовж майбутнього шва. Як захисні використовують інертні (аргон, гелій) та активні гази (вуглекислий газ, азот, водень), а також суміші двох і більше газів. Найефективнішим з-поміж захисних газів є вуглекислий газ і аргон. Гелій використовують рідше з огляду на його високу ціну. Зварюють постійним струмом зворотної (плюс на електроді) та прямої полярності, застосовуючи плавкі й неплавкі електроди. 5.1.2.1.1. НАПІВАВТОМАТИЧНЕ ДУГОВЕ ЗВАРЮВАННЯ В АТМОСФЕРІ ВУГЛЕКИСЛОГО ГАЗУ Напівавтоматичне дугове зварювання в атмосфері вуглекислого газу провадять лише плавким електродом у вигляді голого дроту великої довжини діаметром 0, 8...2 мм.
Вуглекислий газ С02 при високій температурі дуги частково дисоціює на оксид вуглецю CO і кисень О. Виділений кисень взаємодіє із залізом і легувальними елементами, утворюючи відповідні оксиди. Газоподібний CO сприяє утворенню nop у шві й розбризкуванню металу. Оксидаціину дію вуглекислого газу нейтралізують, ввівши до складу електродного дроту надлишкову кількість дезоксидаторів у вигляді кремнію і марганцю. У напівавтоматі електродний дріт 10 (рис. 5.1.13) розмотується з касети // і подається двома роликами — тяговим 9 і притискним 8 в зону дуги 13. Ролик 9 обертається регульованим електродвигуном Д постійного струму через механічний
редуктор 12. Струм значної густини від джерела живлення підводиться до голого дроту за допомогою контакту 6, який розташований недалеко від дуги, щоб не перегрівати електрод. Дугу і зварювальну ванну 2 захищає від взаємодії з повітрям струмінь вуглекислого газу 4, що надходить з металевого балона в корпус пальника 7 і виходить через сопло 5. Тиск газу в балоні не перевищує 7, 5 МПа, знижується до робочого й автоматично підтримується в заданих межах газовим редуктором. Умовою автоматичного підтримування дуги є стала її довжина, тобто рівність швидкості подачі в дугу електродного дроту v„ і швидкості його розплавлення vp: o„ = vp. (5.1.2) Якщо ця рівність порушується, то її необхідно швидко відновити одним з двох способів: — змінюючи швидкість подачі ил електродного дроту при сталому значенні ир; — використовуючи явище саморегулювання довжини дуги при сталій швидкості подачі і> „ електродного дроту. Згідно з принципом регулювання довжини дуги розрізняють напівавтомати з регульованою швидкістю подачі електродного дроту і напівавтомати з саморегулюванням довжини дуги. Напівавтомати з регульованою швидкістю подачі електродного дроту відновлюють порушену довжину дуги до нормальної, змінюючи частоту обертання вала електродвигуна Д доти, поки не відновиться рівняння (5.1.2). Задана нормальна довжина дуги може бути порушена різними випадковими чинниками, серед яких — коливання напруги у силовій мережі, нерівності на поверхні зварюваного металу, пробуксовування електродного дроту між роликами тощо. В основі такого регулювання лежить пропорційна залежність між довжиною дуги та її напругою. Тут сила зварювального струму, а отже, й величина ир залишаються практично незмінними. Електрична схема двигуна Д виконана таким чином, що зі зростанням напруги дуги частота обертання його вала збільшується, а зі зниженням напруги — зменшується аж до відновлення заданої довжини дуги. У напівавтоматах з саморегулюванням довжини дуги будь-яке її відхилення від нормальної довжини зумовлює зміну сили струму, а отже, і швидкості розплавлення електрода, внаслідок чого довжина дуги відновлюється. Швидкість подачі v„ електродного дроту залишається незмінною. Зі збільшенням довжини дуги від нормальної І (рис. 5.1.14) до /, її вольт-амперна характеристика (пунктирна лінія) зсунеться угору, а точка перетину зі зовнішньою характеристикою засвідчить про зменшення сили зварювального струму від І3 до /]3. При сталій швидкості подачі v„ електродного дроту це спричинить зменшення швидкості розплавлення електрода vp, внаслідок чого рівняння (5.1.2) відновиться. Скорочення довжини дуги до 12 збільшує зварювальний струм до /2з, що сприяє збільшенню значення vv і відновленню довжини дуги до нормальної. Номінальну величину і> „ регулюють, змінюючи передавальне відношення редуктора. Напівавтомати зі сталою швидкістю подачі електродного дроту прості за конструкцією і тому надійніші в роботі порівняно з напівавтоматами з регульованою швидкістю подачі електродного дроту. Водночас варто зазначити, що саморегулювання довжини дуги ефективне лише тоді, коли густина зварювального струму електрода достатньо велика.
У вуглекислому газі зварюють у всіх просторових положеннях шва газо- і нафтопроводи, корпуси суден та інші конструкції, виконані з конструкційних вуглецевих і низьковуглецевих сталей. Переваги напівавтоматичного дугового зварювання в атмосфері С02: — низька вартість зварювальних робіт; — продуктивність праці у 2...З рази вища порівняно з ручним дуговим зварюванням; — є можливість спостерігати за прокладенням шва. — надмірне розбризкування металу, значне виділення диму й аерозолів; — не завжди естетичний зовнішній вигляд шва. 5.1.2.1.2. НАПІВАВТОМАТИЧНЕ ДУГОВЕ ЗВАРЮВАННЯ В АТМОСФЕРІ АРГОНУ Розрізняють напівавтоматичне дугове зварювання в атмосфері аргону плавким й неплавким електродом. Схема напівавтоматичного дугового зварювання плавким електродом в атмосфері аргону подібна до схеми зварювання в атмосфері вуглекислого газу (див. рис. 5.1.13) з тією лише відмінністю, що замість вуглекислого газу в пальник подають аргон. Аргон не розчиняється у рідкому й твердому металі, не утворює хімічних сполук з більшістю елементів, що входять до складу цього металу, й забезпечує високоефективний захист рідкого металу. В атмосфері аргону зварюють легкооксидівні сплави на основі алюмінію, титану, магнію, леговані та високолеговані сталі постійним струмом зворотної полярності та великої густини. Струм зворотної полярності руйнує оксидну плівку зварюваних країв заготовок за допомогою важких позитивно заряджених іонів. Велика густина струму забезпечує добру якість шва через перехід від дрібнокрапельного до струменевого переносу металу з електрода на виріб. Завдяки цьому підвищується якість шва й продуктивність зварювання. Зварювання плавким електродом застосовують, щоб з'єднати елементи конструкцій товщиною понад 2 мм в усіх просторо- Рис. 5.1.15. Схема напівавтоматичного дугового зварювання неплавким електродом в атмосфері аргону: 1, 3 — зварювана заготовка; 2 — зварювальна ванна; 4 — струмінь аргону; 5 — сопло; 6 — присадний матеріал; 7 — притискний ролик; 8 — касета; 9 — тяговий ролик; 10 — механічний редуктор; 11 — вольфрамовий неплавкий електрод; 12 — електродотримач; IS — корпус пальника; 14 — зварювальна дуга; Д — електродвигун вих положеннях шва. Електрична дуга живиться від зварювальних випрямлячів з жорсткою зовнішньою характеристикою. Переваги аргонно-дугового зварювання: — висока продуктивність зварювання; — добра якість зварного шва; — не потрібно застосовувати флюси; — можна візуально спостерігати за процесом. Недолік — висока вартість аргону. Схема напівавтоматичного дугового зварювання неплавким електродом зображена на рис. 5.1.15. Тут вольфрамовий електрод 11 закріплений в електродотримачі 12 пальника. Неплавкий електрод тільки підтримує горіння дуги. Присадний матеріал 6 подається зі сталою швидкістю и„ у дугу 14, де він і краї заготовок 1, З розплавляються і утворюють зварювальну ванну 2. Присадний матеріал вибирають близький за складом до основного металу. Зварювальну дугу живлять постійним і змінним струмом.
