|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Способы нанесения пленочных покрытий
Существуют 3 способа нанесения пленочных покрытий на таблетки:
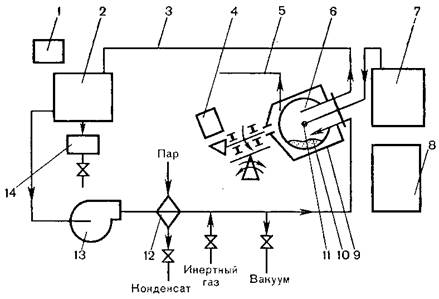
Первый способ основан на погружении таблеток поочередно, то одной, то другой стороной в покрывающий раствор. Таблетки фиксируются с помощью вакуума на металлическом перфорированном листе специальной машины, производительность которой составляет 5-8 тыс. покрытых таблеток в час. Машины подобного типа выпускаются фирмой «Артур Колтон». Этот способ достаточно сложен и пригоден лишь для нанесения на таблетки вязких, но не слишком клейких растворов. В настоящее время в связи с недостаточно высокой производительностью он применяется редко. Наиболее широко применяется способ нанесения пленочных покрытий в дражировочном котле. Этот способ недорог, применим для растворов практически любой вязкости, обладает высокой производительностью. Для нанесения покрытия двояковыпуклые таблетки помещают в дражировочный котел, который в период работы вращается со скоростью 20-25 об/мин. Перед началом процесса покрытия с поверхности таблеток сильной воздушной струей удаляется пыль. Покрывающий раствор вводят в котел путем периодического разбрызгивания с помощью установленных у отверстия котла форсунок. Для сушки оболочек таблетки обдувают в котле воздушной струей. Для нанесения покрытия в псевдоожиженном слое используется установка, конструкция которой почти не отличается от установки типа СГ, применяемой для получения гранулята. Форсунки для разбрызгивания покрывающего раствора устанавливаются в нижней или верхней части рабочей камеры аппарата. Определенное количество таблеток помещают в рабочую камеру, включают вентилятор (компрессор), и под действием образующегося воздушного потока массы таблеток переводится в псевдоожиженное состояние. Непосредственно после этого с определенной скоростью в камеру подается покрывающий раствор. Скорость поступления раствора определяется его вязкостью, скорость движения воздуха в аппарате – размером камеры и количеством находящихся в ней таблеток. Продолжительность процесса нанесения покрытия зависит от необходимой толщины оболочки и колеблется от 15 до 45 минут. После прекращения пульверизации раствора скорость движения воздуха слегка увеличивают, при этом образование пленочной оболочки происходит наиболее эффективно, процесс сушки покрытия значительно сокращается по сравнению с остальными способами. Пленочное покрытие незначительно увеличивает вес таблеток. Благодаря применению летучих органических растворителей исключается длительная стадия сушки оболочек. Продолжительность процесса нанесения пленочного покрытия составляет 2-4 часа. Пленочные покрытия можно наносить не только на таблетки, но и на гранулы или на частицы порошкообразного материала. Основным недостатком нанесения пленочных покрытий в промышленных масштабах является значительное увеличение концентрации паров зачастую ядовитых и огнеопасных органических растворителей в помещениях цехов, что требует принятия соответствующих мер противопожарной безопасности, установке мощности приточно-вытяжной вентиляции и защиты органов дыхания находящихся в этих помещениях работников. В производстве для нанесения пленочных покрытий на основе органических растворителей применяют установки УПТ-25 и УЗЦ-25 (рис. 2.13).
