
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ПРОЕКТИРОВАНИЕ, МОНТАЖ И ЭКСПЛУАТАЦИЯСтр 1 из 6Следующая ⇒
ОАО «Гипрониигаз» Головной научно-исследовательский и проектный институт по использованию газа в народном хозяйстве
НП «НЦМ» Некоммерческое партнерство «Национальный центр меди »
СТАНДАРТ ОРГАНИЗАЦИИ
ПРОЕКТИРОВАНИЕ, МОНТАЖ И ЭКСПЛУАТАЦИЯ ГАЗОПРОВОДОВ ИЗ МЕДНЫХ ТРУБ ПРИ ГАЗИФИКАЦИИ ЖИЛЫХ И ОБЩЕСТВЕННЫХ ЗДАНИЙ
Саратов 2010
Предисловие Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом № 184-ФЗ от 27 декабря 2002 «О техническом регулировании» Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «Головной научно-исследовательский и проектный институт по использованию газа в народном хозяйстве «Гипрониигаз» и НП «НЦМ» Некоммерческое партнерство «Национальный центр меди ». В разработке стандарта приняли участие специалисты ОАО «Гипрониигаз» - Чирчинская Г.П., Зубаилов Г.И., Самохвалова Л.К., Ставская Т.В., НП «НЦМ» - Ионов В.С., Вернер О.Э. 2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом Генерального директора ОАО «Гипрониигаз» и Исполнительного директора НП «НЦМ» от «» 2010 г. №. 3 ВВЕДЕН ВПЕРВЫЕ
ОАО «Гипрониигаз», НП «НЦМ», 2010 г. Распространение настоящего стандарта осуществляется в соответствии с действующим законодательством и с соблюдением правил, установленных ОАО «Гипрониигаз» и НП «НЦМ» СОДЕРЖАНИЕ
Область применения | ||||||
| 2 |
Нормативные ссылки | |||||
| 3 | Термины и определения | |||||
| 4 | Основные требования | |||||
| 4.1 Общие требования 4.2 Трубы 4.3 Фитинги 4.4 Припои и флюсы | ||||||
| 5 |
Проектирование наружных и внутренних газопроводов из медных труб | |||||
| 5.1 Общие положения | ||||||
| 5.2 Соединения медных труб 5.3 Отключающие устройства 5.5 Ввод 5.6 Внутренний газопровод | ||||||
| 6 |
Строительство | |||||
| 6.1 Общие положения 6.6 Монтаж 6.7 Операционный контроль 6.8 Технологические операции с трубами 6.12 Контроль за строительством и приемка выполненных работ | ||||||
| 7 |
Эксплуатация | |||||
|
Приложение А | (справочное) Сортамент медных труб | |||||
| Приложение Б | (справочное) Показатели медных труб | |||||
| Приложение В | (обязательное) Проходные и непроходные калибры | |||||
| Приложение Г | (справочное) Заводы - изготовители медных труб и фитингов | |||||
| Приложение Д | (рекомендуемое) Примеры проектных решений | |||||
| Приложение Е | (справочное) Оборудование и инструмент | |||||
| Приложение Ж | (обязательное) Входной контроль | |||||
| Приложение И | (обязательное) Механические испытания соединений, выполненных пайкой | |||||
| Приложение К | (рекомендуемое) Протокол механических испытаний паяных образцов на статическое растяжение | |||||
Библиография
________________________________________________________________
ОАО «Гипрониигаз»
НП « НЦМ »
СТАНДАРТ ОРГАНИЗАЦИИ
ПРОЕКТИРОВАНИЕ, МОНТАЖ И ЭКСПЛУАТАЦИЯ
ГАЗОПРОВОДОВ ИЗ МЕДНЫХ ТРУБ ПРИ ГАЗИФИКАЦИИ
ЖИЛЫХ И ОБЩЕСТВЕННЫХ ЗДАНИЙ
___________________________________________________________________________
Дата введения – 10
Область применения
1.1 Настоящий стандарт распространяется на проектирование, строительство и эксплуатацию газопроводов из медных труб, применяемых при газификации жилых и общественных зданий.
1.2 При проектировании и строительстве медных газопроводов следует руководствоваться требованиями СНиП 42-01 [1], СП 42-101 [2], настоящего стандарта и других нормативных документов, утвержденных в установленном порядке.
1.3 Настоящий стандарт предназначен для практического использования проектными и строительно-монтажными организациями, а также газораспределительными организациями, оказывающими услуги по техническому обслуживанию газового оборудования жилых и общественных зданий.
1.4 Требования настоящего СТО не противоречат требованиям безопасности, установленным техническими регламентами и национальными стандартами, действующими в области газификации жилых и общественных зданий.
Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 859-2001 Медь. Марки
ГОСТ 5542-87 Газы горючие природные для промышленного и коммунально-бытового назначения. Технические условия
ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 8292-85 Краски масляные цветные густотертые. Технические условия
ГОСТ 14202-69 Трубопроводы промышленных предприятий. Опознавательная краска, предупреждающие знаки и маркировочные щитки
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСТ 20448-90 Газы углеводородные сжиженные топливные для коммунально-бытового потребления. Технические условия
ГОСТ 23178-78 Флюсы паяльные высокотемпературные фторборатно- и боридно-галогенидные. Технические условия
ГОСТ 24715-81 Соединения паяные. Методы контроля качества
ГОСТ 25129-82 Грунтовка ГФ-021. Технические условия
ГОСТ26433.2-94 Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений параметров зданий и сооружений
ГОСТ Р 52318-2005 Трубы медные круглого сечения для воды и газа.
ГОСТ Р 52922-2008 Фитинги из меди и медных сплавов для соединения медных труб способом капиллярной пайки. Технические условия
ГОСТ Р 52948 -2008 Фитинги из меди и медных сплавов для соединения медных труб способом прессования. Технические условия
ГОСТ Р 52949 – 2008 Фитинги-переходники из меди и медных сплавов для соединения трубопроводов. Технические условия
ГОСТ Р 52955-2008 Припои для капиллярной пайки фитингов из меди и медных сплавов для соединения трубопроводов. Марки
EN 1044: 1999 Пайка твердым припоем. Припои
EN 1045: 1997 Флюсы для пайки твердым припоем. Классификация и технические условия поставки
EN 1057: 1996 Медь и медные сплавы – Бесшовные медные трубы круглого сечения для воды и газа в отопительных и очистных сооружениях
EN 1092-3: 2004 Фланцы и их соединения. Круглые фланцы для труб, клапанов, фитингов и арматуры с обозначением PN, часть 3 - Фланцы из сплавов меди
EN 1254-1: 1998 Медь и медные сплавы – Фитинги, часть 1 - Фитинги для медных труб с концами, присоединяемыми капиллярной пайкой мягким или твердым припоем
EN 1254-2: 1998 Медь и медные сплавы – Санитарно-техническая арматура, часть 2 - Фитинги для медных труб, присоединяемые обжатием
EN 1254-4: 1998 Медь и медные сплавы – Фитинги, часть 4 – Фитинги, присоединяемые комбинацией капиллярной пайки твердым или мягким припоем или обжатием с другими типами соединения
ОК 016-94 Общероссийский классификатор профессий рабочих, должностей служащих и тарифных разрядов (ОКПДТР) (принятых постановлением Госстандарта РФ от 26 декабря 1994г., № 367)
Примечание: при пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов по соответствующим указателям, составленным на 1 января текущего года, и информационным указателям, опубликованным в текущем году. Если ссылочный документ заменён (изменён), то при пользовании настоящим стандартом следует руководствоваться заменённым (изменённым) документом. Если ссылочный документ отменён без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В целях настоящего стандарта используются следующие термины и определения:
аварийное обслуживание: Комплекс первоочередных технологических операций и мероприятий по локализации и (или) ликвидации аварий и инцидентов в процессе эксплуатации газового оборудования жилого или общественного здания, выполняемый аварийно-диспетчерской службой газораспределительной организации для устранения непосредственной угрозы нанесение вреда здоровью и жизни граждан, имуществу юридических и физических лиц;
аварийно-восстановительные работы: Комплекс технологических операций по восстановлению работоспособности газового оборудования жилого, общественного здания или объекта газораспределительной сети после локализации или ликвидации аварии;
бронзы: Сплавы на основе меди, основными легирующими элементами которых являются различные металлы, кроме цинка и никеля и используемые для изготовления фитингов в трубопроводных системах;
внутренний газопровод сети газопотребления: Газопровод с установленными на нем техническими устройствами, проложенный от внутренней поверхности наружной строительной конструкции здания до места подключения газоиспользующего оборудования в помещениях жилых и общественных зданий;
газ: Газ горючий природный по ГОСТ 5542 или сжиженный углеводородный газ по ГОСТ 20448;
газопровод-ввод: Наружный газопровод для подачи газа к объекту газификации от места присоединения к газораспределительной сети природного газа или к распределительному газопроводу резервуарной установки сжиженного углеводородного газа;
газораспределительная организация: Специализированная организация, осуществляющая эксплуатацию газораспределительной сети и оказывающая услуги, связанные с подачей газа потребителям, а также услуги по техническому обслуживанию газового оборудования жилых и общественных зданий, имеющая аварийно-диспетчерскую службу либо заключившая договор об оказании услуг аварийно-диспетчерской службы;
газораспределительная сеть: Технологический комплекс, состоящий из наружных газопроводов, положенных от выходного отключающего устройства газораспределительной станции до последнего по ходу газа отключающего устройства на газораспределительной сети, установленного на вводе в здание (при наличии индивидуального шкафного газорегуляторного пункта – от места выхода газопровода из него) или до места технологического присоединения (врезки) газопровода сети газопотребления здания;
газовое оборудование жилого или общественного здания: Технологический комплекс для подачи природного газа из газораспределительной сети, а также сжиженного углеводородного газа из распределительного газопровода резервуарной установки или от групповой баллонной установки к газоиспользующему оборудованию в помещениях жилых и общественных зданий и использования газа в качестве топлива, состоящий из следующих частей: присоединенная сеть газопотребления с наружными и внутренними газопроводами (включая отключающие устройства, приборы учета газа, средства технологического контроля параметров безопасной эксплуатации внутридомового газового оборудования), газоиспользующее оборудование, групповые баллонные установки;
газоиспользующее оборудование: Оборудование (газовые приборы, аппараты, котлы, теплогенераторы и др.), установленное в помещениях жилых и общественных зданий, и предназначенное для использования газа в качестве топлива для личных, семейных, домашних, хозяйственных и иных нужд, не связанных с предпринимательской деятельностью;
газифицируемое помещение: Обособленное помещение в квартире или помещении общественного назначения многоквартирного дома, в жилом доме, в общественном здании, в котором нормативными требования разрешено размещение газоиспользующего оборудования (кухня, теплогенераторная и т.п.);
групповая баллонная установка: Технологическое устройство для газоснабжения нескольких потребителей сжиженным углеводородным газом от двух и более баллонов со сжиженным углеводородным газом;
жилое здание: Многоквартирный или жилой дом, общежитие;
жилой дом: Индивидуальное домовладение, имеющее выход непосредственно на земельный участок, а также отдельно стоящие надворные постройки (гараж, баня, сауна, бассейн, теплица и иные капитальные строения), расположенные на общем с жилым домом земельном участке;
капиллярный эффект (от лат. capillaris – волосяной): Физическое явление, заключающееся в способности жидкостей изменять уровень в узких каналах произвольной формы, пористых телах, тонких трубках. В случае смачивания каналов жидкостями происходит поднятие жидкости. Явление используется для заполнения припоем монтажного зазора при пайке в трубопроводных системах; осуществимо при величине монтажного зазора не более 0, 4 мм;
латуни: Сплавы на основе меди, основным легирующим элементом которых является цинк;
многоквартирный дом: Жилое здание, в котором квартиры имеют общие инженерные системы и нежилые помещения общего пользования вне квартир;
наружный газопровод сети газопотребления: Газопровод с установленными на нем техническими устройствами, проложенный снаружи здания, в том числе по наружной строительной конструкции здания и на участке ее пересечения, от места присоединения к газораспределительной сети, распределительному газопроводу резервуарной установки или отключающему устройству групповой баллонной установки;
пайка: Образование неразъемного соединения с межатомными связями соединяемых материалов ниже температуры их плавления за счет их смачивания припоем с последующей его кристаллизацией;
пайка капиллярная: Пайка, при которой расплавленный припой заполняет монтажный зазор и удерживается в нем преимущественно силами поверхностного натяжения;
пайка высокотемпературная (твердая): Пайка при температуре выше 450˚ С.