Алюміній і його сплави рекомендується зварювати струмом зворотної полярності, під час чого напруга дуги зростає порівняно з відповідною напругою прямої полярності, вольфрамовий електрод перегрівається, а його втрати збільшуються. Продуктивність зварювання неплавким електродом менша порівняно зі зварюванням плавким електродом. Проте цьому способу віддають перевагу, коли недопустиме розбризкування електродного металу й коли зварюють метал товщиною від кількох десятих міліметра. 5.1.2.2. АВТОМАТИЧНЕ ДУГОВЕ ЗВАРЮВАННЯ В АТМОСФЕРІ ЗАХИСНИХ ГАЗІВ Автоматичне дугове зварювання в атмосфері захисних газів характеризується автоматичним запалюванням та підтримуванням дуги, автоматичною подачею електрода на виріб і автоматичним переміщенням електрода уздовж шва. У більшості автоматів використовують плавкий електрод у вигляді мотків, придатних для безпосереднього застосування на зварювальних автоматах і напівавтоматах. Його хімічний склад повинен бути близький до складу основного матеріалу. Марки сталевого зварювального дроту описані в п. 5.1.1.3. Такі автомати окрім механізмів, зображених на схемі (див. рис. 5.1.13) мають каретку з механізмом переміщення уздовж шва. Каретка складається з чотирьох коліс, редуктора і регульованого електродвигуна. Якщо колеса переміщують автомат безпосередньо по виробі, то такий автомат називають зварювальним трактором. Якщо котки автомата встановлені на окремому напрямному пристрої (рейках), то автомат називають зварювальною самохідною головкою. 404 І 10, механічного редуктора 12 та регульованого електродвигуна Д неперервно подається в зону зварювання, а шар флюсу 4 завтовшки ЗО...60 мм з лійки насипається безпосередньо перед дугою 5 на краї зварюваних заготовок 1 і 3. Струм до електродного дроту підводиться через контакт 7. Дуга горить між кінцем електродного дроту й заготовками, розплавляючи їх краї та дріт, внаслідок чого утворюється зварювальна ванна 2. Частина флюсу, що оточує дугу, теж розплавляється, утворюючи шлакову захисну еластичну плівку 6, під якою перебувають випари металу й випари дисоціації компонентів флюсу. Втрати від розбризкування й вигорання металу під час зварювання під флюсом мінімальні й не перевищують 2 %. Шар флюсу також захищає рідкий метал від теплових втрат, завдяки цьому збільшується час дегазації зварювальної ванни, внаслідок чого вона позбавляється від розчинних у металі газів. Нерозплавлену частину флюсу повторно використовують для зварювання. Цим способом зварюють заготовки з вуглецевих і легованих сталей, міді, алюмінію, титану та їх сплавів завтовшки 2... 100 мм. Велика густина струму сприяє глибокому розплавлен-ню країв заготовок, завдяки чому можна зварювати за один перехід заготовки завтовшки до 12 мм без скісних країв. Щоб запобігти витіканню металу зі зварювальної ванни, використовують металеві підкладки або флюсову подушку. За зварювальною дугою метал ванни кристалізується, а згодом твердне й шлакова плівка, яку по закінченні зварювання відокремлюють від шва. Напівавтоматами можна зварювати короткі та криволінійні шви, використовуючи як джерела живлення дуги зварювальні трансформатори й випрямлячі. З напівавтоматичним дуговим зварюванням під флюсом успішно конкурує напівавтоматичне дугове зварювання у вуглекислому газі. 5.1.3.2. АВТОМАТИЧНЕ ДУГОВЕ ЗВАРЮВАННЯ ПІД ФЛЮСОМ Автоматичне дугове зварювання під флюсом відрізняється від відповідного напівавтоматичного наявністю механізму для переміщення зварювальної дуги вздовж шва й досконалішою апаратурою для подачі флюсу та його відсмоктування зі шва.
— у вигляді нерухомої зварювальної головки, під якою переміщається виріб механізмами зварювального автомата; — у вигляді зварювального трактора, каретка якого переміщається по поверхні виробу. Технологічний режим автоматичного дугового зварювання під флюсом характеризується такими параметрами: діаметр електродного дроту, величина зварювального струму, швидкість подачі електродного дроту й швидкість переміщення дуги. Добираючи марку електродного дроту, марку флюсу та інші параметри режиму зварювання, можна регулювати хімічний склад шва і його експлуатаційні властивості. Автоматичне дугове зварювання під флюсом використовують у серійному й масовому виробництві під час виконання довгих прямолінійних і кільцевих швів у нижньому положенні на резервуарах для рідин і газів, на котлах, на корпусах суден, на металоконструкціях та інших виробах. Переваги автоматичного дугового зварювання під флюсом: — істотне підвищення продуктивності праці порівняно з ручним дуговим зварюванням; — висока якість зварних з'єднань; — економія електродного дроту через зменшення витрат на розбризкування металу і відсутність недогарків; — економія електричної енергії; — полегшення роботи зварника. — місце зварювання покрите флюсом, тому неможливо візуально контролювати процес; — метод не придатний для зварювання стельових, вертикальних і горизонтальних швів внаслідок витікання рідкого металу і шлаку. Розглянувши найпоширеніші способи дугового зварювання, звернемо увагу на порошковий електродний дріт. Частка металу, наплавленого цим дротом, від сумарної маси металу, наплавленого дуговим зварюванням, постійно зростає. У 2000 р. вона, становила в країнах Європейського економічного союзу 8 %, натомість в Україні — до 2 % [16]. Голий порошковий електро- дний дріт діаметром від 1, 2 до 2, 0 мм використовують переважно для напівавтоматичного дугового зварювання без додаткового захисту або з додатковим захистом у середовищі вуглекислого газу, в суміші вуглекислого газу з аргоном або під флюсом. Такий дріт складається з тонкостінної металевої трубки, наповненої сумішшю порошків із газоутворювальних, шлакоутворювальних, дезоксидувальних і легувальних речовин, які забезпечують захист зони зварювання, потрібний хімічний склад та властивості зварного шва. Самозахисний порошковий дріт має підвищений вміст речовин, які захищають зону зварювання від шкідливої дії атмосфери, порівняно з порошковим дротом, який вимагає додаткового газового захисту. Найчастіше порошковим дротом зварюють низьковуглецеві, низьколеговані й високолеговані сталі в суднобудуванні, машинобудуванні, енергетиці, будівництві тощо. Електрошлакове зварювання Електрошлакове зварювання — спосіб стикового нерознімного з'єднання металів, у яких краї заготовок і електродний дріт розплавляються теплотою, виділеною під час проходження електричного струму крізь шлакову ванну. Внаслідок тверднення розплавленого металу утворюється зварний шов. У зону, утворену вертикально розташованими краями заготовок 2, 8 (рис. 5.1.17), пластиною 12 й пересувними водоохолод-жуваними повзунами 1, 4, насипають флюс і подають роликами 7 електродний дріт 6 діаметром 2...3 мм. До дроту й заготовок під'еднують джерело живлення. Спочатку між пластиною 12 і електродним дротом, який проходить через струмопідвідний зігнутий мундштук 9, запалюють дугу. Дуга горить доти, поки електропровідна шлакова ванна 5, утворена з гранульованого флюсу, не погасить її. З цього моменту починається електрошлакове зварювання. Струм, проходячи крізь шлакову ванну, нагріває її до високої температури, достатньої, щоб розплавити електродний дріт і краї заготовок. Метал електродного дроту, розплавляючись у шлаковій ванні й очищаючись у ній від шкідливих домішок, поступово наповнює проміжок між краями заготовок і повзунами. Повзуни й мундштук з електродним
Рис. 5.1.17. Схема електрошлакового зварювання: 1, 4 — повзун; 2, S — заготовка; 3 — зварювальна ванна; 5 — шлакова ванна; 6 — електродний дріт; 7 — ролик; 9 — струмопідвідний мундштук; 10 — вода; 11 — зварний шов; 12 — пластина дротом переміщаються вгору, залишаючи після себе зварний шов 11. Шлакова ванна, що перебуває на поверхні зварювальної ванни З, надійно захищає останню від шкідливої взаємодії з атмосферою. Як присадний матеріал використовують не лише електродний дріт (один або кілька одночасно), а й пластинчасті електроди. Електрошлаковим способом зварюють метали великої товщини (40 мм і більше) за один перехід у барабанах парових котлів високого тиску, корпусах пресів, станинах вальцівних станів тощо. Переваги електрошлакового автоматичного зварювання порівняно з автоматичним дуговим зварюванням під флюсом: — вища продуктивність;
