|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Среды первой группы и их характеристика
К этой группе относятся среды, не претерпевающие агрегатных изменений во всем интервале температур охлаждения металла: газовые среды (воздух, азот, инертные газы), расплавы солей, щелочей и металлов, металлические плиты, " кипящий" слой. Процесс охлаждения в этих средах описывается достаточно плавной кривой изменения температуры во времени (рис.1.3, кривая 1). Скорость охлаждения изменяется пропорционально разности температур поверхности изделия и среды, то-ссть она максимальна в начальный момент и падает по мере понижения температуры поверхности охлаждаемого изделия. Воздух Охлаждение на воздухе используют при нормализации углеродистых и легированных сталей. В высоколегированных сталях охлаждение на воздухе приводит к закалке. Охлаждение на воздухе – относительно мягкое и регулируемое в том отношении, что воздух может иметь разную температуру, может быть спокойным (кривая 1) или движущимся (кривая 2), влажным или сухим (рис. 1.7). Для спокойного воздуха были получены экспериментальные данные, приведенные в табл. 2.2 [5]
Газы Газы в качестве охлаждающей среды в основном используют для светлой закалки высоколегированных сталей после нагрева в вакуумных печах. Среди газов водород обладает наибольшей охлаждающей способностью, но его применение при высоких температурах не рекомендуется вследствие взрывоопаснсти. Обычно используют сухой азот с небольшой добавкой водорода (1...2 %) или гелий и аргон. Охлаждающая способность газов может быть повышена за счет увеличения скорости потока газа и его давления. Металлические плиты Их применяют для закалки тонких плоских изделий в прессах. Для увеличения интенсивности теплоотвода плиты часто делают полыми и охлаждают изнутри, пропуская холодную воду. Основное достоинство такой закалки – практическое отсутствие коробления. Охлаждение в расплавах Из всех сред 1 группы охлаждение в расплавах широко применяется при различных методах закалки – от обычной полной до изотермической и ступенчатой. Наибольшее распространение нашли расплавы селитр NaNO2, NaNO3, и KNO3 и щелочей NaOH и КОН. Для некоторых специальных операций термической обработки охлаждение может проводиться в расплаве свинца или других легкоплавких металлов (лития, магния, олова, висмута и др.), однако по соображениям безопасности и экологичности указанные среды в настоящее время практически не используются. Составы селитровых и щелочных ванн и температурные интервалы их применения приведены [1. табл. 4.1].
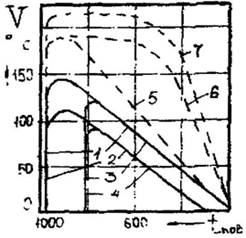
Влияние технологических параметров на охлаждающую способность расплавов показано на рис. 1.8 [5]. Повышение температуры ванны tванн с 200 до 300 °С при одинаковой начальной температуре металла tмн приводит к снижению Vохл во всем интервале температур охлаждения (кривые 1 и 2 или 3 и 4 соответственно). Повышение tмн с 800 до 950 º С увеличивает Vохл лишь в начальный момент (кривые 1 и 3 или 2 и 4). Принудительное перемешивание расплава (кривая 5) существенно повышает охлаждающую способность ванны в верхнем интервале, но по мере снижения температуры поверхности металла влияние перемешивания плавно снижается.
Коэффициент теплоотдачи α при охлаждении в расплавах зависит от степени перегрева расплава выше температуры плавления Δ t = t – tпл. При Δ t < 150...200 º С α растет за счет уменьшения вязкости расплава, но дальнейшее увеличение Δ t приводит к снижению α, так как вязкость уже практически не меняется, а превалирующим становится уменьшение температурного напора и понижение теплопроводности и теплоемкости самого расплава (рис. 1.9).
Еще одним фактором, существенно повышающим охлаждающую способность расплавов, является добавка воды. В расплавы со степенью перегрева Δ t < 100...150 °С можно ввести с помощью специального устройства (рис. 1.10) до 3…4% воды. Устройство представляет собой металлический короб 1, установленный днищем вверх, края которого опушены в расплав. В днище имеется отверстие 4 для выхода пара. Внутри закреплена горизонтальная пластина-растекатель 2 из которую из трубки 3 подается струя воды. Растекаясь по пластине 2 вода тонкой сплошной струей колокольного типа сливается на поверхность расплава 5. Под устройством обычно устанавливается мешалка пропеллерного типа, которая отводит насыщенные водой объемы расплава в рабочую зону ванны. Охлаждающая способность ванны резко возрастает. Скорость охлаждения (рис. 1.8, кривые 6 и 7) достигает 250 º С и более в достаточно широком интервале температур. Оптимальной является добавка 1% воды при Δ t = 40...70 º C (кривая 7). Изменением содержания влаги можно достаточно легко регулировать и температуру расплава, поддерживая ее на заданном уровне при изменении производительности ванны. С увеличением температуры или массы вносимого в ванну горячего металла подачу воды в расплав увеличивают и наоборот. В увлажненных расплавах а возрастает в 2 и более раз, достигая значений 2500…3000 Вт/(м2*К). Чаще увлажнение применяют в расплавах щелочей, так как растворимость воды в них выше, чем в селитрах [1]. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-09; Просмотров: 252; Нарушение авторского права страницы