переустройство газового оборудования: Дополнительная установка, демонтаж или перенос газоиспользующего оборудования; демонтаж или перекладка газопроводов сети газопотребления с изменением их местоположения; установка, перенос, демонтаж приборов учета газа; перевод газового оборудования с газоснабжения сжиженным углеводородным газом на газоснабжение природным газом;
ПЗК (предохранительно-запорный клапан): Техническое устройство для прекращения подачи газа при недопустимом изменении контролируемого давления газа;
помещение общественного назначения: Встроенное в многоквартирный дом нежилое помещение, не являющееся частью квартиры и предназначенное для осуществления в нем предпринимательской или общественной деятельности;
потребитель газа: Физическое или юридическое лицо, приобретающее газ у поставщика и использующее его в качестве топлива в жилом или общественном здании;
прессование (прессовое обжатие): Технологический процесс образования неразъемного соединения медной трубы и фитинга с эластичным уплотнителем путем равномерного поконтурного обжатия фитинга на трубе с помощью специального инструмента;
прибор учета газа: Средство измерения, используемое для определения объема газа, использованного потребителем в качестве топлива;
припой: Материал для пайки с температурой плавления ниже температуры плавления паяемых материалов;
резервуарная установка: Технологическое устройство, для газоснабжения потребителей сжиженным углеводородным газом, включающее резервуары, трубопроводы жидкой и паровой фазы, испарители, регулирующую и запорную арматуру, контрольно-измерительные приборы;
сварка: Неразъемный способ соединения деталей путем образования межатомных связей между соединяемыми поверхностями при их нагревании до образования жидкой фазы;
сеть газопотребления: Технологический комплекс для подачи природного газа из газораспределительной сети, а также сжиженного углеводородного газа из распределительного газопровода резервуарной установки или от групповой баллонной установки к газоиспользующему оборудованию в помещениях жилых и общественных зданий, состоящий из наружных и внутренних домовых газопроводов;
система контроля загазованности: Система, предназначенная для технологического обеспечения непрерывного контроля концентрации газа в помещении с выдачей звукового и светового сигналов, а также автоматическим отключением подачи газа во внутреннем газопроводе сети газопотребления при достижении опасной концентрации газа в воздухе помещения;
сигнализатор загазованности: Техническое устройство, предназначенное для технологического обеспечения непрерывного контроля концентрации газа в помещении с выдачей звукового и светового сигналов при достижении опасной концентрации газа в воздухе помещения;
система контроля уровня содержания окиси углерода: Система, предназначенная для технологического обеспечения непрерывного контроля содержания окиси углерода в помещении, с выдачей звукового и светового сигналов, а также автоматическим отключением подачи газа во внутреннем газопроводе сети газопотребления при достижении предельно допустимой концентрации окиси углерода в воздухе помещения;
соединение бесфитинговое: Соединение медных труб одного диаметра, выполняемое без применения фитингов, позволяющее соединять трубы одного диаметра за счет пластичности меди и выполняемое с помощью специального инструмента;
соединение неразъемное: Соединение медных труб, выполняемое сваркой, пайкой или прессованием с использованием фитингов и без них;
соединение разъемное: Соединение медных труб, выполненное на фланцах, резьбе и компрессионных (обжимных) фитингах;
техническое устройство: Единица промышленной продукции в составе газового оборудования здания, в том числе плиты, водонагреватели, теплогенераторы, котлы, конвекторы, камины и другое газоиспользующее оборудование, отключающие устройства газопроводов (арматура трубопроводная), компенсаторы, регуляторы давления, горелки, средства технологического обеспечения контроля загазованности, уровня содержания окиси углерода в воздухе помещений, а также автоматического отключения подачи газа потребителям по сети газопотребления при угрозе возникновения аварии;
техническое обслуживание: Комплекс операций по поддержанию исправности и работоспособности внутридомового газового оборудования, включающий осмотр, очистку, смазку и ремонт технических устройств;
термозапорный клапан: Техническое устройство, предназначенное для автоматического перекрытия газопровода, подводящего газ к газоиспользующему оборудованию в случае повышения температуры при пожаре в помещении;
фитинг: Соединительная деталь, предназначенная для соединения медных труб между собой или с техническими устройствами в процессе монтажа газопроводов и имеющая различное конструктивное исполнение в зависимости от способа соединения труб;
флюсы: Поверхностно-активные вещества, применяемые для улучшения смачиваемости спаиваемых поверхностей, очистки от окислов и загрязнений и образования защитного покрытия при пайке и сварке.
футляр: Техническое устройство, устанавливаемое в местах выхода медного газопровода из земли и пересечения наружных и внутренних строительных конструкций здания;
электромагнитный клапан: Техническое устройство системы контроля загазованности, предназначенное для автоматического перекрытия подачи газа в газопроводе при достижении контролируемой концентрации газа и (или) окиси углерода в воздухе помещения;
этаж подвальный: Этаж с отметкой пола помещений ниже планировочной отметки земли более чем на половину высоты помещений или первый подземный этаж;
этаж цокольный: Этаж с отметкой пола помещений ниже планировочной отметки земли на высоту не более чем на половину высоты помещений.
4 Основные требования
4.1 Общие требования
4.1.1 Проектирование, строительство и эксплуатация газопроводов из медных труб при газификации жилых и общественных зданий должны осуществляться в соответствии с требованиями нормативных документов в области газораспределения и газопотребления и настоящего СТО.
4.1.2 Применяемые для строительства газопроводов медные трубы и фитинги отечественного производства должны иметь сертификат качества изготовителя.
Трубы и фитинги зарубежного производства должны иметь сертификат соответствия отечественным стандартам и разрешительные документы уполномоченных федеральных органов, подтверждающие возможность их применения в строительстве на территории Российской Федерации.
4.1.3 Проектирование газопроводов из медных труб при газификации жилых и общественных зданий может осуществляться проектными организациями, имеющими опыт проектирования соответствующих стальных газопроводов и необходимую нормативно-техническую базу.
4.1.4 Строительство (монтаж) газопроводов из медных труб должно выполняться строительно-монтажными организациями, специализирующимися в области строительства трубопроводных систем, имеющими аттестованных паяльщиков, сварщиков и специалистов сварочного производства, обученных монтажников, а также соответствующую производственную и нормативно-техническую базу.
4.1.5 Организацию и порядок проведения контроля качества строительно-монтажных работ, а также приемку законченных строительством газопроводов в эксплуатацию следует предусматривать в соответствии с требованиями СНиП 42-01 [1], СП 42-101 [2] и настоящего СТО.
4.1.6 Техническое и аварийное обслуживание газопроводов из медных труб должно осуществляться газораспределительными организациями в установленном законодательством Российской Федерации порядке.
Трубы
4.2.1 Медные трубы, применяемые для газопроводов при газификации жилых и общественных зданий, должны соответствовать требованиям ГОСТ Р 52318 и EN 1057 (для труб импортной поставки). Рекомендуемый сортамент медных труб по ГОСТ Р 52318 приведен в приложении А настоящего СТО.
4.2.2 Медные трубы всех состояний твердости (твердое (Т, R290), полутвердое (ПТ, R250) и мягкое (М, R220)) для газопроводов должны быть изготовлены из меди марок М1ф и М1р по ГОСТ 859, а также меди марки Cu-DHP по EN 1057 импортной поставки.
Использование труб из меди марки М1р по ГОСТ 859 при монтаже газопроводов с применением высокотемпературной пайки и сварки не допускается.
4.2.3 Основные физико-механические свойства медных труб по ГОСТ Р 52318 должны соответствовать таблице 1.
Таблица 1 – Физико-механические свойства медных труб
| Температура плавления, °С | Плотность, кг/м3 | Предел прочности, МПа, для труб, состояния: | Относительное удлинение, %, для труб, состояния: | ||||
| М, R220 | ПТ, R250 | Т, R290 | М, R220 | ПТ, R250 | Т, R290 | ||
| 1083 | 8940 | 220 | 250 | 290 | 40 | 20 | 3 |
| Примечание. Данные приведены для температуры 20°С | |||||||
4.2.4 Условное обозначение медных труб должно содержать следующую информацию:
- слово «труба»;
- способ изготовления (тянутая – Д);
- форма сечения (круглая – КР);
- состояние (мягкая – М, полутвердая – П, твердая – Т);
- наружный диаметр и толщина стенки трубы (мм);
- длина (кратная мерной – КД, мм);
- форма поставки (прямые отрезки, бухты);
- марка меди;
- обозначение стандарта на изготовление трубы.
Пример условного обозначения трубы тянутой, круглой, твердой, наружным диаметром 28, 0 мм, с толщиной стенки 1, 5 мм, длиной 5000 мм, в прямых отрезках, из меди марки М1ф, изготовленной по ГОСТ Р 52318:
труба ДКРТ 28, 0 х 1, 5 х 5000 отрезки М1ф ГОСТ Р 52318.
4.2.5 Трубы твердого и полутвердого состояний поставляются на объект строительства партиями в отрезках длиной 1, 5-5 м пакетом. Трубы мягкого состояния — в бухтах диаметром 500-1000 мм по 25-50 м и в отрезках.
Теоретическая масса и другие показатели труб при номинальных размерах (диаметре и толщине стенки) приведены в приложении Б настоящего стандарта.
4.2.6 На каждый пакет труб, а также на каждую трубу, поставляемую отдельно, должен быть прикреплен ярлык с указанием:
- товарного знака или товарного знака и наименования предприятия -изготовителя;
- условного обозначения труб или марки и состояния материала, размеров труб, стандарта производства;
- номера партии даты изготовления;
- штампа технического контроля или номера контролера.
4.2.7 Маркировка бухт производится маркировочной надписью, нанесенной на трубу, и этикеткой, наклеенной на наружную сторону упаковочной тары.
