|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Транспортирование и хранение
6.3.1 Виды и количество поставляемых на объект строительства медных труб и соединительных деталей (фитингов) определяются проектом. Медные трубы поставляются на объект строительства партиями в бухтах или в прямых отрезках. Длина и предельные отклонения по длине поставляемых труб приведены в таблице 4. Таблица 4 – Длина и предельные отклонения медных труб
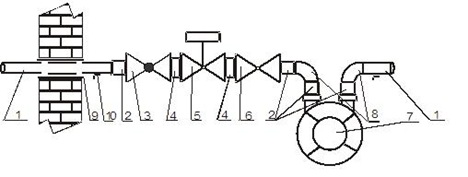
6.3.2 Медные трубы и фитинги перевозят в крытых транспортных средствах всех видов в соответствии с правилами перевозок, действующих на транспорте данного вида. 6.3.3 При транспортировании трубы и фитинги должны быть защищены от механических повреждений, попадания на них влаги и активных химических веществ. Перевозка медных труб должна осуществляться в горизонтальном положении независимо от вида поставки (в отрезках или бухтах). 6.3.4 При погрузочно-разгрузочных работах следует применять стропы из мягкого материала. Запрещается сбрасывать трубы с транспортных средств или волочить их по любой поверхности. 6.3.5 Медные трубы и фитинги с эластомерными уплотнительными и защитными элементами следует хранить в крытых помещениях при температуре наружного воздуха от минус 40°С до плюс 40°С. Условия хранения должны исключать вероятность их механических повреждений, воздействия на них влаги и активных химических реагентов. Упаковочная тара труб и фитингов должна быть сухой, без внешних повреждений. Высота штабеля при хранении медных труб не должна превышать 3 м. 6.3.6 Припои следует хранить в сухом, закрытом помещении при температуре от минус 40°С до плюс 40°С, если иное не предусмотрено производителем, в условиях, предотвращающих воздействие прямых солнечных лучей, влаги и механических повреждений. 6.3.7 Гарантийный срок хранения медных труб и фитингов составляет 12 месяцев с даты их изготовления. По истечении гарантийного срока хранения, медные трубы перед применением должны быть проверены на соответствие требованиям ГОСТ Р 52318, фитинги – требованиям, предъявляемым ГОСТ Р 52922, ГОСТ Р 52948 и ГОСТ Р 52949. 6.4 Квалификационные требования и испытания 6.4.1 Монтаж медных газопроводов должен производиться: методами пайки или сварки – паяльщиками или сварщиками не ниже 4 разряда согласно ОК 016, аттестованными в соответствии с ПБ 03-273-99 [5] и РД 03-495-02 [6]; методом прессования - монтажниками не ниже 3-го разряда, прошедшими дополнительное профессиональное обучение на специализированных учебных курсах (в учебных комбинатах). 6.4.2 Для проверки квалификации и получения допуска к работе сварщик или паяльщик медных газопроводов должен выполнить в условиях, близких к производственным, три допускных соединения в следующих случаях: - если впервые приступает к работе на предприятии; - при перерыве в работе более двух календарных месяцев; - при применении новых марок расходных материалов (электродов, припоев, сварочной проволоки, флюсов); - при внесении изменений в технологический процесс сварки или пайки. 6.4.3 Вид сварки (пайки), технология производства работ и пространственное положение допускного стыка (поворотный или неповоротный) должны соответствовать выполняемым сварщиком или паяльщиком при строительстве объекта. 6.4.4 Допускные соединения независимо от способа соединения подвергают внешнему осмотру. Если по результатам внешнего осмотра соединения не отвечают установленным требованиям, то соединение бракуется и дальнейшему контролю не подлежит, а производитель работ выполняет сварку (пайку) повторно. 6.4.5 Допускные соединения, выполненные способом сварки, следует подвергать: - механическим испытаниям на статическое растяжение; - ультразвуковому контролю. 6.4.6 Допускные соединения, выполненные способом пайки следует подвергать механическим испытаниям на статическое растяжение согласно приложению И настоящего стандарта. 6.4.7 По результатам механических испытаний сварные или паяные соединения считают удовлетворительными, если разрушение произошло не по сварному шву, а величина временного сопротивления разрыву (предела прочности) σ в≥ 210 МПа ( при сварке и пайке происходит отжиг меди до мягкого состояния). 6.4.8 Критерии оценки качества допускных соединений по результатам внешнего осмотра и ультразвукового контроля, а также методики проведения испытаний приведены в СНиП 42-01 и настоящем стандарте в подразделе «Контроль за строительством и приемка выполненных работ». 