— менші витрати присадного матеріалу, оскільки зварюють заготовки будь-якої товщини і без скошених країв; — зменшені витрати електроенергії та флюсу. Недолік: значний перегрів металу шва і зони термічного впливу, через що утворюються структури, схильні до крихкого руйнування. Лазерне зварювання
(наприклад, метал-кераміка) завтовшки від часток міліметра до 250 мм [17]. Спосіб широко застосовують для зварювання малогабаритних виробів у радіоелектроніці й приладобудуванні, а також великогабаритних виробів у машинобудуванні. Переваги: — надійний захист від зовнішнього середовища у вакуумній камері; — мінімальна деформація виробу, зумовлена вузьким зварним швом. Недоліки: — складність й висока вартість установки; — невисока продуктивність; — обмежені габарити виробу, пов'язані з розмірами вакуумної камери. У лазерному зварюванні використовують світловий (лазерний промінь) як один з найконцентрованіших носіїв енергії. Лазерний промінь, скерований на стик з'єднуваних заготовок, миттєво розплавляє в зоні з'єднання обмежений об'єм металу, після кристалізації якого утворюється вузький і глибокий шов високої якості. Джерелом випромінювання лазерних променів є оптичний квантовий генератор, що називається лазером. Лазер складається з робочої речовини (або з робочої суміші), системи збудження, фокусування й охолодження. Цим способом зварюють багато металевих й неметалевих матеріалів завтовшки від декількох мікрометрів до 10 мм і більше. На відміну від електронно-променевого способу лазерне зварювання не вимагає вакууму. Зварюють переважно газовими й твердотілими лазерами. Найпоширенішими серед них є газові С02-лазери, в яких робоча суміш складається з вуглекислого газу, азоту й гелію. Активним середовищем суміші є вуглекислий газ. Незбуджені молекули С02 перебувають на стабільному, або нормальному, енергетичному рівні і мають мінімальну енергію. їхні більш високі, але стабільні енергетичні рівні називають збудженими. Для збудження молекул С02 потрібна зовнішня енергія. Зі збуджених рівнів молекули активного середовища переходять на нормальний рівень самовільно (спонтанно) у непередбачуваний момент часу або вимушено в прогнозований момент часу під дією спеціального чинника, наприклад, світлового променя. Вимушений перехід молекули С02 на нормальний рівень супроводжується випромінюванням когерентного світла. Для лавиноподібного генерування когерентного світла з довжиною хвилі А. = 10, 6 мкм необхідно, щоб кількість збуджених молекул перевищувала їх кількість на нормальному рівні і частина генерованого світла залишалась всередині робочої суміші газів й стимулювала подальше вимушене випромінювання рештою оптично активних молекул С02. Цього досягають за допомогою двох паралельних дзеркал, одне з яких непрозоре й відбиває усі світлові промені, а друге, напівпрозоре, теж їх відбиває, але
Рис. 5.1.19. Схема установки для лазерного зварювання: 1 — непрозоре, 6 — напівпрозоре дзеркала; 2 — місткість для робочої суміші; З, 11 — електрод; 4 — вода; 5 — робоча газова суміш; 7 — дзеркало; 8 — лінза; 9, 10 — зварювана заготовка частково пропускає назовні. Таке багаторазове проходження світлових променів крізь робочу суміш зумовлює переважно вимушене потужне випромінювання, що йде від оптично активних молекул С02. Для збудження молекул С02 в газовому лазері використовують електричний тліючий розряд або струм високої частоти. На рис. 5.1.19 зображена схема С02-лазера неперервної дії з дифузійним охолодженням робочої газової суміші. Лазер складається з герметичної місткості 2 для робочої суміші, непрозорого 1 і напівпрозорого 6 паралельних дзеркал, вмонтованих у місткість 2, водоохолоджуваних електродів 3, 11, до яких підведений струм високої частоти, дзеркала 7 та лінзи 8. Відстань між електродами невелика. Вони виконують водночас роль збуджувачів молекул С02 і охолодників робочої суміші безпосередньо в місткості. Лазерний промінь після виходу з напівпрозорого дзеркала потрапляє на дзеркало 7, а далі — в лінзу і на стик зварюваних заготовок 9, 10. Переміщення заготовок в напрямку майбутнього шва відбувається за допомогою окремого механізму, який на рисунку не зображений. ККД газових лазерів становить близько 10 %. A 6 в Рис. 5.1.22. Схема ацетиленового генератора „карбід у воду" (а), „вода на карбід" (б) і „контактного" (в): 1 — зливна трубка: 2 — вода; З — резервуар; 4, 15, 24 — трубка для виходу ацетилену; 5 — вентиль; 6, 20, 23 — покритка; 7 — бункер; 8, 26 — карбід кальцію; 9 — клапан; 10, 27 — Грати; 11, 13 — нижня і верхня частини резервуара; 12, 16 — трубка; 14 — резервуар; 17 — перегородка; 18 — патрубок; 19 — кошик; 21 — реторта; 22, 25 — відкрита і закрита посудини Генератор системи „карбід у воду" (рис. 5.1.22, а) подає порціями карбід кальцію 8 у резервуар 3 з водою 2. Карбід кальцію перебуває у бункері 7, щільно закритому покришкою 6. Механізм закривання і відкривання клапана 9 приводиться в дію тиском ацетилену, який нагромаджується в резервуарі над поверхнею води. Ацетилен надходить до зварювального пальника трубкою 4, а далі шлангом. Як тільки тиск ацетилену знизиться до нижньої межі, клапан знову відкриється і чергова порція карбіду потрапить у воду. Генератор системи „вода на карбід" (рис. 5.1.22, б) складається з резервуара 14, розділеного перегородкою 17 на нижню 11 та верхню 13 частини, сполучені трубкою 12. У нижній частині є реторта 21, куди вставляють кошик 19 з карбідом кальцію і щільно закривають покришкою 20. Реторта з'єднана з нижньою частиною резервуара патрубком 18, який у разі потреби перекривається вентилем. Якщо вентиль відкритий, то вода стікає у реторту, де реагує з карбідом. Утворений ацетилен через трубку 16 потрапляє у воду нижньої частини реторти, там охолоджується й очищається від домішок, після чого нагромаджується під перегородкою. Збільшення об'єму ацетилену сприяє витісненню води з нижньої у верхню частину через трубку 12. Після зниження рівня води нижче горловини патрубка 18 її перетікання в реторту припиняється. Із генератора ацетилен надходить до зварювального поста через трубку 15, завдяки чому рівень води в нижній частині резервуара підіймається і вода знову потрапляє в реторту. Генератор контактної системи (рис. 5.1.22, в) працює за принципом сполучених посудин. Він складається із відкритої 22 і закритої 25 посудин. У закритій посудині міститься карбід кальцію 26. Утворений ацетилен створює додатковий тиск, внаслідок чого вода витісняється у відкриту посудину доти, поки не припиниться контакт карбіду з водою. В міру споживання ацетилену його тиск поступово знижується і вода знову починає контактувати з карбідом. Генератори цієї системи прості за конструкцією й не вимагають спеціальних засобів автоматизації. Контактні генератори нерідко поєднують з системою „вода на карбід". Зварювальний пальник призначений для змішування кисню з пальним газом у заданій пропорції й підведення утвореної суміші до місця зварювання. За принципом дії пальники поділяють на інжекторні та безінжекторні. Найпоширеніші інжекторні пальники. Інжекторний пальник (рис. 5.1.23) має корпус 5, кисневий ніпель 7, ніпель пального газу 8, вентилі 6, 9 для незалежного регулювання подачі газів, інжектор 4, камеру змішування З, трубку наконечника 2 і мундштук 1. Між корпусом та інжектором є кільцевий канал 10 для пального газу. На вході у пальник тиск кисню перевищує тиск ацетилену. Кисень під тиском 0, 1...0, 4 МПа з великою швидкістю виходить з каналу інжектора й потрапляє у змішувальну камеру, куди через кільцевий канал засмоктується пальний газ. Отримана в змішувальній камері пальна суміш виштовхується назовні й на виході з мундштука згоряє, утворюючи високотемпературне концентроване полум'я. Ацетиленокисневе полум'я складається з трьох зон, які легко розрізнити візуально: — ядра 11 яскравого кольору із суміші кисню й ацетилену; — зварювальної зони 12 блакитного кольору; — факела 13.