4.2.8 Маркировочная надпись должна содержать следующие сведения:
- обозначение стандарта;
- номинальные размеры поперечного сечения в мм (наружный диаметр и толщина стенки);
- марка меди;
- состояние материала;
- товарный знак или наименование предприятия-изготовителя;
- сведения о производстве (дата изготовления и номер партии).
Данные сведения могут располагаться в любом порядке. Допускается нанесение дополнительной информации, а именно: знаков качества и сертификации, фирменных наименований, страны - изготовителя и других.
Маркировка на трубах номинальным наружным диаметром до 54 мм наносится по всей длине, с шагом между соседними надписями не более 600мм. Маркировочная надпись на трубах номинальным наружным диаметром более 54 мм наносится на оба конца каждой трубы.
На этикетке должны быть указаны:
- условное обозначение трубы;
- номер партии;
- наименование или товарный знак изготовителя.
4.2.9 Маркировка медных труб импортной поставки по стандарту EN1057 осуществляется следующим образом:
- наименование или товарный знак изготовителя;
- фабричная марка или маркетинговое наименование;
- стандарт производства (EN 1057);
- размеры в мм (наружный диаметр и толщина стенки);
- состояние материала (мягкое – при поставке в бухтах не обозначается, так как в бухтах поставляются только трубы мягкого состояния, полутвердое – Ж (от аббревиатуры НН “half hard), твердое – не обозначается).
Допускается указывать дату производства и страну изготовления, знаки соответствия и качества различных международных сертифицирующих организаций, прочие сведения.
Фитинги
4.3.1 Для устройства медных газопроводов жилых и общественных зданий следует применять фитинги из меди и медных сплавов, соответствующие требованиям ГОСТ Р 52922, ГОСТ Р 52948 и ГОСТ Р 52949, и фитинги импортной поставки по стандарту EN 1254, части 1-4.
4.3.2 В условном обозначении фитингов должна содержаться следующая информация:
- наименование соединительной детали;
- наружный диаметр (диаметры) соединяемых труб;
- марка меди или сплава;
- кодовое обозначение для заказа (при наличии);
- особые условия (У – укороченные фитинги под капиллярную пайку);
- тип конца фитинга (для типов 2 и 3 указывается МЭД 0, 1 или МЭД 0, 50 – для пресс-фитингов);
- аббревиатура БУ для пресс-фитингов, изготовленных без упора;
- обозначение стандарта на изготовление соединительной детали.
Пример условного обозначения фитинга под капиллярную пайку:
тройник 15 х 22 5130R ГОСТ Р 52922, что означает – «тройник с отверстиями под трубы с наружными диаметрами 15 мм и отводом с наружным диаметром 22 мм, с базовым кодовым обозначением 5130R, изготовлен по ГОСТ Р 52922».
Пример условного обозначения пресс-фитинга:
отвод 22 М1Ф 5001а МЭД 0, 1 ГОСТ Р 52948-2008, что означает – «отвод с отверстиями под трубу диаметром 22 мм, из меди марки М1Ф, кодовое обозначение 5001а, для газоснабжения, изготовлен по ГОСТ Р 52948».
4.3.3 Маркировка фитингов должна содержать следующие сведения:
- обозначение стандарта, по которому изготовлен фитинг;
- наружный или внутренний (в зависимости от способа выполнения неразъемного соединения) диаметр (диаметры) соединяемых труб в миллиметрах;
- обозначение и размер резьбы на фитингах-переходниках для разъем-ных соединений;
- наименование или товарный знак изготовителя.
4.3.4 Маркировка пресс-фитингов должна содержать дополнительно следующую информацию:
- GT с указанием величины номинального рабочего давления среды, МПа;
- PN с указанием максимального рабочего давления среды, МПа.
На корпусе пресс-фитингов, предназначенных для газоснабжения, должны быть нанесены несмываемой краской хорошо различимые метки желтого цвета, которые должны быть видны и после монтажа. Уплотнительные полимерные кольца пресс-фитингов для газопроводов должны быть желтого цвета, например, из HNBR (акрил-нитрил-бутадиен-каучук). Допускаются к применению пресс-фитинги двойного назначения «вода-газ» с уплотнительными кольцами желтого цвета.
Применение пресс-фитингов с уплотнительными кольцами другого цвета не допускается.
4.3.5 Транспортная маркировка на упаковочной таре медных труб и фитингов должна быть выполнена с нанесением манипуляционного знака «Беречь от влаги».
4.3.6 Сведения о проходных и непроходных калибрах-пробках и калибрах-кольцах, применяемых для контроля концов фитингов для капиллярной пайки, приведены в приложении В, список отечественных изготовителей медных труб и фитингов - в приложении Г настоящего стандарта.
Припои и флюсы
4.4.1 Припои для высокотемпературной капиллярной пайки медных труб должны соответствовать ГОСТ Р 52955 с учетом положений настоящего раздела СТО. При выборе и использовании припоев и флюсов для пайки медных труб газопроводов следует также руководствоваться рекомендациями изготовителей.
4.4.2 Для высокотемпературной пайки следует применять флюсы марок ПВ209, ПВ209Х, ПВ284Х, соответствующих ГОСТ 23178.
4.4.3 Допускается применение припоев и флюсов импортной поставки, соответствующих EN 1044 и EN 1045, соответственно, разрешенных к применению в установленном порядке. Марки твердых припоев и флюсов импортной поставки, рекомендуемые к применению, приведены в таблице 2.
Таблица 2 – Припои и флюсы импортной поставки
| Марка припоя | Интервал плавки | Рабочая температура | Марка флюса |
| EN1044 | °С | °С | EN1045 |
| AG104 (L-Ag45Sn) | 640-680 | 670 | FH |
| AG106 (L-Ag34Sn) | 630-730 | 710 | FH |
| AG203 (L-45Sn) | 675-825 | 730 | FH |
| CP105 (L-Ag2P) | 645-825 | 740 | FH* |
| CP203 (L-CuP6) | 710-890 | 760 | FH* |
| Примечание. При пайке только медных поверхностей фосфористыми припоями СР105 и СР203, применение флюса не требуется. | |||
5 Проектирование наружных и внутренних газопроводов из медных труб
Общие положения
5.1.1 Применение медных труб и фитингов при газификации жилых и общественных зданий разрешается предусматривать при использовании:
- природного газа по ГОСТ 5542, подаваемого из газораспределительной сети;
- сжиженного углеводородного газа (СУГ) по ГОСТ 20448, подаваемого от резервуарной или групповой баллонной установки.
Для транспортирования жидкой фазы СУГ применение медных труб и фитингов не допускается.
5.1.2 Максимальное давление газа в газопроводах сети газопотребления зданий не должно превышать:
- 0, 003 МПа – жилых зданий и помещений общественного назначения, встроенных в многоквартирные дома;
- 0, 005 МПа – общественных зданий.
5.1.3 Строительные конструкции газифицируемых зданий (помещений) должны обеспечивать степень огнестойкости не ниже II и класс конструктивной пожарной опасности С0 по СНиП 21-01* [3].
5.1.4 Диаметры медных труб, применяемых для газопроводов, следует определять гидравлическим расчетом. Коэффициент шероховатости внутренней поверхности медных труб при гидравлическом расчете должен быть не более 2× 10-6.
5.1.5 Для устройства газопроводов жилых и общественных зданий допускается применять медные трубы с толщиной стенки не менее 1, 0 мм, состояний твердости: твердое (Т, R290), полутвердое (ПТ, R250) и мягкое (М, R220).
5.1.6 Медные трубы твердого и полутвердого состояний следует применять при монтаже наружных и внутренних газопроводов сети газопотребления следующих вновь строящихся и существующих зданий (помещений):
- жилых домов (одноквартирных и блокированных);
- многоквартирных домов;
- помещений общественного назначения, встроенных в многоквартирные дома;
- общественных (в том числе административного назначения) зданий.
Медные трубы мягкого состояния допускается применять для присоединения газоиспользующего оборудования к внутренним газопроводам.
5.1.7 Для соединения медных труб допускается использовать:
- высокотемпературную капиллярную пайку (далее – пайка);
- прессование (прессовое обжатие);
- газовую и аргонодуговую сварку.
- резьбовое соединение с использованием фитингов-переходников по ГОСТ Р 52949.
5.1.8 Непосредственное присоединение медных труб газопроводов к стальным трубам или стальным деталям отключающих устройств, средств технологического контроля безопасности, приборов учета газа и газоиспользующего оборудования (далее технических устройств), а также нанесение резьбы на медные трубы не допускается.
Соединение медных труб со стальными трубами или деталями технических устройств следует осуществлять с использованием фитингов из медных сплавов (латунных или бронзовых) по ГОСТ Р 52949.
5.1.9 Для соединения труб одинакового диаметра номинальным наружным диаметром до 54 мм включительно допускается применять пайку с использованием сформированного на конце одной из соединяемых труб раструба (бесфитинговую пайку).
5.1.10 Каждый участок газопровода должен иметь возможность свободного изменения длины при изменении температуры. Между двумя неподвижными опорами должна быть предусмотрена компенсации изменения длины. В малоэтажном строительстве компенсацию изменения длины наружных и внутренних газопроводов сети газопотребления при температурных воздействиях следует предусматривать за счет углов поворота газопровода.
5.1.11 Величина теплового линейного расширения меди, α, для всех состояний твердости в диапазоне температур 0-300°С составляет 0, 0168 мм/м*К.
5.1.12 Прокладку газопроводов следует осуществлять в местах, исключающих возможность наведения блуждающих токов, воздействия агрессивных сред, содержащих аммоний, нитриты, сульфиты, кислоты. Не допускается использование газопроводов в качестве заземляющего и зануляющего проводника, в том числе дополнительного.
Соединения медных труб
Неразъемные соединения
5.2.1.1 Соединения медных труб наружных и внутренних газопроводов между собой следует предусматривать неразъемными, выполняемыми способами:
- высокотемпературной капиллярной пайки (при наружном диаметре труб до 159 мм включительно);
- прессования (при наружном диаметре труб до 108 мм включительно);
- сварки (при наружном диаметре труб 108 мм и более и толщине стенки не менее 1, 5 мм).
5.2.1.2 Неразъемные соединения медных труб, выполняемые способом пайки, следует предусматривать для монтажа подземных и надземных газопроводов-вводов, а также внутренних газопроводов жилых и общественных зданий.
5.2.1.3 При выполнении соединений медных труб газопроводов способом пайки должны применяться фитинги из меди и медных сплавов по ГОСТ Р 52922 или фитинги импортной поставки по EN 1254-1 и твердые припои согласно п.п. 4.4.1 – 4.4.3 настоящего стандарта.
Использование укороченных фитингов из меди и медных сплавов по ГОСТ Р 52922 для монтажа газопроводов не допускается.
5.2.1.4 Для соединений медных труб с фитингами из латуни или бронзы, а также при использовании многокомпонентных припоев или припоев с высоким содержанием серебра (более 5%) следует предусматривать применение флюса по ГОСТ 23178 (импортного по стандарту EN 1045). При пайке медных элементов между собой медно-фосфорными или иными самофлюсующимися припоями применение флюса не требуется.
5.2.1.5 Неразъемные соединения медных труб, выполняемые способом прессования, следует предусматривать для монтажа внутренних газопроводов сети газопотребления жилых и общественных зданий.
