|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Технологические операции с трубами
6.8.1 При монтаже медных трубопроводов производят следующие основные операции с трубами: резка, гибка, раздача конца трубы, а также вспомогательные операции, к числу которых относятся: зачистка и калибровка концов труб, снятие заусенцев и грата. Для этих целей используют как специальный инструмент, так и инструмент общего пользования. Резка труб 6.8.2 Резка медных труб производится как вручную, ножовками для металла и труборезами, так и труборезными машинами. Деформация труб при резке не допускается. Резку труб мягкого состояния рекомендуется производить ножовками. Обеспечение перпендикулярности реза к оси трубы при необходимости осуществляется с помощью шаблонов. Косина реза (отклонение плоскости реза от перпендикулярности к оси трубы) не должна превышать значений, приведенных в таблице 5. Таблица 5 — Косина реза медных труб
6.8.3 Ручные труборезы используют для резки труб до 54 мм. При больших диаметрах используют дисковые труборезные пилы. Труборезы обеспечивают отсутствие косины реза и чистую поверхность кромки – задиры образуются только внутри трубы. Резку труборезом осуществляют 5-7 кратной прокруткой станка вокруг оси трубы. Однократный глубокий ввод резца в материал может вызывать овализацию мягкой трубы и необходимость ее калибровки. При резке твердых труб слишком глубокий ввод резца может вызвать его повреждение. Применение ножовки на мягких трубах позволяет избежать деформации трубы и убыстряет операцию, но дает много заусенцев. Удаление заусенцев 6.8.4 Заусенцы, образующиеся при резке трубы, должны удаляться как с внешней, так и с внутренней поверхности трубы. Для удаления заусенцев следует использовать специальный инструмент - фаскосниматель (гратосниматель), обеспечивающий удобство в работе. При использовании фаскоснимателя необходимо избегать снятия фаски с конца трубы, что нежелательно при последующем соединении. При удалении заусенцев допускается применять скребки, ножи и другие доступные режущие инструменты. Калибровка 6.8.5 Калибровка труб производится для восстановления равномерности капиллярного (монтажного) зазора после резки труб, особенно мягкого состояния, с целью предотвращения потери капиллярного эффекта. 6.8.6 Калибровке подлежит в первую очередь внутренний, затем – наружный диаметр трубы. Калибровку внутреннего диаметра трубы производят с помощью калибровочных стержней, внешнего – при помощи оправок-калибраторов. Одновременная калибровка наружного и внутреннего диаметров трубы не допускается, так как приводит к застреванию и повреждению калибраторов. При калибровке следует использовать капроновый или деревянный молоток. Очистка поверхности 6.8.7 Очистка поверхностей пайки трубы и фитинга от оксидной пленки и загрязнений является обязательной операцией при подготовке к пайке, особенно при пайке без флюса, в связи с тем, что качество пайки напрямую зависит от чистоты спаиваемых поверхностей. Очистку наружных поверхностей следует производить при помощи губок из нетканого материала, специальных салфеток или мелкой шкурки, а внутренних – при помощи специальных ершей соответствующего диаметра. Механическую очистку спаиваемых поверхностей следует производить до блеска. Гибка труб 6.8.8 Гибку труб осуществляют как в условиях заготовительных мастерских при производстве сборных изделий, так и на месте монтажа. Выбор способа гибки медных труб следует производить в зависимости от состояния меди и диаметра трубы. 6.8.9 Медные трубы всех состояний твердости с номинальным наружным диаметром до 22 мм включительно допускается гнуть в холодном состоянии: - труб мягкого состояния – вручную с использованием специальных пружин или с применением трубогибов; - труб полутвердого и твердого состояний – только трубогибами (ручными или механизированными). 6.8.10 Гибку медных труб всех состояний твердости диаметром более 22 мм следует выполнять только трубогибами, при этом твердые и полутвердые трубы следует гнуть после предварительного отжига места изгиба и естественного охлаждения. Предварительный отжиг мягких труб допускается не производить. 6.8.11 Гибку медных труб диаметром 54 мм и более следует выполнять только с использованием трубогибочных станков аналогично гибке стальных труб, также с предварительным отжигом места изгиба. 6.8.12 Радиус изгиба должен составлять не менее: - 6 наружных диаметров трубы - при гибке труб вручную; - 4 наружных диаметров трубы - при гибке труб с помощью трубогибов. 6.8.13 При гибке труб не допускается их сплющивание по периметру, а также возникновение трещин, заломов или волнистости на внутреннем радиусе изгиба. Рабочие поверхности трубогиба должны быть смазаны перед началом гибки для предотвращения деформации труб. 6.8.14 Технологические операции при гибке труб с предварительным отжигом места изгиба трубы производят в следующей последовательности: - определение зоны нагрева; - отжиг зоны нагрева и ее естественное охлаждение; - гибка трубы с помощью трубогиба. 6.8.15 Определение зоны нагрева при гибке труб следует производить в соответствии с рисунком 3, согласно которому размер зоны нагрева трубы диаметром d при исполнении дуги, например радиусом 3d, составит 5d.