У зварювальній зоні відбувається неповне згорання ацетилену в кисні за реакцією:
Температура зварювальної зони найвища, тут з основного й непокритого присадного металу утворюється зварювальна ванна, добре захищена оксидом вуглецю CO і воднем. У факелі догоряють оксид вуглецю та водень у кисні повітря:
Залежно від співвідношення об'ємів кисню й ацетилену в суміші ацетиленокисневе полум'я може бути: — нормальне (02: С2Н2 - 1); — оксидаційне (02: С2Н2 > 1); — навуглецьовувальне (02: С2Н2 < 1). Найчастіше використовують нормальне полум'я під час зварювання вуглецевих сталей і більшості сплавів кольорових металів. Оксидаційне полум'я застосовують під час зварювання латуней. Тут надлишковий кисень утворює з цинком латуні оксидну плівку, яка запобігає випаровуванню цинку. Навуглецьовувальне полум'я під час зварювання чавуну компенсує втрати вуглецю від вигорання. Хімічний склад і діаметр присадного дроту вибирають залежно від складу й товщини зварювального матеріалу. Зварник у правій руці тримає пальник, у лівій — присадний матеріал, відповідно їх переміщуючи. Газове зварювання порівняно з дуговим характеризується плавнішим нагріванням й повільнішим охолодженням місця з'єднання, більшою зоною термічного впливу й нижчою продуктивністю праці. 5.1.7.2. ТЕРМІЧНЕ РІЗАННЯ МЕТАЛІВ Одним з поширених способів термічного різання металів є газове різання. Суть цього способу в тому, що метал 2 (рис. 5.1.24) у зоні різання попередньо нагрівають газокисневим полум'ям 3 до температури займання, після чого подають струмінь технічно чистого кисню 4, в якому згоряє метал і видуваються утворені оксиди 1, а виділену теплоту використовують, щоб підтримувати горіння. Як бачимо, газокиснева суміш виходить з кільцевого каналу 7 різака 5, а струмінь кисню — з центрального каналу 6. Різак переміщають у напрямку різання рукою або відповідними механізмами. Механізоване переміщення (напівавтоматичне або автоматичне) забезпечує рівномірне переміщення різака, внаслідок чого отримуємо гладку поверхню зрізу й більш високу точність розмірів. Для нагрівання зони різання окрім ацетилену використовують природний газ, пропан-бутан, гас або бензин. Газове різання можливе, якщо: — температура плавлення металу вища за температуру його горіння; — температура утворення оксидів не перевищує температуру плавлення металу; — виділеної теплоти достатньо (або майже достатньо), щоб підтримувати горіння металу в кисні; — теплопровідність металу не повинна бути надто великою, бо в протилежному випадку важко підтримувати в зоні різання необхідну температуру.
Переліченим умовам відповідають низьковуглецеві й низько-леговані сталі з невисоким вмістом вуглецю і не відповідають високолеговані та хромисті сталі, чавуни, мідь, сплави алюмінію й магнію. Тугокоплавкі оксиди можна перевести у легкоплавкі сполуки, ввівши в зону різання разом зі струменем кисню відповідні порошкоподібні флюси (киснево-флюсове різання). Суть контактного електричного зварювання полягає в тому, що заготовки 3 і 6 (рис. 5.2.1) нагрівають у зоні з'єднання електричним струмом до пластичного стану або до часткового розплавлення й пластично деформують, щоб зблизити з'єднувані поверхні до відстаней міжатомної взаємодії. Під дією двох рівних і протилежно спрямованих сил F мікровиступи на цих поверхнях зминаються, руйнуються оксиди й частково витісняються назовні. Кількість теплоти (Дж), що виділяється в зоні з'єднання під час проходження електричного струму, визначають за законом Джоуля-Ленца де / — сила зварювального струму, A; R — сумарний опір у контактах і металі заготовок, Ом; т — час проходження струму, с. Із формули (5.2.1) випливає, що необхідна для зварювання кількість теплоти виділяється лише у випадку проходження через заготовки значної сили струму (іноді десятки тисяч і навіть сотні тисяч ампер), а також достатньо великого сумарного опору зварюваного металу. Оскільки опір в контакті заготовок найвищий (що зумовлено неповним приляганням з'єднуваних поверхонь, їх забрудненням і наявністю оксидів), то контакт заготовок нагрівається найбільше. Розрізняють три основні види електроконтактного зварювання: стикове, точкове і шовне.
Зварювання тертям Зварювання тертям відбувається у твердому стані під дією стискальних напружень і теплоти, що виникає від тертя на контактних поверхнях заготовок. Заготовки /, 2 (рис. 5.2.6) у вигляді стрижнів або труб торцями складають устик, одну з них (рис. 5.2.6, а) або обидві (рис. 5.2.6, б) обертають, прикладаючи осьові сили F. Від тертя метал у зоні контакту нагрівається в тонких поверхневих шарах до температури 950...1300 °С, пластично деформується, під
час чого з'єднувані поверхні максимально зближуються. Після надійного з'єднання обертання раптово припиняють, а стискальні напруження на деякий час підвищують. Цим способом зварюють вироби з однорідних й різнорідних металів, а також з металів і кераміки. Серед них свердла, мітчики, кінцеві фрези, клапани двигунів внутрішнього згоряння та ін. Одну частину виробу виготовляють з дорогої високолегованої сталі, а іншу — з дешевої вуглецевої або легованої. Зварюють переважно на спеціальних машинах, рідше — на переобладнаних металорізальних верстатах (токарних або свердлильних). На зварювання тертям порівняно з електричним контактним витрачається значно менше енергії; якість зварювання і продуктивність високі. Ультразвукове зварювання Ультразвукове зварювання виконують під дією невеликих стискальних напружень і високочастотних механічних коливань, які спричинюють тертя на контактних поверхнях заготовок, внаслідок чого ці поверхні нагріваються, пластично деформуються і зближуються до відстані міжатомної взаємодії. Товщина зварюваних заготовок невелика і становить від 0, 1 до 1 мм. Порівняно невисока температура в зоні з'єднання забезпечує мінімальну зміну структури і властивостей матеріалу з'єднуваних заготовок. Під час ультразвукового зварювання використовують магнітострикційний ефект, що ґрунтується на здатності деяких феромагнітних матеріалів змінювати свої розміри під дією змінного магнітного поля. Ультразвуковим зварюванням можна отримувати точкові й шовні з'єднання. Установка для точкового зварювання зображена на рис. 5.2.7. Заготовки 4 затискають механізмом 5 між опорами 6 і 7. До витків котушки 2 від спеціального генератора підводять струм частотою понад 20 кГц, який спричинює в котушці змінне магнітне поле. Під його дією магнітострикційний вібратор / звужується і розширюється з частотою зміни магнітного поля. Щоб збільшити амплітуду механічних коливань вібратора, до нього під'єднують хвилевід 3, який підтримує опора 8. Рис. 5.2.7. Схема установки для точкового зварювання ультразвуком: / — магнітострикційний вібратор; 2 — котушка; 3 — хвилевід; 4 — заготовка; 5 — механізм затиску заготовок; 6, 7, 8 — опора; F — сила Ультразвукові коливання активно руйнують поверхневі оксидні плівки. Цим методом надійно з'єднують між собою заготовки з міді, алюмінію та їх сплавів, а також з нікелю, титану, танталу, цирконію та ін. у приладобудівній і електронній промисловості. Зварювання вибухом Зварювання вибухом відбувається в момент удару однієї заготовки об іншу під час вибуху. Внаслідок цього в контактних поверхневих шарах підвищується температура, виникають значні пластичні деформації й зближення до відстаней міжатомної взаємодії. Нижню заготовку 3 (рис. 5.2.8) кладуть на жорстку основу 5, а верхню заготовку 4 виставляють на відстані h > 2...3 мм і під кутом а = З...Ю0. Верхню заготовку рівномірно покривають шаром вибухової речовини 2, а на краю встановлюють електродетонатор /. Вибухова хвиля надає верхній заготовці швидкості понад 1000 м/с. Зварювання триває мікросекунди. Перед зварюванням поверхні заготовки знежирюють. Залишкові поверхневі забруднення подрібнюються й частково виносяться зі зони зварювання у вигляді порошку.