5.2.1.6 При соединении медных труб газопроводов способом прессования должны применяться пресс-фитинги из меди и медных сплавов ГОСТ Р 52948 или по стандарту EN 1254-2 при импортной поставке.
5.2.1.7 Неразъемное соединение труб мягкого состояния, применяемое для присоединения газоиспользующего оборудования, допускается изготавливать способом прессования и выполнять из труб номинальным наружным диаметром не более 22 мм включительно.
5.2.1.8 В местах поворота газопровода следует предусматривать неразъемные соединения медных труб с применением фитингов из меди и медных сплавов по ГОСТ Р 52922 или по ГОСТ Р 52948 (импортных по EN 1254), в зависимости от способа соединения.
Допускается осуществлять повороты газопровода с помощью гибки медных труб.
5.2.1.9 Неразъемные соединения медных труб, выполняемые способом сварки, следует предусматривать для монтажа подземных газопроводов - вводов.
Разъемные соединения
5.2.2.1 Разъемные соединения наружных и внутренних газопроводов из медных труб допускается предусматривать в местах установки технических устройств.
Установка разъемных соединений в грунте, под замоноличивание или в недоступных для осмотра местах не допускается.
5.2.2.2 Для выполнения разъемных соединений следует применять фитинги-переходники по ГОСТ Р 52949 из меди и медных сплавов (импортной поставки по EN 1254-4), имеющие со стороны присоединения к техническим устройствам наружную или внутреннюю резьбу (в том числе с накидной гайкой).
5.2.2.3 Резьбовые поверхности фитингов-переходников должны быть полного профиля класса точности «А» по ГОСТ 6357. Уплотнение резьбового соединения должно быть стойким к длительному воздействию газа.
5.2.2.4 Фланцевые разъемные соединения медных газопроводов, устанавливаемые при необходимости на наружных газопроводах-вводах, следует выполнять с использованием фланцев из меди и медных сплавов заводского изготовления.
Допускается использование фланцев из медных сплавов импортной поставки, соответствующих EN 1092-3, разрешенных к применению в установленном порядке.
Формование фланца на крае медной трубы (фланцевание закраины) и использование его для сборки фланцевого соединения не допускается.
5.2.2.5 Разъемные соединения при присоединении газоиспользующего оборудования к внутреннему газопроводу открытой прокладки следует предусматривать:
- медными трубами мягкого состояния с применением переходных фитингов «пайка-резьба», «обжим-резьба» из латуни или бронзы по ГОСТ Р 52949. При расположении соединения «обжим-резьба» на уровне штуцера газовой плиты или теплогенератора с открытой камерой сгорания, расстояние до боковой поверхности плиты или теплогенератора должно быть не менее 0, 2 м.
- газовыми шлангами, разрешенными к применению в установленном порядке.
5.2.2.6 В качестве газовых шлангов рекомендуется применять шланги, состоящие из двух слоев, внутреннего – стального, гофрированного и внешнего, представляющего собой стальную оплетку. Газовые шланги должны быть стойкими к воздействию транспортируемого газа при заданных давлении и температуре, со сроком службы, установленным техническими условиями или стандартами.
5.2.2.7 Газовые шланги для присоединения газоиспользующего оборудования не должны иметь соединений. Разъемное соединение газового шланга, контактирующее с медным газопроводом, должно быть из нержавеющей стали, латуни или бронзы. Конструкция разъемного соединения в местах присоединения газового шланга к газоиспользующему оборудованию должна соответствовать принятым стандартам в части типа и размерности и обеспечивать отсутствие возможности возникновения утечки газа.
Отключающие устройства
5.3.1 Установку отключающих устройств на внутренних газопроводах следует предусматривать:
- перед прибором учета газа (если для отключения прибора учета газа нельзя использовать отключающее устройство, установленное на вводе в здание);
- перед газоиспользующим оборудованием, если предусмотрена установка нескольких единиц газоиспользующего оборудования.
5.3.2 Отключающие устройства следует размещать на вертикальном или горизонтальном участке открытой прокладки газопровода. Высота размещения отключающего устройства, устанавливаемого перед газоиспользующим оборудованием на вертикальном участке газопровода (опуске), должна быть не более 1, 6 м, на горизонтальном участке – не менее 1, 2 м от отметки пола помещения.
При размещении отключающего устройства на уровне штуцера газовой плиты или теплогенератора с открытой камерой сгорания, расстояние до боковой поверхности плиты или котла должно быть не менее 0, 2 м.
Крепления
5.4.1 Расстояние между опорами надземных газопроводов, укладываемых на опоры с обеспечением компенсации температурных удлинений, должно удовлетворять условиям:
- статической прочности;
- предельно допустимому прогибу;
- динамической устойчивости.
В случае необходимости удовлетворения всех условий расстояние между опорами принимается наименьшим из определенных по этим условиям.
5.4.2 Крепления внутренних и наружных газопроводов сети газопотребления к строительным конструкциям зданий, в том числе при скрытой прокладке внутренних газопроводов, должны выполняться из негорючих материалов.
5.4.3 Для крепления газопроводов рекомендуется предусматривать медные (латунные, бронзовые) опоры. При применении стальных опор, между газопроводом и опорой необходимо устанавливать коррозионностойкую диэлектрическую изолирующую прокладку. Прямой гальванический контакт между медью и сталью не допускается. Для обеспечения осевого перемещения трубы, при температурном расширении меди, часть креплений должна обеспечивать осевую подвижность труб.
Примеры установки различных конструкций креплений газопроводов приведены на рисунке 1.

а – крепление для газопровода из медных труб при открытой прокладке; б – крепление для газопровода из медных труб при скрытой прокладке с последующим оштукатуриванием; в – крепление для газопровода из медных труб при скрытой прокладке в вентилируемой штрабе. 1 – газопровод из медных труб; 2 – дюбель; 3 – медная (латунная, бронзовая) опора; 4 – вентилируемая штраба; 5 – стена (перегородка).
Рисунок 1 – Крепления медных газопроводов
5.4.4 Расстояния между опорами для газопровода, выполненного из труб твердого состояния, следует принимать по таблице 3.
Таблица 3 — Расстояния между опорами
Диаметр трубы,
мм
Пролет между опорами, м
Примечания.
1. Расстояние между опорами для труб полутвердого состояния следует принимать на 10% меньше
2. В вертикальном направлении следует предусматривать не менее 1 опоры на этаж
5.4.5 Установку опор газопроводов следует предусматривать на расстоянии:
- не менее 0, 1 м от фитингов неразъемных соединений медных труб между собой;
- не менее 0, 5 м в обе стороны от места поворота трубы, места соединения труб тройником или места установки отключающего устройства.
5.4.6 Газопровод следует закреплять перед и после изгиба, в местах размещения разъемных соединений, отключающих устройств и приборов учета газа. Опоры для крепления участка газопровода в месте установки прибора учета газа следует устанавливать по обе стороны на расстоянии не более 0, 8 м.
Ввод
5.5.1 Для подключения газопроводов природного газа вновь строящихся жилых и общественных зданий к действующему газопроводу газораспределительной сети допускается выполнение надземных и подземных газопроводов-вводов с применением медных труб и фитингов.
5.5.2 При использовании медных труб и фитингов для подземного или надземного газопровода-ввода проектом газификации должна быть предусмотрена установка отключающего устройства в месте присоединения газопровода-ввода к газораспределительной сети.
5.5.3 Надземную прокладку медных газопроводов-вводов допускается предусматривать при их протяженности не более 50 м и номинальном наружном диаметре труб не более 64 мм. Подземную прокладку медных газопроводов-вводов допускается предусматривать при их протяженности не более 100 м и номинальном наружном диаметре от 54 до 267 мм включительно.
5.5.4 При подземной прокладке медного газопровода-ввода по всей длине траншеи следует предусматривать устройство песчаной подсыпки под газопровод толщиной не менее 0, 1 м и его присыпки песком не менее, чем на 0, 2 м до верха трубы. На глубине не менее 0, 5 м от верха трубы по всей длине траншеи должна быть проложена предупредительная полиэтиленовая сигнальная лента желтого цвета.
5.5.5 В месте выхода из земли медный газопровод-ввод следует заключать в защитный футляр (стальной, стеклопластиковый и др.), устойчивый к внешним механическим воздействиям. Во избежание электрохимической коррозии стальной защитный футляр не должен иметь гальванической связи с медным трубопроводом.
5.5.6 Верхний конец футляра должен быть уплотнен эластичным водостойким материалом, не агрессивным по отношению к меди, способным сохранять свои свойства при знакопеременных температурных воздействиях и обеспечивающим возможность перемещения газопровода вдоль продольной оси. Нижний конец футляра рекомендуется уплотнять только при высоком уровне грунтовых вод. Песчаную засыпку в месте выхода газопровода-ввода из земли следует предусматривать по всей глубине траншеи. Ширина песчаной засыпки по периметру медной трубы или футляра должна быть не менее 0, 1 м.
5.5.7 Подземный газопровод-ввод из медных труб должен быть защищен от коррозии изоляционным покрытием весьма усиленного типа по ГОСТ 9.602, нанесенным в заводских или базовых условиях. Антикоррозионная защита стыков выполняется в трассовых условиях теми же материалами, что и трубопроводы, или другими, эквивалентными по своим защитным свойствам. Для предотвращения электрохимической коррозии подземного медного газопровода-ввода рекомендуется предусматривать устройство протекторной защиты.
5.5.8 Прокладку надземного газопровода-ввода из медных труб следует предусматривать на стальных опорах. Между трубой и лежкой опоры должна быть обязательно предусмотрена установка диэлектрической прокладки. Расстояние между опорами газопровода определяется расчетом.
5.5.9 При надземной прокладке медных газопроводов-вводов и наружных газопроводов сети газопотребления рекомендуется в целях предотвращения несанкционированного вмешательства в процесс газоснабжения предусматривать их окраску по ГОСТ 14202 с применением грунтовки ГФ-021 по ГОСТ 25129 и масляной краски по ГОСТ 8292. Не допускается окраска медных труб кислотосодержащими красителями.
5.5.10 В климатических районах с температурой воздуха наиболее холодной пятидневки ниже минус 30º С рекомендуется предусматривать защиту этих газопроводов теплоизоляционными рулонными покрытиями типа «Термафлекс» по ТУ 5768-001-56860401 [4] или «Энергофлекс» по ТУ 2244-069-04696843 [5], или иными допущенными в установленном порядке и нанесенными в условиях заготовительных мастерских строительно-монтажной организации.
5.5.11 Установку отключающих устройств на наружных газопроводах следует предусматривать:
- для отключения медных газопроводов-вводов;
- перед отдельно стоящими жилыми или общественными зданиями, а также перед помещениями общественного назначения, встроенными в многоквартирные дома – на газопроводах-вводах и газопроводах для подачи СУГ от групповых баллонных установок;
- для отключения газовых стояков жилых зданий выше пяти этажей – на газопроводах сети газопотребления.
5.5.12 Отключающие устройства на надземном газопроводе-вводе и наружном газопроводе сети газопотребления должны размещаться на расстоянии не менее 0, 5 м от дверных и открывающихся оконных проемов зданий.
