|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Розділ 3.3 ТЕХНОЛОГІЯ ВИГОТОВЛЕННЯ ВИЛИВКІВ
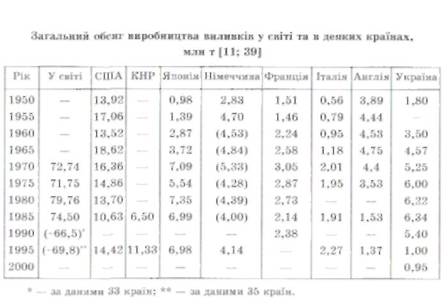
Однією з важливих передумов отримання високоякісних виливків є добрі ливарні властивості сплавів. Ливарні властивості сплавів До ливарних властивостей сплавів належать рідкоплинність, усадка, схильність до ліквації та вбирання газів. Рідкоплинністю називають здатність розплавленого металу добре наповнювати порожнину ливарної форми й точно відтворювати виливком конфігурацію цієї порожнини. Рідкоплинність залежить від температури й хімічного складу сплаву виливка. Зі зростанням температури рідкоплинність підвищується. Фосфор, кремній і вуглець поліпшують рідкоплинність сталі, а сірка й неметалеві вкраплення погіршують її. Залежно від рідко-плинності того чи іншого сплаву вибирають мінімальну товщину стінок виливка. Усадка — це зменшення розмірів виливка під час охолодження від температури заливання аж до кімнатної. На її значення впливають хімічний склад і температура заливання металу в форму. З підвищенням температури заливання усадка зростає. Розрізняють лінійну та об'ємну усадку. Лінійна усадка чавунів з пластинчастим графітом становить 1, 0... 1, 3 % [30], сплавів алюмінію — 1, 0... 1, 4 % [26, с. 37, 38], сплавів магнію — 1, 1...1, 3 %, сталі — - 2 %. Лінійну усадку враховують, призначаючи розміри моделей і стрижневих скриньок. Стінки форми, особливо стрижні, певною мірою гальмують усадку, що є причиною виникнення у виливках напружень. Ці напруження можна істотно зменшити, застосовуючи податливіші фермові та стрижневі суміші. Нерівномірне охолодження різних частин виливка може спричинити його викривлення. Об'ємна усадка й неодночасна кристалізація металу на поверхні та в глибині виливка зумовлюють, як відомо, утворення внутрішніх порожнин. Щоб уникнути цього, застосовують раціональну ливникову систему, а в деяких випадках над виливком встановлюють масивні додатки, що заповнюють розплавленим металом усадкову порожнину, утворювану всередині виливка. Ліквація спричинює хімічну неоднорідність в різних зонах виливка. Найнебезпечніша зональна ліквація, оскільки вона позначається на неоднорідності структури та властивостях. На ліквацію впливають хімічний склад сплаву та швидкість його охолодження. Найбільше сприяють ліквації у сталях і чавунах сірка, фосфор і вуглець. Унаслідок збільшення швидкості охолодження зменшується схильність сплаву до зональної ліквації. Розплавлений метал здатний розчиняти гази (азот, водень, кисень) і виділяти їх під час охолодження. Виділені гази, які не вийшли в атмосферу, залишаються в металі у газових порожнинах. Для зменшення частки розчинених газів у рідкому металі застосовують його вакуумну дегазацію (див. п. 1.3.4). Ливарні сплави Загальний обсяг виробництва виливків у світі зі всіх сплавів протягом кількох останніх десятиліть перебував у межах 70...80 млн т за рік (табл. 3.3.1 і рис. 3.3.1). Таблиця 3.3.1
У ливарному виробництві широко використовують чавуни (чавун з пластинчастим графітом, чавун з кулястим графітом, ковкий чавун, чавун з вермикулярним графітом та ін.), сталі (вуглецеві й леговані) та меншою мірою сплави кольорових металів на основі алюмінію, міді, цинку, магнію, титану тощо. З-поміж ливарних сплавів найпоширенішими в світовому масштабі (дані за 1970-1995 pp.) є чавуни — 76...80 % за масою. Виробництво виливків зі сталі становило 10... 16 % і мало тенденцію до зменшення, а частка виливків зі сплавів кольорових металів невпинно зростала від 5 % у 1970 р. до 12 % в 1995 р. Структура ливарних чавунів складається з металевої основи (матриці) та вкраплень графіту. Механічні властивості чавунів залежать від структури матриці (феритна, феритно-перлітна, перлітна) й форми графіту (пластинчаста, пластівчаста, куляста).