Рис. 5.2.8. Схема зварювання вибухом — вихідне положення (а) і процес (б): 1 — детонатор; 2 — вибухова речовина; 3, 4 — заготовки; 5 — основа Вибухом можна зварювати заготовки практично необмежених розмірів з однорідних й різнорідних металів, зокрема й таких, що не зварюються іншими способами. Так можна приварювати до листа з вуглецевої сталі лист з нержавкої сталі або до лопаток турбіни оболонку з корозійнотривкої сталі. Міцність з'єднання дуже висока. ОБРОБКА РІЗАННЯМ Обробкою різанням виготовляють більшість деталей, особливо тоді, коли від них вимагається велика точність розмірів і висока якість поверхні. Цей процес доволі трудомісткий, а отже, й дорогий. Достатньо сказати, що вартість обробки різанням перевищує ЗО % вартості готової машини. Окрім цього, обробка різанням — це значні відходи у вигляді стружки, які в умовах масового виробництва сягають 10 % маси заготовок, а в умовах дрібносерійного й одиничного виробництва зростають у 2...З рази. Важливими критеріями оцінки ефективності обробки металів різанням є продуктивність верстата, його точність, надійність і гнучкість. Продуктивність оцінюється здатністю верстата забезпечити обробку певної кількості деталей за одиницю часу. З метою скорочення часу обробки застосовують різальні інструменти підвищеної стійкості, запроваджують активний контроль розмірів оброблених поверхонь, автоматизацію заміни інструментів, транспортування та закріплювання заготовок й зняття оброблених виробів. Гнучкість характеризується можливістю верстата до швидкого переналагоджування з переходом на виготовлення іншої деталі. Водночас з різанням розширюється обробка методами холодного пластичного деформування без зняття стружки (накочування різей і зубчастих коліс, обкочування й розкочування циліндричних, конічних і фасонних поверхонь роликами або кульками, калібрування отворів жорсткими інструментами). Отже, технології виготовлення деталей різанням і холодною обробкою тиском часто конкурують між собою. Для обробки сучасних високоміцних матеріалів успішно застосовують електрофізичні й електрохімічні методи (електро-ерозійні, анодного розчинення, ультразвукові, променеві тощо).
Рухи у верстатах У металорізальних верстатах розрізняють рухи різання (робочі) та допоміжні рухи. Завдяки рухам різання з поверхні заготовки відокремлюють шар металу у вигляді стружки. Рухи різання складаються з головного руху різання й руху подачі. Вони можуть бути обертальними й прямолінійними, неперервними й перервними. Головний рух різання Д [7] відбувається з найбільшою швидкістю і забезпечує лише одинарне відокремлювання стружки, наприклад, за один оберт або за один подвійний хід заготовки чи інструмента. Рух подачі Д [7] у поєднанні з головним рухом різання забезпечує неперервне (іноді перервне) відокремлення стружки на всій оброблюваній поверхні. Залежно від напрямку руху інструмента (або заготовки) розрізняють поздовжню подачу Д пд вздовж осі обертання заготовки, поперечну подачу Д „ перпендикулярно до осі обертання заготовки, колову подачу Д к. Допоміжні рухи забезпечують підготовку процесу різання, хоч самі в ньому участі не беруть. До них належать: закріплення заготовки й зняття готової (чи частково обробленої) деталі, зміна інструмента, вмикання заданої частоти обертання головного руху різання та величини подачі, переміщення інструмента в задану позицію, вимірювання діаметра обробленої поверхні, пуск і зупинка верстата тощо. Щоб полегшити ручну працю верстатника й скоротити час на виконання допоміжних рухів, їх механізують і автоматизують. Кінематичні схеми верстатів Кінематична схема верстата є спрощеним графічним зображенням лише тих його елементів і механізмів, що беруть участь у передачі рухів. Крім графічного зображення, кінематична схема повинна мати мінімальну кількість числових даних, необхідних для кінематичних розрахунків, які завершуються визначенням значень головного руху різання, обчисленням значень подачі, а також числових значень допоміжних рухів. На кінематичних схемах розрізняють елементи (деталі й прості вузли) та механізми верстата. До елементів кінематичних схем належать такі деталі верстатів, як вал (рис. 6.1.8, а), шків, зірочка, зубчасте колесо, черв'ячне колесо, черв'як, гвинт, гайка, рейка, а також такі прості вузли, як підшипник (рис. 6.1.8, 6-е), муфта (рис. 6.1.8, є, ж), гальмо (рис. 6.1.8, з), електродвигун (рис. 6.1.8, и). На кінематичній схемі вал зображують у вигляді прямої потовщеної лінії (рис. 6.1.8, а); шків (рис. 6.1.9, а), циліндричне зубча- • --- 1 * --- £ ' Рис. 6.1.8. Елементи кінематичних схем: вал (а); вал з підшипником ковзання радіальним (б), з підшипником кочення радіальним (в), з підшипником кочення радіальпо-упорним (г), з підшипником кочення упорпим (д), з підшипником без уточнення типу (є); вали тяговий / і ведений // разом з кулачковою муфтою (є); вали /, // разом з фрикційною муфтою (ж); гальмо (j); електродвигун (ц) сте колесо (рис. 6.1.9, в) і черв'як (рис. 6.1.9, д) — у вигляді прямокутника (кола); зірочку (рис. 6.1.9, б) — у вигляді ромба (кола); конічне зубчасте колесо (рис. 6.1.9, г) — у вигляді трапеції (кола); гвинт (рис. 6.1.9, є) — у вигляді хвилястої лінії; гайку (рис. 6.1.9, є) — у вигляді двох хвилястих ліній. Знак х означає, що відповідний елемент (шків, зубчасте колесо, зірочка, черв'ячне колесо, черв'як) закріплений на валі
нерухомо, знаками — (-, =) позначають, що елемент може пересуватись уздовж вала, але завжди обертається разом з ним. Радіальні підшипники здатні сприймати силу, спрямовану по радіусу вала, упорні — силу, що діє вздовж вала, а радіально-упорні — одночасно обидві ці сили (рис. 6.1.8). Муфта призначена для з'єднання або роз'єднання двох валів, а також для закріплювання на валі вільнопосаджених деталей (зубчасте та черв'ячне колесо, шків, черв'як тощо). Вал І, який передає рух, називається тяговим, а вал //, що приймає рух, — веденим. Найпоширенішими механізмами металорізальних верстатів є передачі, елементарні механізми коробок швидкостей, елементарні механізми коробок подач, механізми реверсу. Передачею називається механізм, що служить для передавання обертального руху від тягового вала / до веденого вала /7 або для перетворення одного виду руху в інший, наприклад обертального в прямолінійний поступальний чи навпаки. Найбільш властиві для верстатів пасові, ланцюгові, зубчасті, черв'ячні, гвинтові та рейкові передачі. Важливою характеристикою передач обертального руху є передавальне число (або обернена до нього величина — передавальне відношення). Передавальним числом и називається відношення частот обертання тягового гц і веденого п.2 валів:
Величина, обернена до передавального числа и, називається передавальним відношенням і: Плоскопасова передача Ланцюгова передача Зубчасту передачу циліндричними колесами використовують для передачі обертального руху між паралельними валами. Вона складається із вала / (рис. 6.1.9, в), вала II, зубчастих коліс 2, і 22 й підшипників. її передавальне відношення визначається за формулою (6.1.4). Зубчасту передачу конічними колесами застосовують для передачі обертального руху між валами, розташованими перпендикулярно.