6.4.9 При неудовлетворительных результатах контроля допускных соединений: на статическое растяжение или физическим методом – проверку следует повторить на удвоенном числе образцов. 6.4.10 При получении неудовлетворительных результатов повторного контроля хотя бы одного образца паяльщик (сварщик) должен пройти дополнительную практику по пайке (сварке), после чего выполнить пайку (сварку) нового допускного образца, подлежащего испытаниям в соответствии с требованиями настоящего раздела. 6.4.11 Результаты контроля допускных соединений регистрируются в журнале и оформляются протоколами по формам, приведенным в: - СП 42-101 для сварного соединения; - приложения К настоящего стандарта для паяного соединения. Подготовка к монтажу 6.5.1 До начала работ по монтажу наружных и внутренних газопроводов из медных труб сети газопотребления здания должны быть выполнены следующие работы: - установка элементов крепления газопроводов к строительным конструкциям здания; - подготовка отверстий в несущих конструкциях зданий (стенах и перекрытиях) и установка защитных футляров для прокладки газопроводов; - подготовка каналов (штраб) для скрытой прокладки газопроводов. 6.5.2 Средства крепления медных трубопроводов должны иметь поверхность, исключающую возможность механического повреждения труб. Крепления не должны иметь острых кромок и заусенцев. Размеры хомутов, фиксаторов, скоб должны строго соответствовать диаметрам труб. Стальные крепления должны иметь антикоррозионное покрытие либо контактировать с медью через коррозионностойкую изолирующую прокладку. 6.5.3 При установке креплений должны быть выполнены следующие работы: - разметка мест крепления газопроводов, установки средств измерений, отключающих устройств и газоиспользующего оборудования в газифицируемых помещениях; - установка креплений газопровода и заделка мест их установки. Монтаж 6.6.1 Прокладку труб при монтаже газопроводов следует производить свободно, без натяга, сплющивания и переломов. Размотку бухт необходимо осуществлять так, чтобы маркировка на трубах находилась на одной образующей поверхности трубы. При локальной деформации медной трубы мягкого состояния допускается производить ее выпрямление (придание цилиндрической формы) с помощью деревянного или резинового молотка. Выпрямление трубы в конкретном месте допускается осуществлять только один раз. 6.6.2 Отклонение горизонтальных и вертикальных участков прокладки газопроводов от проектного положения допускается не более 2 мм на 1 м длины газопровода. Свободные концы труб следует закрывать заглушками. Крепления газопроводов должны обеспечивать надежную фиксацию их проектного положения и плотное опирание труб на горизонтальных участках прокладки. 6.6.3 При установке на внутреннем газопроводе технических устройств должны соблюдаться требования проекта к последовательности и местам их размещения. Пример установки технических устройств и средств измерений в газифицируемом помещении после ввода газопровода в здание приведен на рисунке 2.
1 – ввод газопровода в здание; 2, 4, 8 –фитинги; 3 – термозапорный клапан; 5 – электромагнитный клапан; 6 – отключающее устройство; 7 – прибор учета газа; 9 – металлический футляр; 10 – крепление медной трубы Рисунок 2 – Установка технических устройств на внутреннем газопроводе
6.6.4 Для уплотнения резьбовых соединений рекомендуется применять уплотнительные ленты на основе ПТФЭ (политетрафторэтилен), из терморасширенного графита (ТРГ), герметики и другие уплотнительные материалы, обеспечивающие герметичность соединений. Операционный контроль 6.7.1 При проведении операционного контроля в процессе монтажа наружных и внутренних газопроводов из медных труб должно быть обеспечено соблюдение: - последовательности выполнения технологических операций по монтажу газопроводов; - технологий скрытой и открытой прокладки внутренних газопроводов; - технологий прокладки газопроводов-вводов; - способов и технологической последовательности выполнения неразъемных соединений медных труб; - способов и технологической последовательности выполнения разъемных соединений на газопроводах в местах присоединения технических устройств. Результаты проведения операционного контроля должны заноситься в журнал производства работ. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 306; Нарушение авторского права страницы