5.5.13 Присоединение наружного медного газопровода сети газопотребления жилого или общественного здания к стальному (подземному, надземному), полиэтиленовому или медному газопроводу-вводу следует предусматривать в месте установки отключающего устройства на вводе в здание. При этом во избежание электрохимической коррозии, гальванические пары медь-сталь, медь-железо, медь-цинк разъединяют фитингами из бронзы или латуни.
5.5.14 Ввод наружных газопроводов сети газопотребления в жилые и общественные здания следует предусматривать:
- в помещения первого этажа многоквартирного дома, предназначенные для установки газоиспользующего оборудования (кухни);
- непосредственно в место установки газоиспользующего оборудования в помещениях общественного назначения;
- в помещения первого, цокольного или подвального этажей одноквартирного или блокированного жилого дома, предназначенные для установки газоиспользующего оборудования;
- в специально предусмотренные планировкой многоквартирного или жилого дома вентилируемые технологические ниши, размещенные вне жилых помещений дома;
- в помещения общественного здания, предназначенные для установки газоиспользующего оборудования.
5.5.15 Место ввода наружного газопровода в жилое или общественное здание должно обеспечивать минимальную протяженность внутренних газопроводов, прокладываемых вне газифицируемых помещений. При газоснабжении СУГ, ввод газопроводов в помещения цокольных и подвальных этажей, а также в чердачные помещения одноквартирных или блокированных жилых домов не допускается.
5.5.16 Возможность установки газоиспользующего оборудования в тех или иных помещениях жилых и общественных зданий и требования к газифицируемым помещениям регламентируется техническими регламентами и национальными стандартами, действующими на период разработки проекта газификации жилого или общественного здания, соответствующими нормативными документами в области строительства (строительные нормы и правила, своды правил), санитарными нормами.
5.5.17 В месте ввода наружного газопровода сети газопотребления в жилое или общественное здание должна предусматриваться установка металлического защитного футляра по всей длине пересечения наружной строительной конструкции здания. Пространство футляра по всей его длине должно быть уплотнено эластичным материалом, не агрессивным по отношению к меди, способным сохранять свои свойства при знакопеременных температурных воздействиях и обеспечивающим возможность перемещения газопровода вдоль продольной оси.
Внутренний газопровод
5.6.1 Проектные решения по прокладке внутренних газопроводов из медных труб должны предусматривать удобство их монтажа в местах соединения с техническими устройствами и газоиспользующим оборудованием. При открытой прокладке медных труб должна быть исключена возможность их случайного механического повреждения.
Примеры проектных решений по прокладке внутренних газопроводов из медных труб в газифицируемых помещениях многоквартирных и жилых домов приведены в приложении Д настоящего стандарта.
5.6.2 На участке внутреннего газопровода, непосредственно после его ввода в каждое газифицируемое помещение жилого или общественного здания, следует предусматривать по ходу газа установку:
- отключающего устройства (если для отключения прибора учета газа нельзя использовать отключающее устройство, установленное на вводе в здание);
- прибора учета газа.
5.6.3 При установке в квартире, жилом доме, общественном здании (помещении общественного назначения) нескольких единиц газоиспользующего оборудования и его размещении в отдельных газифицируемых помещениях, прибор учета газа устанавливается только в первом по ходу тока газа в газифицируемом помещении.
5.6.4 Размещение прибора учета газа внутри газифицируемого помещения следует предусматривать на горизонтальном участке газопровода:
- в проветриваемом месте, вне зоны тепло – и влаговыделений;
- на высоте, как правило, 1, 6 м от уровня пола помещения, если иное не предусмотрено эксплуатационной документацией изготовителя;
- на расстоянии не менее 2 см до строительных конструкций здания;
- на расстоянии по радиусу не менее 0, 8 м до газовой плиты или до теплогенератора с открытой камерой сгорания и не менее 0, 1 м по горизонтали до котла с закрытой камерой сгорания.
При отсутствии в конструкции счетчика фильтрующего устройства необходимо предусматривать установку перед счетчиком фильтра для очистки газа.
5.6.5 Необходимость установки средств технологического контроля безопасности (термозапорных и предохранительно-запорных клапанов, сигнализаторов и систем контроля загазованности помещений, систем контроля уровня содержания окиси углерода в воздухе помещений) в газифицируемых помещениях регламентируется техническими регламентами и национальными стандартами, действующими на период разработки проекта газификации здания, а также соответствующими нормативными документами в области строительства.
5.6.6 При установке на газопроводе термозапорного клапана следует соблюдать условие его размещения в месте, где температура окружающего воздуха в период эксплуатации не будет превышать 60º С. Датчики систем контроля загазованности помещения и уровня содержания в нем окиси углерода следует размещать в соответствии с эксплуатационной документацией изготовителя указанных средств технологического контроля безопасности.
5.6.7 Компенсацию перемещений наружных и внутренних газопроводов сети газопотребления от температурных воздействий следует предусматривать за счет углов поворота газопровода.
5.6.8 Прокладку внутренних газопроводов из медных труб следует предусматривать по нежилым помещениям, обычно в пределах газифицируемого помещения. Не допускается предусматривать прокладку внутренних газопроводов:
- в помещениях относящихся по взрывной и взрывопожарной опасности к категориям А и Б;
- через дымоходы, вентиляционные каналы и подвалы;
- через шахты лифтов, лестничные клетки, помещения мусоросборников;
- с пересечением решеток вентиляционных каналов, оконных и дверных проемов помещений;
- через помещения со средами, содержащими аммоний, нитриты или сульфиды, пары кислотных электролитов, где газопровод может быть подвержен коррозии и где возможно наведение токов.
5.6.9 При наличии обоснования (например, при необходимости перепланировки помещений) допускается предусматривать транзитную прокладку внутренних газопроводов из медных труб через жилые помещения многоквартирных зданий (в пределах одной квартиры), через жилые и нежилые помещения жилых домов (за исключением санузлов, ванных комнат), а также через помещения общественных зданий.
При транзитной прокладке газопроводов должно быть обеспечено:
- минимально возможное количество соединений труб газопроводов;
- отсутствие на газопроводе разъемных соединений;
- возможность доступа к газопроводу в процессе эксплуатации;
- защита от случайных механических повреждений.
5.6.10 Не допускается предусматривать прокладку стояков газопроводов в жилых помещениях и санитарных узлах.
5.6.11 Прокладку внутренних газопроводов из медных труб допускается предусматривать:
- открытой, непосредственно по строительным конструкциям (стенам и перегородкам) здания;
- скрытой, в специально устроенных для этой цели каналах (штрабах) строительных конструкций (стен) здания, прикрытых вентилируемыми щитами, отверстия в которых обеспечивают полное проветривание штрабы;
- скрытой, в специально устроенных для этой цели каналах (штрабах) строительных конструкций (стен) здания с последующей штукатуркой стен при условии обеспечения сохранности газопровода от воздействия на него агрессивных сред строительных материалов (ускорителей или ингибиторов затвердевания строительного раствора или смесей, содержащих добавки аммония), продолжительного влияния сырости или чрезмерного тепла в процессе эксплуатации.
Размеры штрабы принимаются из условия обеспечения возможности монтажа и ремонта газопровода в процессе эксплуатации.
5.6.12 На участках скрытой прокладки внутренних газопроводов из медных труб не допускается:
- размещение резьбовых и иных разъемных соединений и технических устройств;
- перекрытие отверстий щита вентилируемой штрабы.
5.6.13 Высоту прокладки горизонтальных участков внутреннего газопровода из медных труб в газифицируемом помещении следует предусматривать не менее 1, 2 м и не более 2 м от отметки пола.
5.6.14 В местах пересечения внутренним газопроводом из медных труб строительных конструкций здания (стен и перекрытий) при его открытой прокладке или прокладке в вентилируемой штрабе, должна предусматриваться установка металлических футляров. В местах пересечения газопроводом перегородок устройство футляров не требуется.
5.6.15 Концы футляров должны выходить за пределы перекрытий здания на расстояние не менее 0, 5 мм от отметки пола и быть заподлицо с потолком. При пересечении стен и перегородок футляры должны устанавливаться заподлицо с обеих сторон стены (перегородки).
5.6.16 Пространство между газопроводом и металлическим футляром по всей длине футляра должно быть заполнено эластичным материалом, не агрессивным к меди и обеспечивающим возможность перемещения газопровода вдоль продольной оси. Прямой контакт медного трубопровода и футляра, если он не изготовлен из нержавеющей стали, меди или ее сплава, запрещен.
Расстояние от неразъемного или разъемного соединения газопровода до футляра должно быть не менее 50 мм.
Строительство
Общие положения
6.1.1 Строительство наружных и внутренних газопроводов из медных труб должно производиться в соответствии с проектом газификации жилого или общественного здания. В процессе монтажа должно быть обеспечено соблюдение:
- технических решений, предусмотренных проектной документацией;
- требований эксплуатационной документации изготовителей технических устройств;
- технологий соединения медных труб между собой и присоединения к ним технических устройств;
- компенсации теплового линейного расширения газопровода.
6.1.2 Способы выполнения неразъемных соединений медных труб при монтаже наружных и внутренних газопроводов устанавливаются проектом.
6.1.3 К работам по монтажу медных газопроводов следует приступать при полном обеспечении объекта строительства трубами, фитингами, расходными материалами и техническими устройствами, а также оборудованием для соединения труб. Сведения по оборудованию, инструментам и приспособлениям, применяемым для соединения медных труб, приведены в приложении Е.
6.1.4 Монтаж наружных и внутренних медных газопроводов сети газопотребления во вновь строящихся жилых и общественных зданиях следует производить после окончания общестроительных работ. Открытую прокладку внутренних газопроводов следует производить после окончания отделочных работ в газифицируемых помещениях.
6.1.5 Соединение медных труб способами пайки, прессования и сварки допускается выполнять при температуре окружающего воздуха от минус 10°С до плюс 40°С в любом пространственном положении соединяемых деталей. При длине прямолинейных участков трубопровода свыше 5 метров и выполнении монтажных работ при температуре воздуха ниже плюс 5°С следует учитывать расчетное изменение длины трубопровода при ожидаемой температуре эксплуатации.
Входной контроль
6.2.1 Применение медных труб, фитингов и расходных материалов для монтажа газопроводов на объекте строительства допускается только после проведения их входного контроля.
6.2.2 При входном контроле качества материалов и технических устройств, предназначенных для монтажа медных газопроводов, должны быть обеспечены:
- проверка наличия и содержания маркировки медных труб и фитингов;
- проведение визуально-измерительного контроля (ВИК) медных труб и фитингов;
- проверка соответствия труб, фитингов и технических устройств проекту;
- проверка наличия и содержания сертификатов качества изготовителей на трубы, фитинги, технические устройства и расходные материалы;
- проверка наличия и содержания сертификатов соответствия (при использовании при строительстве материалов и технических устройств зарубежного производства).
6.2.3 При получении неудовлетворительных результатов хотя бы по одному показателю ВИК, вся партия медных труб или фитингов считается бракованной и не подлежит использованию для монтажа газопроводов.
Методика проведения входного контроля приведена в приложении Ж настоящего стандарта.
Подготовка к монтажу
6.5.1 До начала работ по монтажу наружных и внутренних газопроводов из медных труб сети газопотребления здания должны быть выполнены следующие работы:
- установка элементов крепления газопроводов к строительным конструкциям здания;
- подготовка отверстий в несущих конструкциях зданий (стенах и перекрытиях) и установка защитных футляров для прокладки газопроводов;
- подготовка каналов (штраб) для скрытой прокладки газопроводов.