Гвинтова передача служить для перетворення обертального руху гвинта в поступальний рух гайки або навпаки. Якщо t (рис. 6.1.9, є) — крок різі, то за один оберт гвинта гайка переміститься на величину t, а за п обертів — на величину (мм/хв) Рейкова передача призначена
Оскільки t = it • т, то
де т — модуль зубця, мм. Елементарний механізм, коробки швидкостей надає веденому валові кілька різних частот обертання, якщо тяговий вал має одну частоту обертання. До елементарних механізмів коробок швидкостей належать: механізм з переставними зубчастими колесами, механізм з пересувним блоком зубчастих коліс, механізм із зубчастих коліс і муфти та деякі інші. Механізм з переставними зубчастими колесами має вал / (рис. 6.1.10, а), вал //, підшипники, зубчасті колеса гх і 22, які можна переставляти на валах. Внаслідок цього вал II отримує дві частоти обертання:
Механізм з пересувним блоком зубчастих коліс складається з валів І і II (рис. 6.1.10, б), підшипників, трьох закріплених на валі / зубчастих коліс 2,, 22, 23 і потрійного пересувного блока 24 — 25 — 2в, колеса якого почергово можуть входити в зачеплення з колесами вала /. Тому на вал II передається три частоти обертання:
Механізм із зубчастих коліс і муфти передає на вал // (рис.6.1.10, в) дві частоти обертання (п2 і п21) за допомогою коліс 2, і 23 та Zo і z4. Кулачкова муфта М почергово закріплює на валі II одне з вільнопосаджених коліс г2 або г4. Тут
Елементарні механізми коробок подач мають те саме призначення, що й елементарні механізми коробок швидкостей. У коробках подач широко використовують описані вище механізми коробок швидкостей, а окрім них — механізм Нортона та механізм з висувною шпонкою. Механізм Нортона складається із зубчастих коліс г„ г2, ..., г7 (рис. 6.1.11, а), закріплених на валі 7, пересувного колеса 2П, МАШИННЕ ФОРМУВАННЯ І ВИГОТОВЛЕННЯ СТРИЖНІВ |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 656; Нарушение авторского права страницы
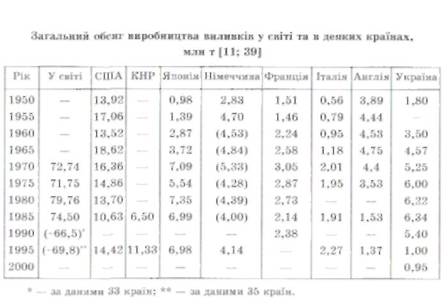
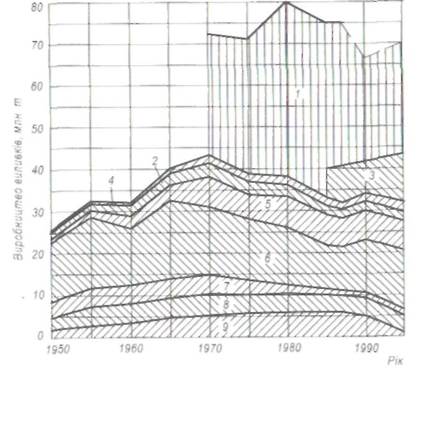
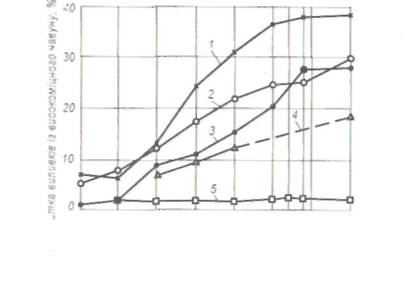
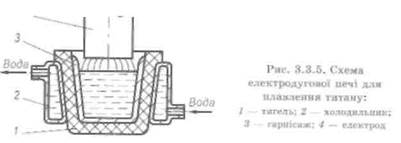

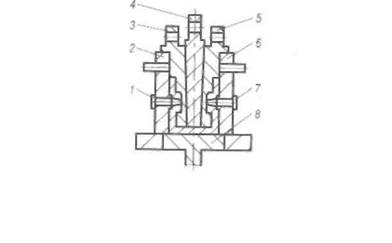

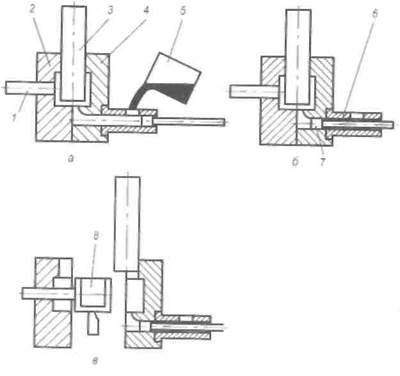 Рис. 3.4.3- Схема машини
Рис. 3.4.3- Схема машини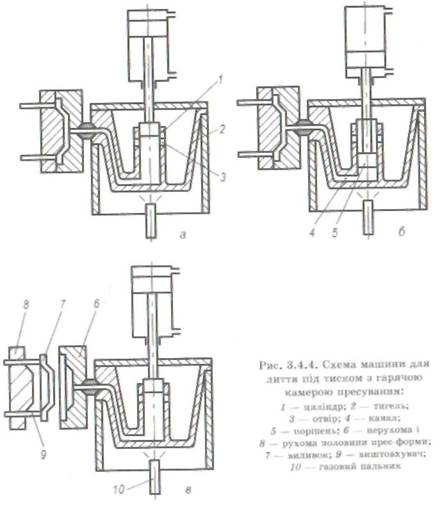


 Переваги лиття під тиском перед кокільним литтям:
Переваги лиття під тиском перед кокільним литтям: 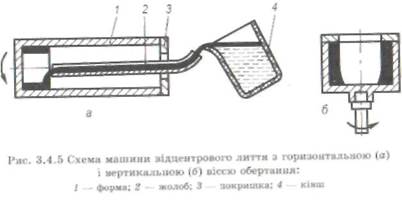
 лічного тіла складається з внутрікристалітної и міжкристалітної деформацій. Основними механізмами внутрікристалітної деформації є ковзання і двійникування. У полікристалічному металі кристаліти (зерна) мають різну орієнтацію. Спочатку зсуви відбуваються в тих кристалітах, площини ковзання яких збігаються з напрямом максимальних дотичних напружень і щільність укладки атомів у яких найбільша. Як відомо (див. п.2.3.1), максимальні дотичні напруження діють у площинах, розташованих під кутом 45° до прикладеної сили. Зі збільшенням деформації збільшується густина дислокацій, відбувається їх взаємне блокування, у зв'язку з чим зростає опір ковзанню по цих площинах і зсуви тут припиняються. З подальшим збільшенням навантаження зростають дотичні напруження, унаслідок чого ковзання йде вже в інших зернах й по інших площинах, кут яких відносно діючої сили відрізняється від 45°.
лічного тіла складається з внутрікристалітної и міжкристалітної деформацій. Основними механізмами внутрікристалітної деформації є ковзання і двійникування. У полікристалічному металі кристаліти (зерна) мають різну орієнтацію. Спочатку зсуви відбуваються в тих кристалітах, площини ковзання яких збігаються з напрямом максимальних дотичних напружень і щільність укладки атомів у яких найбільша. Як відомо (див. п.2.3.1), максимальні дотичні напруження діють у площинах, розташованих під кутом 45° до прикладеної сили. Зі збільшенням деформації збільшується густина дислокацій, відбувається їх взаємне блокування, у зв'язку з чим зростає опір ковзанню по цих площинах і зсуви тут припиняються. З подальшим збільшенням навантаження зростають дотичні напруження, унаслідок чого ковзання йде вже в інших зернах й по інших площинах, кут яких відносно діючої сили відрізняється від 45°.