Рисунок 3 – Зона нагрева трубы для выполнения гибки под углом 90°С 6.8.16 Отжиг зоны нагрева рекомендуется производить пропан-кислородными или ацетилено-воздушными горелками. Допускается использование для этой цели ацетилено-кислородных горелок. При любых технологических операциях, связанных с нагревом медных труб, охлаждение труб допускается производить только естественным образом. Пламя в горелке при отжиге должно поддерживаться нормальным (нейтральным), с гладким и четким ядром. В начале нагрева расстояние между головкой горелки и нагреваемой поверхностью трубы должно быть, как правило, в пределах двойной длины конуса пламени, затем это расстояние следует увеличить вдвое. Нагрев зоны гибки трубы производится до температуры 450-550°С (розовый цвет поверхности). Формирование раструбов 6.8.17 Высокая пластичность меди позволяет производить формирование раструба раздачей конца трубы и осуществлять бесфитинговое соединение медных труб способом пайки. 6.8.18 Раздачу конца трубы при формировании раструба следует выполнять с помощью специальных инструментов – экспандеров (расширителей), рабочим элементом которого является сегментная головка, разводимая вдвигающимся конусным стержнем. При формировании раструба допускается применение стандартных сменных головок только заводского изготовления, позволяющих обеспечить: - получение раструба с величиной капиллярного зазора и глубиной захода с точностью, удовлетворяющей нормативным требованиям к фитингам заводского изготовления; - идентичность операций по пайке с помощью фитинга и при бесфитинговым способом при равнозначном качестве соединений. 6.8.19 Раздача внутреннего диаметра трубы при формировании раструба производится до значения, равного сумме величин наружного диаметра и капиллярного зазора. Раструб должен иметь форму цилиндра, а капиллярный зазор между раструбом и трубой после их сборки должен соответствовать значениям, приведенным в таблице 6. Таблица 6 - Значение капиллярного зазора при формировании раструбов
Во избежание потери капиллярного эффекта при пайке, превышение величин монтажного зазора, приведенных в таблице 6, не допускается. 6.8.20 Для обеспечения необходимой прочности паяного соединения глубина захода конца трубы в раструб должна быть не менее значений, приведенных в таблице 7. Таблица 7 – Глубина захода конца трубы в раструб
6.8.21 Ручной экспандер для изготовления раструбов применяется для труб номинальным наружным диаметром до 54 мм. Для исполнения раструбов труб номинальным наружным диаметром 54 мм и более следует применять инструменты с гидравлическим или пневматическим приводом. 6.8.22 Формирование раструба на конце трубы производится в следующей технологической последовательности: - удаление заусенцев; - смягчающий отжиг конца медной трубы до температуры 450°С-550°С; - естественное охлаждение места отжига; - выбор сменной головки требуемого диаметра и закрепление ее в экспандере; - формирование раструба раздачей сегментов головки экспандера. 6.8.23 При изготовлении раструба не допускаются разрывы и трещины металла. При формировании раструба на мягкой трубе (R220) отжиг конца трубы допускается не производить. Пайка 6.9.1 Высокотемпературную капиллярную пайку с использованием твердых (высокотемпературных) припоев допускается проводить при температуре окружающего воздуха от минус 10°С до плюс 40°С. 6.9.2 Конструкции паяных соединений медных труб должны соответствовать типам ПН-4, ПН-5 по ГОСТ 19249. Конструкция паяного соединения ПН-5 приведена на рисунке 4.