6.5.2 Средства крепления медных трубопроводов должны иметь поверхность, исключающую возможность механического повреждения труб. Крепления не должны иметь острых кромок и заусенцев. Размеры хомутов, фиксаторов, скоб должны строго соответствовать диаметрам труб. Стальные крепления должны иметь антикоррозионное покрытие либо контактировать с медью через коррозионностойкую изолирующую прокладку.
6.5.3 При установке креплений должны быть выполнены следующие работы:
- разметка мест крепления газопроводов, установки средств измерений, отключающих устройств и газоиспользующего оборудования в газифицируемых помещениях;
- установка креплений газопровода и заделка мест их установки.
Монтаж
6.6.1 Прокладку труб при монтаже газопроводов следует производить свободно, без натяга, сплющивания и переломов. Размотку бухт необходимо осуществлять так, чтобы маркировка на трубах находилась на одной образующей поверхности трубы. При локальной деформации медной трубы мягкого состояния допускается производить ее выпрямление (придание цилиндрической формы) с помощью деревянного или резинового молотка. Выпрямление трубы в конкретном месте допускается осуществлять только один раз.
6.6.2 Отклонение горизонтальных и вертикальных участков прокладки газопроводов от проектного положения допускается не более 2 мм на 1 м длины газопровода. Свободные концы труб следует закрывать заглушками. Крепления газопроводов должны обеспечивать надежную фиксацию их проектного положения и плотное опирание труб на горизонтальных участках прокладки.
6.6.3 При установке на внутреннем газопроводе технических устройств должны соблюдаться требования проекта к последовательности и местам их размещения. Пример установки технических устройств и средств измерений в газифицируемом помещении после ввода газопровода в здание приведен на рисунке 2.
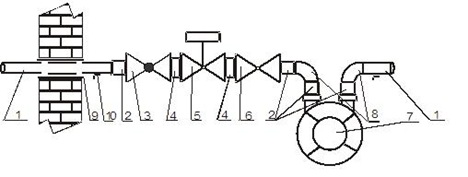
1 – ввод газопровода в здание; 2, 4, 8 –фитинги; 3 – термозапорный клапан; 5 – электромагнитный клапан; 6 – отключающее устройство; 7 – прибор учета газа; 9 – металлический футляр; 10 – крепление медной трубы
Рисунок 2 – Установка технических устройств на внутреннем газопроводе
6.6.4 Для уплотнения резьбовых соединений рекомендуется применять уплотнительные ленты на основе ПТФЭ (политетрафторэтилен), из терморасширенного графита (ТРГ), герметики и другие уплотнительные материалы, обеспечивающие герметичность соединений.
Операционный контроль
6.7.1 При проведении операционного контроля в процессе монтажа наружных и внутренних газопроводов из медных труб должно быть обеспечено соблюдение:
- последовательности выполнения технологических операций по монтажу газопроводов;
- технологий скрытой и открытой прокладки внутренних газопроводов;
- технологий прокладки газопроводов-вводов;
- способов и технологической последовательности выполнения неразъемных соединений медных труб;
- способов и технологической последовательности выполнения разъемных соединений на газопроводах в местах присоединения технических устройств.
Результаты проведения операционного контроля должны заноситься в журнал производства работ.
Резка труб
6.8.2 Резка медных труб производится как вручную, ножовками для металла и труборезами, так и труборезными машинами. Деформация труб при резке не допускается. Резку труб мягкого состояния рекомендуется производить ножовками.
Обеспечение перпендикулярности реза к оси трубы при необходимости осуществляется с помощью шаблонов.
Косина реза (отклонение плоскости реза от перпендикулярности к оси трубы) не должна превышать значений, приведенных в таблице 5.
Таблица 5 — Косина реза медных труб
| Наружный диаметр, мм | Косина реза, мм |
| 12 -18 | 2 |
| 22 - 42 | 3 |
| 54 - 76 | 4 |
| 88 - 108 | 5 |
6.8.3 Ручные труборезы используют для резки труб до 54 мм. При больших диаметрах используют дисковые труборезные пилы. Труборезы обеспечивают отсутствие косины реза и чистую поверхность кромки – задиры образуются только внутри трубы.
Резку труборезом осуществляют 5-7 кратной прокруткой станка вокруг оси трубы. Однократный глубокий ввод резца в материал может вызывать овализацию мягкой трубы и необходимость ее калибровки. При резке твердых труб слишком глубокий ввод резца может вызвать его повреждение. Применение ножовки на мягких трубах позволяет избежать деформации трубы и убыстряет операцию, но дает много заусенцев.
Удаление заусенцев
6.8.4 Заусенцы, образующиеся при резке трубы, должны удаляться как с внешней, так и с внутренней поверхности трубы. Для удаления заусенцев следует использовать специальный инструмент - фаскосниматель (гратосниматель), обеспечивающий удобство в работе.
При использовании фаскоснимателя необходимо избегать снятия фаски с конца трубы, что нежелательно при последующем соединении. При удалении заусенцев допускается применять скребки, ножи и другие доступные режущие инструменты.
Калибровка
6.8.5 Калибровка труб производится для восстановления равномерности капиллярного (монтажного) зазора после резки труб, особенно мягкого состояния, с целью предотвращения потери капиллярного эффекта.
6.8.6 Калибровке подлежит в первую очередь внутренний, затем – наружный диаметр трубы. Калибровку внутреннего диаметра трубы производят с помощью калибровочных стержней, внешнего – при помощи оправок-калибраторов.
Одновременная калибровка наружного и внутреннего диаметров трубы не допускается, так как приводит к застреванию и повреждению калибраторов. При калибровке следует использовать капроновый или деревянный молоток.
Очистка поверхности
6.8.7 Очистка поверхностей пайки трубы и фитинга от оксидной пленки и загрязнений является обязательной операцией при подготовке к пайке, особенно при пайке без флюса, в связи с тем, что качество пайки напрямую зависит от чистоты спаиваемых поверхностей.
Очистку наружных поверхностей следует производить при помощи губок из нетканого материала, специальных салфеток или мелкой шкурки, а внутренних – при помощи специальных ершей соответствующего диаметра. Механическую очистку спаиваемых поверхностей следует производить до блеска.
Гибка труб
6.8.8 Гибку труб осуществляют как в условиях заготовительных мастерских при производстве сборных изделий, так и на месте монтажа. Выбор способа гибки медных труб следует производить в зависимости от состояния меди и диаметра трубы.
6.8.9 Медные трубы всех состояний твердости с номинальным наружным диаметром до 22 мм включительно допускается гнуть в холодном состоянии:
- труб мягкого состояния – вручную с использованием специальных пружин или с применением трубогибов;
- труб полутвердого и твердого состояний – только трубогибами (ручными или механизированными).
6.8.10 Гибку медных труб всех состояний твердости диаметром более 22 мм следует выполнять только трубогибами, при этом твердые и полутвердые трубы следует гнуть после предварительного отжига места изгиба и естественного охлаждения.
Предварительный отжиг мягких труб допускается не производить.
6.8.11 Гибку медных труб диаметром 54 мм и более следует выполнять только с использованием трубогибочных станков аналогично гибке стальных труб, также с предварительным отжигом места изгиба.
6.8.12 Радиус изгиба должен составлять не менее:
- 6 наружных диаметров трубы - при гибке труб вручную;
- 4 наружных диаметров трубы - при гибке труб с помощью трубогибов.
6.8.13 При гибке труб не допускается их сплющивание по периметру, а также возникновение трещин, заломов или волнистости на внутреннем радиусе изгиба. Рабочие поверхности трубогиба должны быть смазаны перед началом гибки для предотвращения деформации труб.
6.8.14 Технологические операции при гибке труб с предварительным отжигом места изгиба трубы производят в следующей последовательности:
- определение зоны нагрева;
- отжиг зоны нагрева и ее естественное охлаждение;
- гибка трубы с помощью трубогиба.
6.8.15 Определение зоны нагрева при гибке труб следует производить в соответствии с рисунком 3, согласно которому размер зоны нагрева трубы диаметром d при исполнении дуги, например радиусом 3d, составит 5d.

Рисунок 3 – Зона нагрева трубы для выполнения гибки под углом 90°С
6.8.16 Отжиг зоны нагрева рекомендуется производить пропан-кислородными или ацетилено-воздушными горелками. Допускается использование для этой цели ацетилено-кислородных горелок. При любых технологических операциях, связанных с нагревом медных труб, охлаждение труб допускается производить только естественным образом.
Пламя в горелке при отжиге должно поддерживаться нормальным (нейтральным), с гладким и четким ядром. В начале нагрева расстояние между головкой горелки и нагреваемой поверхностью трубы должно быть, как правило, в пределах двойной длины конуса пламени, затем это расстояние следует увеличить вдвое. Нагрев зоны гибки трубы производится до температуры 450-550°С (розовый цвет поверхности).
Формирование раструбов
6.8.17 Высокая пластичность меди позволяет производить формирование раструба раздачей конца трубы и осуществлять бесфитинговое соединение медных труб способом пайки.
6.8.18 Раздачу конца трубы при формировании раструба следует выполнять с помощью специальных инструментов – экспандеров (расширителей), рабочим элементом которого является сегментная головка, разводимая вдвигающимся конусным стержнем.
При формировании раструба допускается применение стандартных сменных головок только заводского изготовления, позволяющих обеспечить:
- получение раструба с величиной капиллярного зазора и глубиной захода с точностью, удовлетворяющей нормативным требованиям к фитингам заводского изготовления;
- идентичность операций по пайке с помощью фитинга и при бесфитинговым способом при равнозначном качестве соединений.
6.8.19 Раздача внутреннего диаметра трубы при формировании раструба производится до значения, равного сумме величин наружного диаметра и капиллярного зазора. Раструб должен иметь форму цилиндра, а капиллярный зазор между раструбом и трубой после их сборки должен соответствовать значениям, приведенным в таблице 6.
Таблица 6 - Значение капиллярного зазора при формировании раструбов
| Наружный диаметр трубы, мм | Монтажный капиллярный зазор, мм |
| 6-18 | 0, 02-0, 2 |
| 22-28 | 0, 02-0, 24 |
| 35-54 | 0, 02-0, 3 |
| 64-76, 1 | 0, 03-0, 4 |
Во избежание потери капиллярного эффекта при пайке, превышение величин монтажного зазора, приведенных в таблице 6, не допускается.
6.8.20 Для обеспечения необходимой прочности паяного соединения глубина захода конца трубы в раструб должна быть не менее значений, приведенных в таблице 7.
Таблица 7 – Глубина захода конца трубы в раструб
| Наружный диаметр трубы, мм | Глубина захода, мм |
| 12 | 8, 6 |
| 15 | 10, 6 |
| 18 | 12, 6 |
| 22 | 15, 4 |
| 28 | 18, 4 |
| 35 | 23, 0 |
| 42 | 27, 0 |
| 54 | 32, 0 |
| 64 | 32, 5 |
| 76, 1 | 33, 5 |
| 88, 9 | 37, 5 |
| 108 | 47, 5 |
6.8.21 Ручной экспандер для изготовления раструбов применяется для труб номинальным наружным диаметром до 54 мм. Для исполнения раструбов труб номинальным наружным диаметром 54 мм и более следует применять инструменты с гидравлическим или пневматическим приводом.