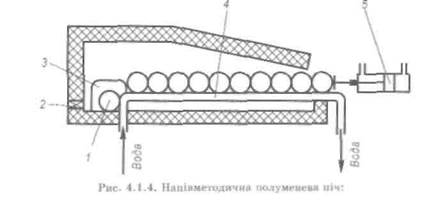
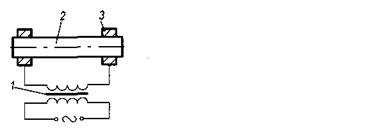
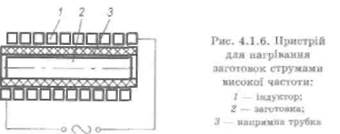




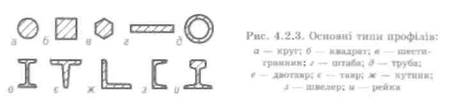



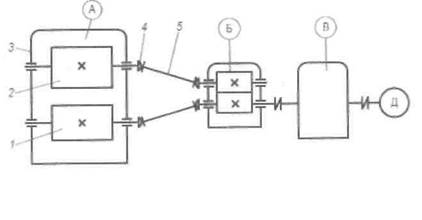
 проходження оброблюваного матеріалу гранично допустимі величини становлять ц < 1, 25...1, 45 або q < ЗО...З5 %. їх не треба перевищувати, інакше зросте тягова сила F й виникнуть небезпечні напруження у тій частині заготовки, що вийшла з інструмента. Щоб не допустити руйнування заготовки, розтягальні напруження на ділянці після
проходження оброблюваного матеріалу гранично допустимі величини становлять ц < 1, 25...1, 45 або q < ЗО...З5 %. їх не треба перевищувати, інакше зросте тягова сила F й виникнуть небезпечні напруження у тій частині заготовки, що вийшла з інструмента. Щоб не допустити руйнування заготовки, розтягальні напруження на ділянці після
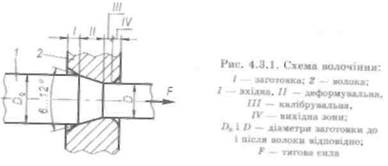
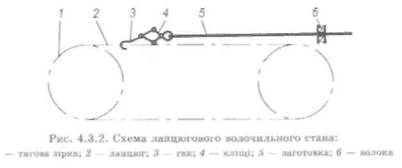
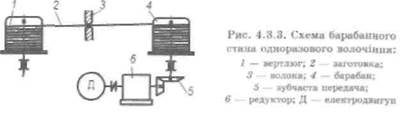
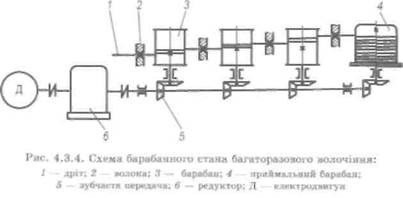
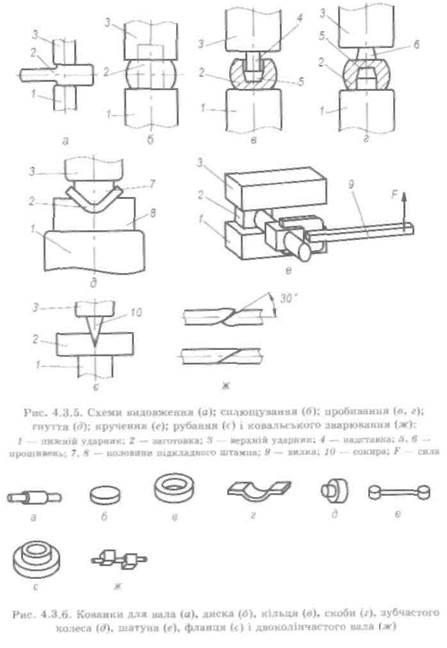
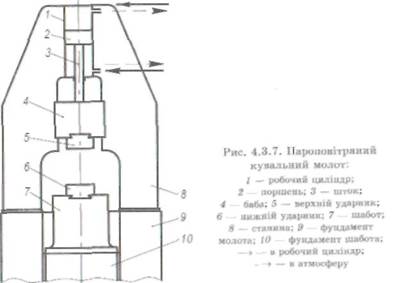
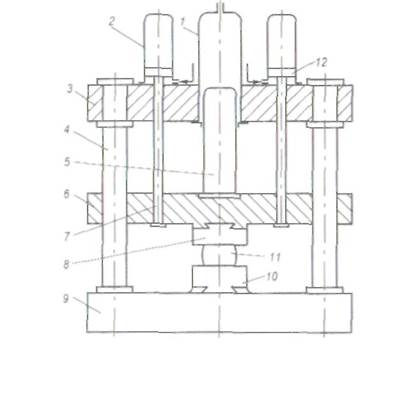
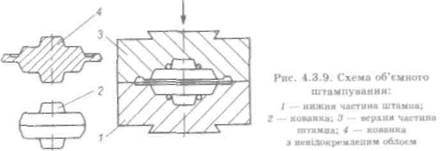
 У площині рознімання відкритих штампів вздовж зовнішнього контура робочої порожнини зроблено спеціальний рівчак, куди витісняється надлишковий метал заготовки 4 через вузьку щілину, утворюючи облой. Вузька щілина заважає виходові металу в рівчак і сприяє доброму заповненню робочої порожнини. Крім цього, облой зм'якшує удар між половинами штампа. Облой відокремлюють у спеціальних штампах. Відходи металу з облоєм в середньому становлять 20...25 % від маси кованки. Щоб полегшити виймання кованки зі штампа, її бічні поверхні повинні мати нахили під кутом 3, 7 або 10°. Для кращого заповнення порожнини штампа поверхні, що перетинаються, повинні мати радіуси заокруглень.
У площині рознімання відкритих штампів вздовж зовнішнього контура робочої порожнини зроблено спеціальний рівчак, куди витісняється надлишковий метал заготовки 4 через вузьку щілину, утворюючи облой. Вузька щілина заважає виходові металу в рівчак і сприяє доброму заповненню робочої порожнини. Крім цього, облой зм'якшує удар між половинами штампа. Облой відокремлюють у спеціальних штампах. Відходи металу з облоєм в середньому становлять 20...25 % від маси кованки. Щоб полегшити виймання кованки зі штампа, її бічні поверхні повинні мати нахили під кутом 3, 7 або 10°. Для кращого заповнення порожнини штампа поверхні, що перетинаються, повинні мати радіуси заокруглень.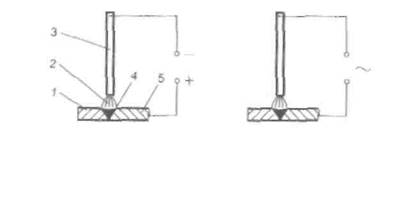
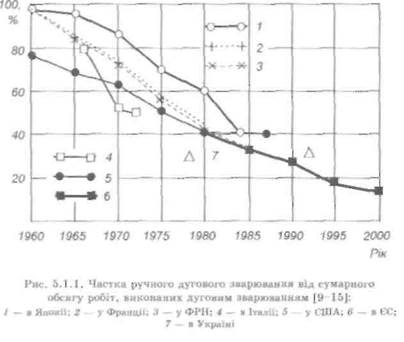
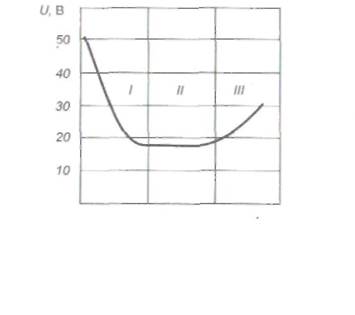
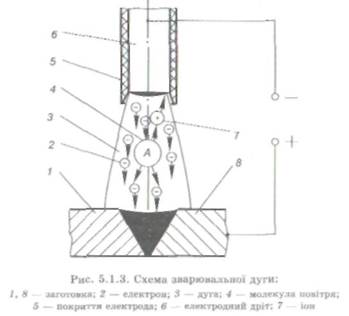
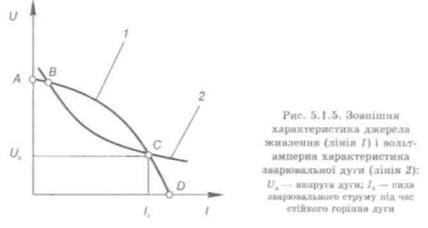

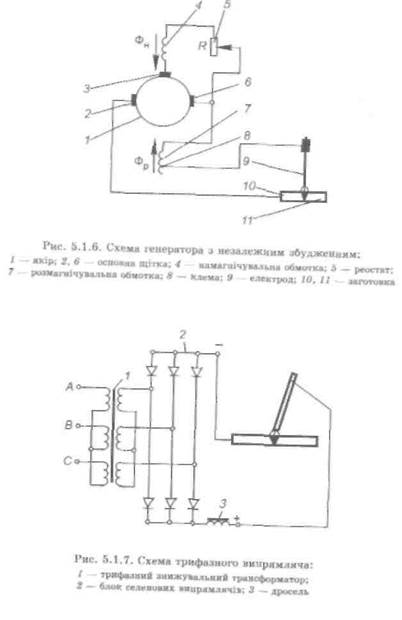
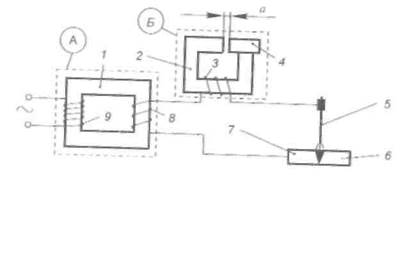
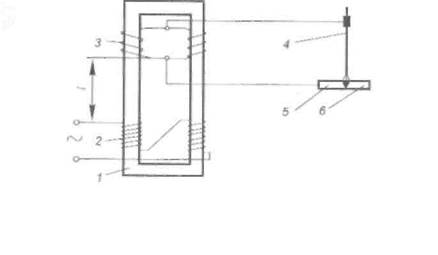

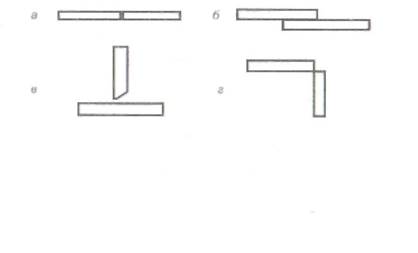


 змінюється від 25 до 60 А/мм.