Рисунок 4 – Конструкция паяного соединения ПН-5 Сведения о выполненных при монтаже газопровода паяных соединениях медных труб должны заноситься в строительный паспорт газопровода. При этом условные обозначения паяных соединений должны содержать следующую информацию: - буквенно-цифровое обозначение типа паяного соединения; - толщину, ширину и длину паяного соединения; - обозначение стандарта. Пример условного обозначения паяного соединения ПН-5 толщиной 0, 1 мм, шириной 15 мм, длиной 47 мм: ПН-5 0, 1 х 15 х 47 ГОСТ 19249-73. Использование паяных соединений других конструкций и соединений, паяных встык не допускается. 6.9.3 При пайке медных труб с применением бронзовых или латунных фитингов, а также при пайке припоями, не обладающими самофлюсующимися свойствами, использование флюса является обязательным. 6.9.4 При пайке элементов «медь-медь» медно-фосфорными припоями, в том числе с небольшим содержанием серебра (не более 5%), флюс допускается не применять. 6.9.5 При выполнении пайки медных труб должна соблюдаться следующая последовательность операций: - резка и удаление заусенцев с торцов труб; - калибровка диаметра конца трубы и ответного раструба (при бесфитинговой пайке); - очистка наружной поверхности конца трубы и внутренней поверхности фитинга (или раструба) до металлического блеска; - нанесение (при необходимости) флюса на наружную поверхность трубы; - сборка фитинга (или раструба) с трубой со взаимным вращением для равномерного распределения флюса (при его применении); - удаление избыточного флюса (при его применении) за пределами соединения; - равномерный нагрев соединения; - подведение припоя к монтажному зазору прогретого соединения; - заполнение монтажного зазора расплавом припоя в пламени горелки с образованием галтели по всему периметру соединения; - отведение припоя и пламени; - естественное охлаждение соединения до температуры окружающего воздуха; - зачистка паяного соединения. Основные технологические операции при соединении медных труб пайкой показаны на рисунке 5.
сборка трубы с раструбом (фитингом) равномерный нагрев соединения
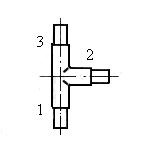
подведение припоя к одной точке заполнение зазора припоем монтажного зазора Рисунок 5 – Основные технологические операции при соединении медных труб пайкой 6.9.6 Нанесение флюса на внутреннюю поверхность фитинга (раструба) не допускается. Во избежание окисления флюс следует наносить на поверхность трубы сразу после очистки трубы. Флюс наносят на зону сопряжения трубы с фитингом или раструбом тонким слоем с помощью кисточки. После нанесения флюса детали следует сразу соединить, чтобы исключить попадание на влажную поверхность посторонних частиц. Сборку фитинга (или раструба) с трубой следует производить до упора со взаимным вращением спаиваемых элементов для обеспечения равномерного распределения флюса (при его применении) в монтажном зазоре. Остатки флюса за пределами соединения следует удалить. 6.9.7 Для выполнения пайки должны использоваться газовые горелки, развивающие необходимую температуру, работающие на пропано-кислородной, ацетилен-воздушной или ацетилен-кислородной газовой смеси. Для исключения перегрева или недогрева отдельных участков спаиваемых элементов пламя горелки следует постоянно перемещать по соединению, достигая равномерного распределения теплоты. Пламя горелки должно быть «нормальным» (нейтральным), в результате чего пламя нагревает металл, не оказывая другого воздействия. Факел пламени горелки при сбалансированной газовой смеси имеет ярко-синий цвет и небольшую величину. Достижение соединением необходимой для процесса пайки температуры определяют по цвету (темно-вишневый, 750–900°С), а также по началу плавления прутка припоя при прикосновении его к раструбной части фитинга (трубы). Для улучшения пайки рекомендуется предварительно слегка прогреть пруток припоя пламенем горелки. Процесс пайки продолжается до появления расплава по всей окружности спаиваемых элементов. После этого припой отводят от соединения. При пайке труб больших диаметров для обеспечения полного заполнения монтажного зазора припоем, допускается подведение припоя к двум или трем точкам шва соединения. При пайке и охлаждении (при кристаллизации припоя) элементы соединения должны быть абсолютно неподвижны. Резкое принудительное охлаждение места пайки не допускается. 6.9.10 Зачистку соединения производят после естественного охлаждения до температуры окружающего воздуха. При пайке и сварке могут образовываться наплывы металла (грат), который при необходимости удаляется. Наплывы металла внутри соединения при пайке и сварке не допускаются. Оптимальное количество используемого при пайке припоя не приводит к образованию грата в соединении. 6.9.11 Для исключения случаев непропая соединений не допускаются: - недогрев соединений, особенно при пайке массивных фитингов; - перегрев соединений, особенно при пайке труб малых диаметров. 6.9.12 Допускается выполнять пайку в любом пространственном положении соединяемых деталей. Пайку разветвленных соединений, например, тройника, следует начинать с соединений, находящихся в нижнем пространственном положении, чтобы восходящее тепло не воздействовало на паяное соединение, расположенное выше. Очередность пайки соединений тройника, в зависимости от их пространственного положения, показана на рисунке 6.