6.8.22 Формирование раструба на конце трубы производится в следующей технологической последовательности:
- удаление заусенцев;
- смягчающий отжиг конца медной трубы до температуры 450°С-550°С;
- естественное охлаждение места отжига;
- выбор сменной головки требуемого диаметра и закрепление ее в экспандере;
- формирование раструба раздачей сегментов головки экспандера.
6.8.23 При изготовлении раструба не допускаются разрывы и трещины металла. При формировании раструба на мягкой трубе (R220) отжиг конца трубы допускается не производить.
Пайка
6.9.1 Высокотемпературную капиллярную пайку с использованием твердых (высокотемпературных) припоев допускается проводить при температуре окружающего воздуха от минус 10°С до плюс 40°С.
6.9.2 Конструкции паяных соединений медных труб должны соответствовать типам ПН-4, ПН-5 по ГОСТ 19249. Конструкция паяного соединения ПН-5 приведена на рисунке 4.

Рисунок 4 – Конструкция паяного соединения ПН-5
Сведения о выполненных при монтаже газопровода паяных соединениях медных труб должны заноситься в строительный паспорт газопровода. При этом условные обозначения паяных соединений должны содержать следующую информацию:
- буквенно-цифровое обозначение типа паяного соединения;
- толщину, ширину и длину паяного соединения;
- обозначение стандарта.
Пример условного обозначения паяного соединения ПН-5 толщиной 0, 1 мм, шириной 15 мм, длиной 47 мм:
ПН-5 0, 1 х 15 х 47 ГОСТ 19249-73.
Использование паяных соединений других конструкций и соединений, паяных встык не допускается.
6.9.3 При пайке медных труб с применением бронзовых или латунных фитингов, а также при пайке припоями, не обладающими самофлюсующимися свойствами, использование флюса является обязательным.
6.9.4 При пайке элементов «медь-медь» медно-фосфорными припоями, в том числе с небольшим содержанием серебра (не более 5%), флюс допускается не применять.
6.9.5 При выполнении пайки медных труб должна соблюдаться следующая последовательность операций:
- резка и удаление заусенцев с торцов труб;
- калибровка диаметра конца трубы и ответного раструба (при бесфитинговой пайке);
- очистка наружной поверхности конца трубы и внутренней поверхности фитинга (или раструба) до металлического блеска;
- нанесение (при необходимости) флюса на наружную поверхность трубы;
- сборка фитинга (или раструба) с трубой со взаимным вращением для равномерного распределения флюса (при его применении);
- удаление избыточного флюса (при его применении) за пределами соединения;
- равномерный нагрев соединения;
- подведение припоя к монтажному зазору прогретого соединения;
- заполнение монтажного зазора расплавом припоя в пламени горелки с образованием галтели по всему периметру соединения;
- отведение припоя и пламени;
- естественное охлаждение соединения до температуры окружающего воздуха;
- зачистка паяного соединения.
Основные технологические операции при соединении медных труб пайкой показаны на рисунке 5.


сборка трубы с раструбом (фитингом) равномерный нагрев соединения


подведение припоя к одной точке заполнение зазора припоем
монтажного зазора
Рисунок 5 – Основные технологические операции при соединении медных труб пайкой
6.9.6 Нанесение флюса на внутреннюю поверхность фитинга (раструба) не допускается.
Во избежание окисления флюс следует наносить на поверхность трубы сразу после очистки трубы. Флюс наносят на зону сопряжения трубы с фитингом или раструбом тонким слоем с помощью кисточки. После нанесения флюса детали следует сразу соединить, чтобы исключить попадание на влажную поверхность посторонних частиц.
Сборку фитинга (или раструба) с трубой следует производить до упора со взаимным вращением спаиваемых элементов для обеспечения равномерного распределения флюса (при его применении) в монтажном зазоре. Остатки флюса за пределами соединения следует удалить.
6.9.7 Для выполнения пайки должны использоваться газовые горелки, развивающие необходимую температуру, работающие на пропано-кислородной, ацетилен-воздушной или ацетилен-кислородной газовой смеси.
Для исключения перегрева или недогрева отдельных участков спаиваемых элементов пламя горелки следует постоянно перемещать по соединению, достигая равномерного распределения теплоты. Пламя горелки должно быть «нормальным» (нейтральным), в результате чего пламя нагревает металл, не оказывая другого воздействия. Факел пламени горелки при сбалансированной газовой смеси имеет ярко-синий цвет и небольшую величину.
Достижение соединением необходимой для процесса пайки температуры определяют по цвету (темно-вишневый, 750–900°С), а также по началу плавления прутка припоя при прикосновении его к раструбной части фитинга (трубы). Для улучшения пайки рекомендуется предварительно слегка прогреть пруток припоя пламенем горелки.
Процесс пайки продолжается до появления расплава по всей окружности спаиваемых элементов. После этого припой отводят от соединения. При пайке труб больших диаметров для обеспечения полного заполнения монтажного зазора припоем, допускается подведение припоя к двум или трем точкам шва соединения. При пайке и охлаждении (при кристаллизации припоя) элементы соединения должны быть абсолютно неподвижны.
Резкое принудительное охлаждение места пайки не допускается.
6.9.10 Зачистку соединения производят после естественного охлаждения до температуры окружающего воздуха. При пайке и сварке могут образовываться наплывы металла (грат), который при необходимости удаляется. Наплывы металла внутри соединения при пайке и сварке не допускаются. Оптимальное количество используемого при пайке припоя не приводит к образованию грата в соединении.
6.9.11 Для исключения случаев непропая соединений не допускаются:
- недогрев соединений, особенно при пайке массивных фитингов;
- перегрев соединений, особенно при пайке труб малых диаметров.
6.9.12 Допускается выполнять пайку в любом пространственном положении соединяемых деталей. Пайку разветвленных соединений, например, тройника, следует начинать с соединений, находящихся в нижнем пространственном положении, чтобы восходящее тепло не воздействовало на паяное соединение, расположенное выше.
Очередность пайки соединений тройника, в зависимости от их пространственного положения, показана на рисунке 6.
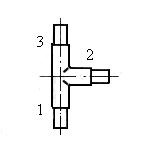


а б в
а - вертикальное; б - горизонтальное с ответвлением вверх; в - горизонтальное с ответвлением вниз
Рисунок 6 – Очередность пайки соединений тройника, в различных пространственных положениях
Допускается одновременная пайка всех соединений тройника.
Контроль качества пайки
Паяные соединения медных газопроводов подвергаются внешнему осмотру и механическим испытаниям.
При внешнем осмотре соединения, выполненные высокотемпературной капиллярной пайкой, проверяются на полноту и вогнутый мениск, отсутствие видимых трещин галтели согласно требованиям ГОСТ 19249. Осмотру подвергают 100% паяных соединений. Осмотр производят визуально или с применением лупы 2-4-кратного увеличения. При обнаружении дефектов паяные соединения бракуются и подлежат исправлению?.
Прессование
6.10.1 Соединение медных труб методом прессования производится путем кругового обжатия (прессования) специальных пресс-фитингов на трубе с их деформацией. Герметичность соединения обеспечивается обжимом фитинга и уплотнительного кольца, расположенного в деформируемой части фитинга. Пресс-фитинги различных производителей по ГОСТ Р 52948 и стандарту EN 1254-4 независимо от профиля опрессовываемого буртика и наличия или отсутствия цилиндрической направляющей обеспечивают системную совместимость с ассортиментом труб по ГОСТ Р 52318 и стандарту EN 1057.
6.10.2 Монтаж газопроводов прессованием допускается проводить с использованием специального инструмента (ручного или механизированного), указанного производителем пресс-фитингов, с питанием от электросети или от устанавливаемых внутри аккумуляторных батарей.
В комплект монтажного инструмента входят пресс-клещи различных диаметров и профилей для фитингов разных производителей и обжимная петля для труб большого диаметра.
Наиболее универсальны и широко распространены профили М, SA, V.
6.10.3 При выполнении соединений медных труб газопроводов способом прессования должна соблюдаться следующая технологическая последовательность выполнения операций:
- резка трубы;
- удаление заусенцев с внутренней и особенно наружной поверхности реза трубы;
- калибровка диаметра конца трубы (особенно мягкого состояния);
- проверка наличия и посадки эластичного уплотнительного кольца фитинга;
- сборка соединения введением трубы в фитинг до упора с небольшим вращением;
- нанесение на трубу метки глубины посадки пресс-фитинга;
- оснащение пресса подходящими по диаметру и профилю пресс – клещами и закрепление их крепежным штифтом;
- установка пресс-клещей на фитинге с охватыванием ими буртика (гребня) фитинга;
- выполнение прессового обжатия смыканием губок пресс-клещей;
- размыкание губок пресс-клещей и отведение пресс-клещей.
6.10.4 Основные операции по соединению медных труб способом прессования приведены на рисунке 7.


Детали перед сборкой Введение труб в фитинг
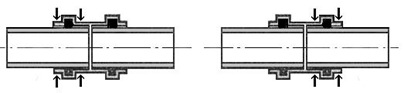
Поочередное обжатие фитинга на трубе
Рисунок 7 – Основные операции по соединению медных труб способом
прессования
Механизм уплотнения соединения эластичным уплотнительным кольцом фитинга приведен на рисунке 8.

До прессования После прессования
Рисунок 8 – Контур уплотнительного кольца пресс-фитинга до и после прессования
Сварка
6.11.1 При выполнении неразъемных соединений медных труб способом сварки рекомендуется применять тип сварного соединения С2 по ГОСТ 16038. Сварку медных труб следует выполнять встык по торцам труб, вкруговую. Снятия фасок на кромках торцов труб и выполнения прихваток не требуется. Конструкция соединения медных труб, выполняемого способом сварки, приведена на рисунке 9.
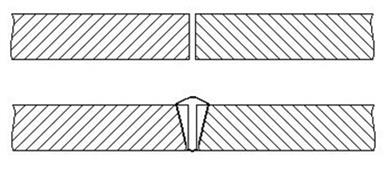
Рисунок 9 – Сварное соединение медных труб С2
6.11.2 Газовая сварка медных труб должна выполняться в соответствии с учетом требований, установленных СП 42-102 и настоящего стандарта.
6.11.3 В комплект оборудования для газовой сварки медных труб должны входить:
- газовая горелка;
- баллоны с ацетиленом и кислородом;
- регуляторы давления газа (редукторы ацетиленовый и кислородный);
- клапаны обратные (для кислорода и ацетилена);
- предохранительные затворы (для кислорода и ацетилена);
- рукава резиновые для газовой сварки (для подачи ацетилена и кислорода).
6.11.4 Газовая сварка медных труб должна производиться в один слой. Положения шва при сварке неповоротных стыков труб показаны на рисунке 10.


а – горизонтальное расположение труб; б – вертикальное расположение труб
Рисунок 10 – Положение сварного неповоротного шва при различном расположении труб
Сварку при горизонтальном расположении труб проводят «на подъем», при вертикальном расположении труб – вкруговую.