змінюється від 25 до 60 А/мм.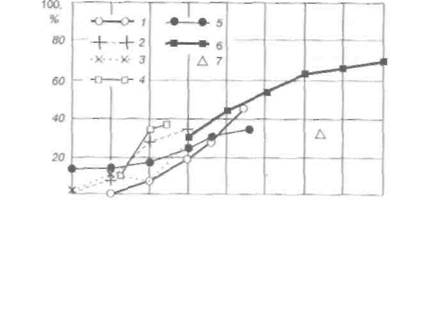
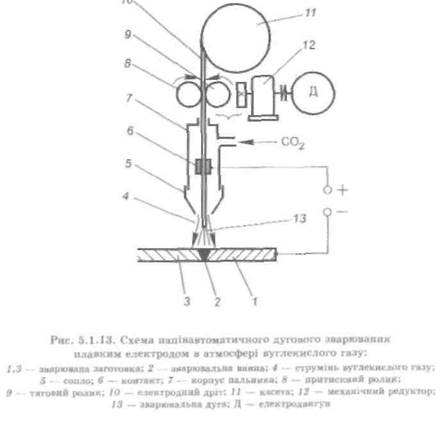

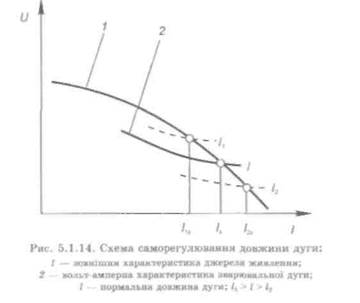
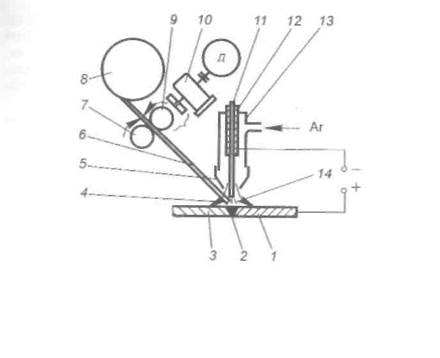
 Автомати для дугового зварювання під флюсом можуть бути двох видів:
Автомати для дугового зварювання під флюсом можуть бути двох видів: 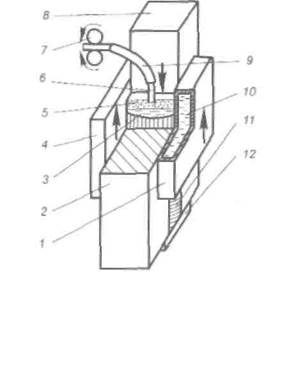

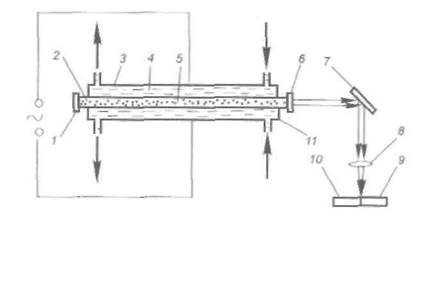
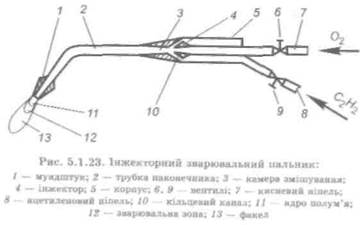


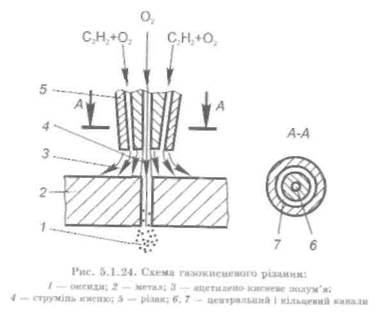


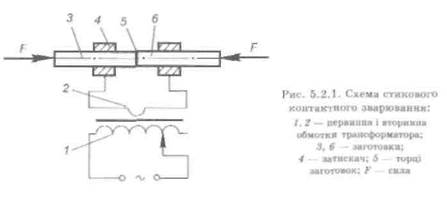
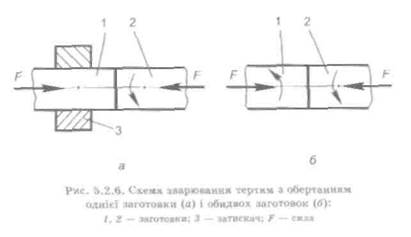
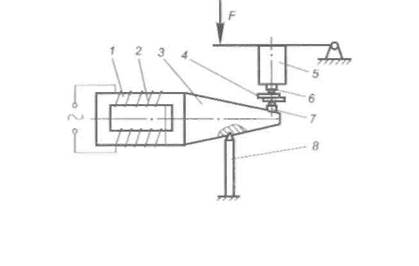
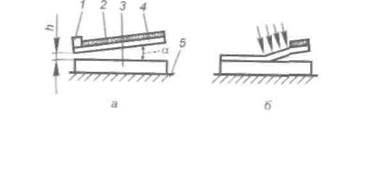
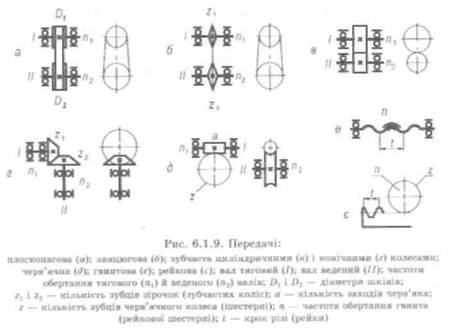

 складається з тягового вала / (рис. 6.1.9, а), веденого вала II, підшипників, шківів діаметрами Dx і D2 та паса. Рух від вала / до вала II передається завдяки силам тертя, які виникають між шківами та пасом. У реальних умовах експлуатації існує певна втрата швидкості через ковзання паса і шківів, яку враховують коефіцієнтом ковзання Г|(п = 0, 985).
складається з тягового вала / (рис. 6.1.9, а), веденого вала II, підшипників, шківів діаметрами Dx і D2 та паса. Рух від вала / до вала II передається завдяки силам тертя, які виникають між шківами та пасом. У реальних умовах експлуатації існує певна втрата швидкості через ковзання паса і шківів, яку враховують коефіцієнтом ковзання Г|(п = 0, 985). складається із зірочки з кількістю зубців г, (рис. 6.1.9, б), закріпленої на валі /, зірочки з кількістю зубців га, закріпленої на валі II, ланцюга й підшипників. Передавальне відношення ланцюгової
складається із зірочки з кількістю зубців г, (рис. 6.1.9, б), закріпленої на валі /, зірочки з кількістю зубців га, закріпленої на валі II, ланцюга й підшипників. Передавальне відношення ланцюгової  передачі
передачі
 для перетворення обертального руху шестерні в поступальний рух рейки або навпаки. Якщо t (рис. 6.1.9, є) — крок рейки і 2 — кількість зубців рейкової шестерні, то за один оберт шестерні рейка переміститься на величину t • z, а за п обертів шестерні — на величину S (мм/хв)
для перетворення обертального руху шестерні в поступальний рух рейки або навпаки. Якщо t (рис. 6.1.9, є) — крок рейки і 2 — кількість зубців рейкової шестерні, то за один оберт шестерні рейка переміститься на величину t • z, а за п обертів шестерні — на величину S (мм/хв)