а б в а - вертикальное; б - горизонтальное с ответвлением вверх; в - горизонтальное с ответвлением вниз Рисунок 6 – Очередность пайки соединений тройника, в различных пространственных положениях
Допускается одновременная пайка всех соединений тройника. Контроль качества пайки Паяные соединения медных газопроводов подвергаются внешнему осмотру и механическим испытаниям. При внешнем осмотре соединения, выполненные высокотемпературной капиллярной пайкой, проверяются на полноту и вогнутый мениск, отсутствие видимых трещин галтели согласно требованиям ГОСТ 19249. Осмотру подвергают 100% паяных соединений. Осмотр производят визуально или с применением лупы 2-4-кратного увеличения. При обнаружении дефектов паяные соединения бракуются и подлежат исправлению?.
Прессование 6.10.1 Соединение медных труб методом прессования производится путем кругового обжатия (прессования) специальных пресс-фитингов на трубе с их деформацией. Герметичность соединения обеспечивается обжимом фитинга и уплотнительного кольца, расположенного в деформируемой части фитинга. Пресс-фитинги различных производителей по ГОСТ Р 52948 и стандарту EN 1254-4 независимо от профиля опрессовываемого буртика и наличия или отсутствия цилиндрической направляющей обеспечивают системную совместимость с ассортиментом труб по ГОСТ Р 52318 и стандарту EN 1057. 6.10.2 Монтаж газопроводов прессованием допускается проводить с использованием специального инструмента (ручного или механизированного), указанного производителем пресс-фитингов, с питанием от электросети или от устанавливаемых внутри аккумуляторных батарей. В комплект монтажного инструмента входят пресс-клещи различных диаметров и профилей для фитингов разных производителей и обжимная петля для труб большого диаметра. Наиболее универсальны и широко распространены профили М, SA, V. 6.10.3 При выполнении соединений медных труб газопроводов способом прессования должна соблюдаться следующая технологическая последовательность выполнения операций: - резка трубы; - удаление заусенцев с внутренней и особенно наружной поверхности реза трубы; - калибровка диаметра конца трубы (особенно мягкого состояния); - проверка наличия и посадки эластичного уплотнительного кольца фитинга; - сборка соединения введением трубы в фитинг до упора с небольшим вращением; - нанесение на трубу метки глубины посадки пресс-фитинга; - оснащение пресса подходящими по диаметру и профилю пресс – клещами и закрепление их крепежным штифтом; - установка пресс-клещей на фитинге с охватыванием ими буртика (гребня) фитинга; - выполнение прессового обжатия смыканием губок пресс-клещей; - размыкание губок пресс-клещей и отведение пресс-клещей. 6.10.4 Основные операции по соединению медных труб способом прессования приведены на рисунке 7.
Детали перед сборкой Введение труб в фитинг
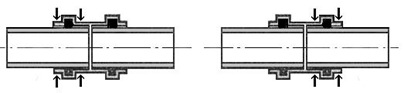
Поочередное обжатие фитинга на трубе Рисунок 7 – Основные операции по соединению медных труб способом прессования Механизм уплотнения соединения эластичным уплотнительным кольцом фитинга приведен на рисунке 8.