Рис. 2.13. Принципиальная схема установки для покрытия таблеток типа УЗЦ-25 Установка замкнутого цикла УЗЦ-25 способна улавливать пары растворителей, регенерировать их и снова пускать в производство. На этой установке производят таблетки ПАСК – Na (натриевая соль парааминосалициловой кислоты) с пленочным кишечнорастворимым покрытием. Установка работает следующим образом. В дражировочный котел 6, вращающийся от привода 4, загружаются подлежащие покрытию таблетки. Система изолируется. В блоке 7, имеющем два аппарата с мешалкой, готовится покрывающий раствор. Система трубопроводов 3 заполняется азотом. На пульте управления 8 задаются параметры ведения процесса – температура осушающего воздуха, время распыления раствора; на дозирующем насосе задается расход раствора. Вентилятором 13 азот подается в калорифер 12, где нагревается до заданной температуры, затем, входя в котел 6, омывает перемешиваемые таблетки 10, на которые с помощью распылителя 11 наносится покрывающий раствор. Азот с парами растворителя поступает в конденсатор 2, где растворитель конденсируется и собирается в сборнике 14. При необходимости к конденсатору подключается водоохлаждающая установка 1. Осушенный азот вновь поступает на вентилятор. Этот цикл повторяется многократно до полного покрытия таблеток. По окончании покрытия производится разгерметизация кожуха дражировочного котла 9, для чего предварительно из системы с помощью вакуума удаляется азот с парами растворителя. Котел открывается, и остаток паро-газовой смеси удаляется из него местным отсосом 5. Покрытые таблетки выгружаются путем наклона котла. Дражированные покрытия. Дражированное (от франц. dragee – нанесение сахарной оболочки) покрытие – это наиболее старый тип таблеточных оболочек, применяемый с начала ХХ века. Основным назначением этих оболочек является защита таблеток от внешних воздействий, маскировка неприятного вкуса и запаха лекарственного вещества, улучшение внешнего вида таблеток. Иногда в состав оболочек добавляют вещества, защищающие таблетку от воздействия желудочного сока. Создание дражированных оболочек осуществляется в дражировочных котлах или обдукторах, которые бывают трех форм: шарообразная, эллипсоидная и грушевидная. Наиболее распространена эллипсоидная форма, преимущества ее заключаются в возможности большей загрузки таблетками и создании большого давления на них. Кроме того, в котлах такого типа создаются оптимальные вращательные движения дражированных таблеток, ускоряющие и улучшающие условия нанесения оболочки. Форма котла, степень его загрузки, скорость вращения, наклон котла к горизонтали, а также площадь поверхности дражированных таблеток значительно влияют на качество покрытия. Оптимальная скорость котла – 18-20 об/мин, угол наклона котла к горизонтали – 30-45°, оптимальная загрузка – 25-30% от объема котла. Дражированная таблетка состоит из таблетки-ядра, содержащей лекарственное вещество и покрытия, содержащего комплекс вспомогательных веществ. Таблетка-ядро должна быть механически прочной. Это обусловлено тем, что на таблетку при дражировании действуют четыре фактора:
Таблетки, подлежащие дражированию, не должны иметь плоскую форму, во избежания их возможного слипания. Для дражирования рекомендуются два типа таблеток:
До 1975 года на отечественных химико-фармацевтических заводах существовала технология покрытия таблеток методом сахарно-мучного дражирования. Стадии технологического процесса дражирования:
Обволакивание или грунтовка состоит в том, что движущиеся таблетки в дражировочном котле увлажняют сахарным сиропом 64-70% концентрации и обсыпаются пшеничной мукой или же смесью ее с магния карбонатом основным. После обсыпки таблетки вращаются 25-30 минут, после чего их сушат теплым воздухом (40-50°С) в течение последующих 30-40 минут. Операции увлажнения таблеток, обсыпки, свободного вращения и сушки повторяют 2-3 раза. Стадия обволакивания, если в этом есть необходимость, применяется для изоляции таблетки-ядра от проникновения влаги, особенно в первые моменты увлажнения таблеток. За стадией обволакивания следует стадия наслаивания или накатки. Во всем технологическом цикле дражирования это самая важная стадия, так как именно здесь происходит, в основном, образование всей оболочки. На этой стадии одни заводы применяют сахарно-мучное тесто для наслаивания, на других – таблетки увлажняли сахарным сиропом и обсыпали магния карбонатом основным или же смесью его с пшеничной мукой в равных количествах. После одноразовой подачи сахарно-мучного теста таблеткам дают свободное вращение, перемешивая их в котле в течение 30-40 минут. Затем таблетки сушат теплым воздухом в течение 20-30 минут. Операции подачи теста, свободного вращения, сушки таблеток повторяют многократно до получения определенного веса таблеток. За стадией наслаивания идет стадия сглаживания или полировки, которую осуществляют с помощью сахарного сиропа с добавлением небольших количеств желатина (до 1%) и красителей. На этой стадии происходит удаление неровностей, шероховатостей. Последней стадией процесса дражирования является стадия глянцевания, т. е. придания таблеткам блеска, хорошего товарного вида. Ее можно осуществлять двумя способами. Применяя первый способ, готовят глянцовочную мастику следующего состава, %:
Глянцовочную мастику в количестве 0, 05-0, 06% руками наносят на вращающиеся теплые таблетки и дают свободное вращение таблеткам 30-40 минут. Затем таблетки обсыпают небольшим количеством талька для ускорения получения глянца. Применяя второй способ, отполированные таблетки выгружают из котла и помещают в специальный котел, стенки которого покрыты воском. Включают вращение котла на 1, 5-2 часа и таким образом получают глянец. Сахарно-мучное дражирование имеет ряд существенных недостатков. Исследования показали, что в процессе хранения в результате окислительных процессов и энзиматического расщепления белковых веществ в муке образуются свободные органические кислоты с выделением газообразных веществ, что ведет к прогорканию. В результате этого мука, входящая в состав покрытия, ухудшает его физико-механические свойства и часто ведет к растрескиванию покрытия. Сахарно-мучное тесто, применяемое при дражировании, по своей консистенции не гомогенно и покрытие, получаемое на его основе не имеет ровной однородной поверхности. Мучное тесто затрудняет возможность механизировать и автоматизировать процесс. Кроме того, сахарно-мучное дражирование характеризуется трудоемкостью и длительностью времени. В связи с вышеизложенным проф. Пашневым П.Д. (Харьков) разработан новый способ покрытия таблеток – суспензионный метод дражирования. Состав суспензии, %
Сочетание сахара и воды представляет собой 70% сахарный сироп, являющийся носителем суспензии. Поливинилпирролидон (ПВП) является высокомолекулярным соединением винилпирролидона. В растворе молекулы ПВП, присоединяясь друг к другу, образуют пространственную сетку. Молекулы сахара, растворенные в воде, оказываются заключенными в ячейки сетки. В процессе сушки покрываемых таблеток вода, находящаяся в отдельных ячейках сетки, удаляется. Оставшийся в ячейках сетки сахар, кристаллизуясь, не имеет возможности соединяться в агломераты. При этом образуется мелкодисперсные кристаллы, обладающие меньшей хрупкостью и большей пластичностью. Аэросил (аморфная двуокись кремния), применяемый в суспензии, является ее стабилизатором. Механизм стабилизации заключается в том, что на поверхности частичек аэросила имеются силаноловые группы, которые с помощью водородных мостиков с водой образуют гель. Образовавшийся гель препятствует седиментации взвешенных частиц. Магния карбонат основной – наполнитель. Титана диоксид – краситель (пигмент). Стадии суспензионного метода дражирования таблеток:
Суспензионное дражирование таблеток осуществляют как на обычных дражировочных котлах, так и на автоматических линиях фирмы «Штенберг» (Германия) и «Пеллегрини» (Италия). Технологический режим дражирования заключается в следующем: В дражировочный котел загружают таблетки-ядра в количестве 25-30% от объема котла, предварительно обкатанных и обеспыленных. Включают привод котла и на вращающиеся таблетки подают 2-2, 5% суспензии методом полива или же разбрызгивания с помощью форсунки. Таблеткам дают «раскататься» в течение 4-5 минут. Угол наклона котла к горизонтали составляет 45°, скорость вращения его 20-25 об/мин. После чего таблетки сушат теплым воздухом 40-45°С в течение 3-4 минут. Операции подачи суспензии, обкатки и сушки повторяют многократно до получения определенной массы таблеток. О режиме нанесения окрашенного покрытия на основе окрашенной суспензии или окрашенного сиропа и глянцевании таблеток говорилось выше. Суспензионный метод покрытия таблеток позволил автоматизировать процесс, уменьшить трудозатраты, повысить производительность труда в 3-5 раз. Новая технология улучшила качество покрытых таблеток: а) снизился их средний вес; б) улучшен товарный вид; в) повысилась стабильность покрытых таблеток – срок годности препаратов увеличился с 1 года до 4 лет; г) исключен пищевой продукт – мука, приводившая к растрескиванию покрытия. |
Последнее изменение этой страницы: 2019-04-09; Просмотров: 319; Нарушение авторского права страницы