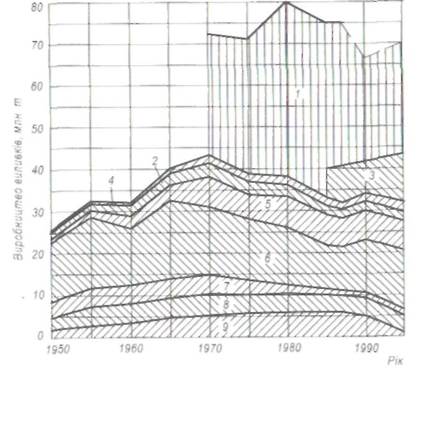
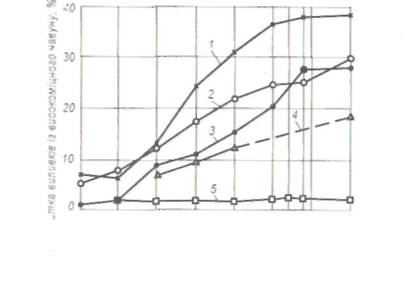
Рис. 3.3.1. Динаміка сумарного виробництва виливків у світі та окремих країнах за період від 1950 до 1995 pp.: 1-у світі; 2-у Франції; 3 — в КНР; 4 — в Італії; 5 — в Японії; б — у США; 7 — в Англії; 8-у Німеччині; 9 — в Україні З переходом від пластинчастої до кулястої форми графіту зростає вплив матриці на механічні властивості виливків. Форма графіту зумовлює поділ чавунів на чавуни з пластинчастим графітом, ковкі, чавуни з кулястим графітом та ін. Чавуни з пластинчастим графітом найпоширеніші і найдешевші серед чавунів, мають добрі ливарні властивості (див. п. 2.7.5). Ковкі чавуни (див. п. 2.7.6) з вкрапленнями графіту компактної форми з кошлатими краями мають підвищені механічні властивості порівняно з сірими, добре обробляються різанням й мають однорідні властивості в усьому об'ємі виливка. їх недо- J? 1960 1970 1980 1990 Рік Рис. 3.3.2. Частка виливків із чавуну з кулястим графітом, вироблених у світі (4), США (3), Японії (2), Франції (1) та Україні (5) лік — висока вартість, зумовлена надмірними енерговитратами на відпал. Чавун з кулястим графітом (див. п. 2.7.7) має серед чавунів найкращі механічні властивості, добрі ливарні показники й успішно конкурує з ковкими чавунами та сталями. Вперше високоміцний чавун у виробничих умовах був отриманий у 1949 р. Модифікування перегрітого металу за допомогою магнію, цезію або кальцію виконують у герметизованих ковшах, автоклавах, вагранках і безпосередньо в ливарних формах. Перед модифікуванням рекомендується зменшити вміст сірки й кисню у рідкому металі [19]. Залежно від вмісту цих домішок кількість магнію, що використовується для модифікації, становить 0, 15...0, 30 % [20, с. 145] маси чавуну. Доцільно вводити магній не у чистому вигляді, а у складі лігатур. Особливо інтенсивно збільшується частка виливків у світі із чавуну з кулястим графітом — від 7 % у 1970 р. до 18 % у 1995 р. (рис.3.3.2). Цей показник істотно випереджали Франція, Японія і США. У 1995 р. Франція виробила 38 % виливків із чавуну з кулястим графітом, Японія — ЗО %, США — 28 %, Україна — лише 2...3 %. Сталь порівняно з сірим чавуном характеризується доброю зварюваністю, підвищеною міцністю (о" в = 400...700 МПа) та пластичністю (8 = 11...24 %) [33]. Водночас вона має високу температуру плавлення, малу рідкоплинність і дає велику (до 2 %) лінійну усадку, внаслідок чого сталь схильна утворювати усадкові порожнини. Для виготовлення виливків використовують конструкційні нелеговані сталі марок 15Л, 20Л, ЗОЛ, 35Л, 40Л, 45Л і 50Л та конструкційні леговані сталі марок 20ГЛ, 35ГЛ, 20ГСЛ, 20ХГНМФЛ, 45ФЛ, 12ХТГЗСЛ, ЗОХЗСЗГМЛ [33] тощо. В разі необхідності застосовують високолеговані сталі зі спеціальними властивостями. Літера Л означає, що сталь лита. З литих сталей виливають станини вальцівних станів, зубчасті колеса, арматуру тощо. Ливарні сплави алюмінію (див. п. 2.12.2.3) характеризуються низькою густиною, невисокою температурою плавлення, задовільною міцністю (св = 150...500 МПа) та пластичністю (5 = =0, 5...12 %). Вони найпоширеніші серед ливарних сплавів кольорових металів і потреба в них постійно зростає. Особливо широко застосовуються ці сплави у транспорті, де зниження маси дає змогу заощаджувати значну кількість палива. Відповідно до стандарту [34] ливарні сплави алюмінію поділяють на п'ять груп: силуміни (сплави першої групи), мідні силуміни (сплави другої групи), сплави третьої групи (на основі А1 і Си), магналії (сплави четвертої групи на основі А1 і Mg) і сплави п'ятої групи (на основі А1 — інші компоненти). Сплави міді: ливарні латуні (див. п. 2.13.2.1) і ливарні бронзи (див. п. 2.13.2.2) мають задовільні ливарні властивості, доволі високу міцність і антифрикційні властивості, значну корозійну тривкість і добру оброблюваність різанням. Прості латуні як ливарні сплави не використовуються з огляду на незадовільні ливарні властивості. Міцність ливарних латуней і бронз коливається в межах о" в =150...170 МПа, відносне видовження б = 2...20 % [35-37]. Сплави магнію [38] характеризуються невеликою густиною (1, 8... 1, 9)-103 кг/м3, порівняно невисокою міцністю (св = =120...260 МПа) і пластичністю (5 = 1...6 %). Вони легко оксидуються у рідкому та твердому станах. Ливарні властивості спла- вів магнію гірші, ніж сплавів алюмінію. Однак, зважаючи на значну питому міцність магнієвих сплавів, їх застосовують в авіації, автомобілях і приладах. Сплави магнію легують алюмінієм (3...10 %) — марки МЛЗ, МЛ4, МЛ5, МЛ6 — або цинком (0, 1...7, 0 %) і цезієм (0.4..ЛД %) — марки МЛ8, МЛ10, МЛ12, МЛ15. Ливарні сплави титану (див. п. 2.12.7) характеризуються високою питомою міцністю, корозійною тривкістю та зварюваністю. Водночас вони погано обробляються різанням і мають високу реакційну здатність у розплавленому стані. Ці сплави застосовують у літако- й ракетобудуванні, в хімічній та харчовій промисловості, в медицині й побуті. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 383; Нарушение авторского права страницы