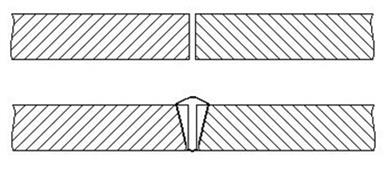
До прессования После прессования Рисунок 8 – Контур уплотнительного кольца пресс-фитинга до и после прессования Сварка 6.11.1 При выполнении неразъемных соединений медных труб способом сварки рекомендуется применять тип сварного соединения С2 по ГОСТ 16038. Сварку медных труб следует выполнять встык по торцам труб, вкруговую. Снятия фасок на кромках торцов труб и выполнения прихваток не требуется. Конструкция соединения медных труб, выполняемого способом сварки, приведена на рисунке 9.
Рисунок 9 – Сварное соединение медных труб С2 6.11.2 Газовая сварка медных труб должна выполняться в соответствии с учетом требований, установленных СП 42-102 и настоящего стандарта. 6.11.3 В комплект оборудования для газовой сварки медных труб должны входить: - газовая горелка; - баллоны с ацетиленом и кислородом; - регуляторы давления газа (редукторы ацетиленовый и кислородный); - клапаны обратные (для кислорода и ацетилена); - предохранительные затворы (для кислорода и ацетилена); - рукава резиновые для газовой сварки (для подачи ацетилена и кислорода). 6.11.4 Газовая сварка медных труб должна производиться в один слой. Положения шва при сварке неповоротных стыков труб показаны на рисунке 10.
а – горизонтальное расположение труб; б – вертикальное расположение труб Рисунок 10 – Положение сварного неповоротного шва при различном расположении труб
Сварку при горизонтальном расположении труб проводят «на подъем», при вертикальном расположении труб – вкруговую. 6.11.5 Для газовой сварки медных труб следует применять присадочную проволоку из меди М0, М1. Диаметр присадочной проволоки должен составлять 0, 5 – 0, 75 толщины стенки свариваемой медной трубы. Для предохранения меди от окисления, а также для раскисления и удаления в шлак образующихся окислов, рекомендуется выполнять сварку медных труб с применением флюсов. Флюсы для сварки медных труб могут применяться в виде порошка, пасты и в газообразной форме. Состав флюсов для сварки медных труб приведен в таблице 8. Таблица 8 — Состав флюсов
6.11.6 Флюсы наносятся на зачищенные и обезжиренные кромки свариваемых труб по периметру на ширину не менее 12 мм в обе стороны от зоны сварки. Флюс в виде пасты наносят на кромки свариваемых труб и на присадочный пруток. Порошкообразный флюс посыпают на 20-50 мм в обе стороны зоны сварки по периметру трубы. Для нанесения на трубы газообразного флюса применяется специальные установки. 6.11.7 Газовая сварка медных труб должна проводиться с максимальной скоростью, без перерывов. Пламя горелки при сварке должно быть строго нормальным, мягким и направлять его следует под большим, чем при сварке стальных труб, углом. В процессе сварки нагретый металл медных труб должен быть постоянно защищен пламенем. 6.11.8 Ручная аргонодуговая сварка неплавящимся электродом производится в защитных газах и позволяет получить сварные соединения с наиболее высокими механическими и коррозионными свойствами благодаря минимальному содержанию примесей. В качестве защитных газов следует применять аргон высшего сорта, гелий высшей категории качества. Допускается также применение газовых смесей (например, 70 – 80% аргона плюс 20 – 30% азота особой чистоты для экономии аргона и увеличения глубины проплавления). 6.11.9 В комплект оборудования для ручной аргонодуговой сварки входят: - источник постоянного тока; - горелка ручная для аргонодуговой сварки; - баллон с аргоном или другим защитным газом; - редуктор – расходомер. 6.11.10 Выбор диаметра вольфрамового электрода и присадочной проволоки при аргонодуговой сварке следует производить по таблице 9. Таблица 9 — Диаметр электродов
6.11.11 Ручная сварка медных труб вольфрамовым электродом выполняется на постоянном токе прямой полярности. Рекомендуемые режимы сварки труб вольфрамовым электродом приведены в таблице 10. Таблица 10 – Режимы сварки
6.11.12 Организация и выполнение работ в строительном производстве должны осуществляться с соблюдением положений СНиП 12-03 [8] и законодательства РФ об охране труда. 6.11.13 В случаях, не предусмотренных СНиП 12-03, следует руководствоваться документами «Межотраслевые правила по охране труда при электро- и газосварочных работах», постановление №72 от 9.10.2001г. Минсоцразвития РФ [9] и ПБ 12-529 [10]. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-09; Просмотров: 376; Нарушение авторского права страницы