6.11.5 Для газовой сварки медных труб следует применять присадочную проволоку из меди М0, М1. Диаметр присадочной проволоки должен составлять 0, 5 – 0, 75 толщины стенки свариваемой медной трубы. Для предохранения меди от окисления, а также для раскисления и удаления в шлак образующихся окислов, рекомендуется выполнять сварку медных труб с применением флюсов. Флюсы для сварки медных труб могут применяться в виде порошка, пасты и в газообразной форме. Состав флюсов для сварки медных труб приведен в таблице 8.
Таблица 8 — Состав флюсов
| Флюс | Состав флюса, % | ||||
| Борная кислота H3BO3 | Бура безводная Na2B4O7 | Биофосфат натрия Na2HBO4 | Поташ безводный K2CO3 | Хлористый натрий NaCl | |
| № 1 | 100 | - | - | - | - |
| № 2 | - | 100 | - | - | - |
| № 3 | 50 | 50 | - | - | - |
| № 4 | 25 | 75 | - | - | - |
| № 5 | 35 | 50 | 15 | - | - |
| № 6 | - | 56 | - | 22 | 22 |
6.11.6 Флюсы наносятся на зачищенные и обезжиренные кромки свариваемых труб по периметру на ширину не менее 12 мм в обе стороны от зоны сварки. Флюс в виде пасты наносят на кромки свариваемых труб и на присадочный пруток. Порошкообразный флюс посыпают на 20-50 мм в обе стороны зоны сварки по периметру трубы. Для нанесения на трубы газообразного флюса применяется специальные установки.
6.11.7 Газовая сварка медных труб должна проводиться с максимальной скоростью, без перерывов. Пламя горелки при сварке должно быть строго нормальным, мягким и направлять его следует под большим, чем при сварке стальных труб, углом. В процессе сварки нагретый металл медных труб должен быть постоянно защищен пламенем.
6.11.8 Ручная аргонодуговая сварка неплавящимся электродом производится в защитных газах и позволяет получить сварные соединения с наиболее высокими механическими и коррозионными свойствами благодаря минимальному содержанию примесей. В качестве защитных газов следует применять аргон высшего сорта, гелий высшей категории качества. Допускается также применение газовых смесей (например, 70 – 80% аргона плюс 20 – 30% азота особой чистоты для экономии аргона и увеличения глубины проплавления).
6.11.9 В комплект оборудования для ручной аргонодуговой сварки входят:
- источник постоянного тока;
- горелка ручная для аргонодуговой сварки;
- баллон с аргоном или другим защитным газом;
- редуктор – расходомер.
6.11.10 Выбор диаметра вольфрамового электрода и присадочной проволоки при аргонодуговой сварке следует производить по таблице 9.
Таблица 9 — Диаметр электродов
| Толщина стенки трубы, мм | Диаметр электрода, мм | Диаметр присадочной проволоки, мм |
| 1, 5-2, 0 | 1, 6-2, 0 | 2 |
| 3 | 3 | 3 |
6.11.11 Ручная сварка медных труб вольфрамовым электродом выполняется на постоянном токе прямой полярности. Рекомендуемые режимы сварки труб вольфрамовым электродом приведены в таблице 10.
Таблица 10 – Режимы сварки
| Толщина стенки трубы, мм | Зазор между кромками, мм | Ток, А | Напряжение, В | Скорость сварки, м/ч | Расход газа, л/мин |
| В среде аргона | |||||
| 1, 5-2, 0 | 0-0, 5 | 100-200 | 10-14 | 25-30 | 8-10 |
| 3 | 0, 5-1, 0 | 200-220 | 11-015 | 25-30 | 9-10 |
6.11.12 Организация и выполнение работ в строительном производстве должны осуществляться с соблюдением положений СНиП 12-03 [8] и законодательства РФ об охране труда.
6.11.13 В случаях, не предусмотренных СНиП 12-03, следует руководствоваться документами «Межотраслевые правила по охране труда при электро- и газосварочных работах», постановление №72 от 9.10.2001г. Минсоцразвития РФ [9] и ПБ 12-529 [10].
Приложение А
(справочное)
Сортамент медных труб
Таблица А.1- Номинальные наружный диаметр и толщина стенки медных труб
| Номинальный наружный диаметр, мм | |||||
Приложение Б
(справочное)
Показатели медных труб
| Диаметр r толщина стенки ммrмм | Теоретическая масса, кг/м | Допустимое рабочее давление (макс.), МПа | Внутренний объем, л/м |
| 12r1, 0 | 0, 308 | 7, 1 | 0, 079 |
| 15r0, 8 | 0, 317 | 5, 7 | 0, 141 |
| 15r1, 0 | 0, 391 | 5, 7 | 0, 133 |
| 18r0, 8 | 0, 384 | 4, 4 | 0, 211 |
| 18r1, 0 | 0, 475 | 4, 8 | 0, 201 |
| 22r1, 0 | 0, 587 | 3, 8 | 0, 314 |
| 22r1, 5 | 0, 861 | − | 0, 283 |
| 28r1, 0 | 0, 756 | − | 0, 531 |
| 28r1, 5 | 1, 110 | 4, 6 | 0, 491 |
| 35r1, 5 | 1, 410 | 3, 6 | 0, 804 |
| 42r1, 5 | 1, 700 | 3, 0 | 1, 195 |
| 54r1, 5 | 2, 205 | − | 2, 042 |
| 54*2, 0 | 2, 910 | 3, 1 | 1, 963 |
| 64r2, 0 | 3, 467 | 2, 8 | 2, 826 |
| 76, 1r2, 0 | 4, 144 | 2, 5 | 3, 203 |
| 88, 9r2, 0 | 4, 859 | − | 5, 658 |
| 108r2, 0 | 7, 000 | − | 8, 490 |
| 108r2, 5 | 7, 374 | − | 8, 328 |
| 133r3, 0 | 10, 904 | − | 13, 823 |
| 159r3, 0 | 13, 085 | − | 18, 376 |
| 219r3, 0 | 18, 118 | − | 35, 614 |
| 267r3, 0 | 22, 144 | − | 53, 475 |
Приложение В
(обязательное)
Примеры проектных решений по прокладке внутренних газопроводов из медных труб в газифицируемых помещениях многоквартирных и жилых домов
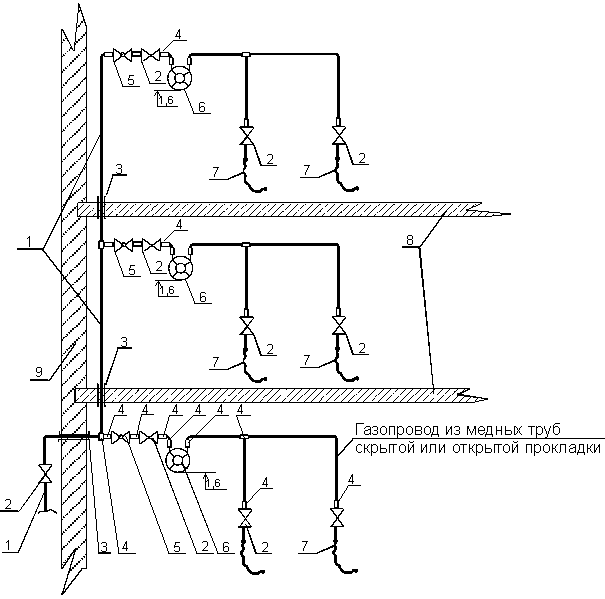
1 – газопровод из медных труб; 2 – отключающее устройство; 3 – футляр на газопроводе; 4 – фитинги; 5 – термозапорный клапан; 6 – счетчик газа; 7 – гибкая подводка; 8 – перекрытия; 9 – ограждающая конструкция

1 – газопровод из медных труб; 2 – отключающее устройство; 3 – футляр на газопроводе; 4 – фитинги; 5 – термозапорный клапан; 6 – электромагнитный клапан; 7 - счетчик газа; 8 – гибкая подводка; 9 – ограждающая конструкция; 10 – перекрытие
Приложение Е
(справочное)
Приложение Ж
(обязательное)
Приложение И
(обязательное)
Приложение К
(рекомендуемое)
Протокол механических испытаний паяных образцов
на статическое растяжение
№ __________ от «____» _______________ г.
Тип и номер образца ________________________________________________
Тип испытательной машины _________________________________________
Материал (марка или химический состав):
Труба___________________________________________________________
Соединительная деталь ____________________________________________
Припой (марка или хим. состав) ____________________________________
Способ пайки ______________________________________________________
Паяльщик (N клейма) _______________________________________________
Объект (адрес) _____________________________________________________
Дата производства работ ____________________________________________
Результаты контроля паяного соединения
| Параметры образца | Разруша-ющая нагрузка, Р, кгс | Предел прочности, σ в, кгс/мм2 | Место разрушения | Оценка пайки (годен, не годен) | ||
| Наружн. диаметр трубы, D1, мм | Внутр. диаметр трубы, D2, мм | Площадь сечения образца, S, мм2 | ||||
Нач. лаборатории
Испытания провел
Библиография
| [1] СНиП 42-01-2002 | Газораспределительные системы |
| [2] Свод правил СП 42-101-2003 | Общие положения по проектированию и строительству газораспределительных систем из металлических и полиэтиленовых труб |
| [3] СНиП 21-01* | Пожарная безопасность зданий и сооружений |
| [4] ТУ 5768-001-56860401 | Теплоизоляционные материалы трубы «Термафлекс» |
| [5] ТУ 2244-069-04696843 | Энергофлекс. Изделия из пенополиэтилена |
| [6] ПБ 03-273-99 | Правила аттестации сварщиков и специалистов сварочного производства, постановление №63 от 30.10.1998г. Госгортехнадзора РФ |
| [7] РД 03-495-02 | Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства» (постановление № 36 Госгортехнадзора России от 25.06.2002). |
| [8] Строительные нормы и правила Российской Федерации СНиП 12-03-2001 | Безопасность труда в строительстве. Часть 1. Общие требования |
| [9] | Межотраслевые правила по охране труда при электро- и газосварочных работах, постановление № 72 от 9.10.2001г. Минсоцразвития РФ |
| [10] ПБ 12-529-2003 | Правила безопасности газораспределения и газопотребления |
| [11] СНиП 12-01 | Организация строительства |
| [12] Стандарт отрасли ОСТ 153-39.3-051-2003 | Техническая эксплуатация газораспределительных систем. Основные положения. Газораспределительные сети и газовое оборудование зданий. Резервуарные и баллонные установки |
| [13] Стандарт отрасли ОСТ 153-39.3-053-2003 | Техническая эксплуатация газораспределительных систем. Примерные формы эксплуатационной документации |
| [14] РД 03-606 | Инструкция по визуальному и измерительному контролю |
ОАО «Гипрониигаз»
Головной научно-исследовательский и проектный институт
по использованию газа в народном хозяйстве
НП «НЦМ»
Некоммерческое партнерство «Национальный центр меди »
СТАНДАРТ ОРГАНИЗАЦИИ
ПРОЕКТИРОВАНИЕ, МОНТАЖ И ЭКСПЛУАТАЦИЯ
Последнее изменение этой страницы: 2019-04-09; Просмотров: 309; Нарушение авторского права страницы