|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ. УКРАЇНСЬКИЙ ДЕРЖАВНИЙ УНІВЕРСИТЕТ ВОДНОГОСтр 1 из 6Следующая ⇒
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
УКРАЇНСЬКИЙ ДЕРЖАВНИЙ УНІВЕРСИТЕТ ВОДНОГО ГОСПОДАРСТВА ТА ПРИРОДОКОРИСТУВАННЯ
КАФЕДРА АВТОМОБІЛІВ, АВТОГОСПОДАРСТВА І ТЕХНОЛОГІЇ МЕТАЛІВ
032 – 153
МЕТОДИЧНІ ВКАЗІВКИ
ДО ВИКОНАННЯ ЛАБОРАТОРНИХ РОБІТ З КУРСУ “ВЗАЄМОЗАМІННІСТЬ, СТАНДАРТИЗАЦІЯ І ТЕХНІЧНІ ВИМІРИ”, (РОЗДІЛ – “МЕХАНІЧНІ ВИМІРЮВАЛЬНІ ІНСТРУМЕНТИ”) ДЛЯ СТУДЕНТІВ СПЕЦІАЛЬНОСТЕЙ 7.090215 “ПІДЙОМНО–ТРАНСПОРТНІ, БУДІВЕЛЬНІ, ДОРОЖНІ, МЕЛІОРАТИВНІ МАШИНИ І ОБЛАДНАННЯ”; 7090258 “АВТОМОБІЛІ І АВТОМОБІЛЬНЕ ГОСПОДАРСТВО”; 6.090200 “ОБЛАДНАННЯ ХІМІЧНИХ ВИРОБНИЦТВ І ПІДПРИЄМСТВ БУДІВЕЛЬНИХ МАТЕРІАЛІВ”.
Затверджено методичною комісією механічного факультету Протокол № 8 від 25. 04. 2003
Рівне, 2003
Укладачі: Пахаренко В.Л. – к.т.н., доцент; Івасюк П.І. – асистент; Рижий О.П. – асистент.
Відповідальний за випуск М.М.Марчук, к.т.н., професор, – завідуючий кафедрою автомобілів, автомобільного господарства і технології металів.
Лабораторна робота № 1
БУДОВА ТА ЕКСПЛУАТАЦІЯ ШТАНГЕНІНСТРУМЕНТІВ
МЕТА РОБОТИ: Ознайомитись із основними поняттями та визначеннями метрології, вивчити будову і порядок вимірювання штангенінструментами. ЗАБЕЗПЕЧЕННЯ РОБОТИ: 1. Набір штангенінструментів; 2. Набір деталей, виготовлених за певним допуском. ЛІТЕРАТУРА: 1. Иванов А.И.. Технические измерения. М.: Колос, 1970, - С.6...12, 75...85. 2. Васильев А.С.. Основы метрологии и технические измерения. М.: “Машиностроение”, 1988, - С.35...45.
Основні поняття метрології. Загальні відомості Метрологія – наука про одиниці величин, а також про засоби і методи вимірювань. Ця наука охоплює всі галузі технічних вимірювань і контролю різноманітних промислових процесів. Засоби вимірювання – це пристрої, за допомогою яких здійснюється порівняння вимірюваної величини з величиною, прийнятою за одиницю. Основними метрологічними характеристиками вимірювальних засобів є: 1.Межа вимірювання шкали приладу – це значення вимірюваної величини, яка відповідає всій шкалі приладу. 2.Межа вимірювання приладу – це найбільше та найменше значення вимірюваної величини, які можуть бути виміряні приладом. 3.Точність відліку – це та точність, яку можна отримати при вимірюванні, користуючись відліковим пристроєм приладу або інструменту. 4.Поріг чутливості – це найменше переміщення вимірюваного стержня, яке може викликати найменшу зміну в показах приладу. 5.Похибка показів приладу – це різниця між показами приладу і дійсним значенням вимірюваної величини. 6.Похибка виміру – це сумарна похибка, в яку входить похибка самого при ладу, похибка установки, похибка налагодження, температурна похибка та інші похибки, які можуть виникнути при вимірюванні. Похибки виміру діляться на три категорії: систематичні, випадкові та грубі /промахи/. Під методом вимірювань розуміється сукупність засобів та прийомів, які використовуються при вимірюванні будь-якої величини. Абсолютний метод – це такий метод, коли значення вимірюваної величини визначається безпосередньо за шкалі приладу. При відносному вимірюванні будь-якої величини визначається лише відхилення її значення від встановленої міри чи зразка. Прямий метод – це такий метод, коли значення вимірюваної встановлюється прямо за показом приладу. При непрямому методі значення вимірюваної величини визначається за результатами прямих вимірів інших величин, зв’язаних із шуканою певною залежністю. Контактний метод вимірювань припускає безпосередній контакт вимірювальних поверхонь приладу з вимірюваною поверхнею деталі. При безконтактному методі прилад не дотикається з поверхнею вимірюваної деталі. Результати вимірів
КОНТРОЛЬНІ ЗАПИТАННЯ 1. Види штангенінструментів, їх призначення і основні метрологічні характеристики. 2. Принцип дії ноніусної шкали. 3. Основні частини штангенциркуля, штангенглибиноміра, штангенрейсмаси. 4. Порядок вимірювання та відліку на штангенінструментах. 5. Порядок повірки штангенінструментів.
Лабораторна робота № 2
Порядок виконання роботи 1. Вивчити конструкцію і порядок налагодження мікрометричних інструментів. 2. Визначити для використовуваних інструментів метрологічні показники: - границі вимірювань; - ціна поділки основної шкали; - ціна поділки барабана i = S/n, де S – крок мікрометричної різьби; n – число поділок шкали барабана; 3. Перевірити і налагодити необхідні інструменти. 4. Виміряти задані розміри. Результати записати у таблицю 2. 5. Побудувати поля допусків заданих розмірів і нанести на них дійсні значення цих розмірів. 6. Зробити висновок про придатність виробу. 7. Накреслити ескіз та нанести дійсні розміри. Таблиця 2 Результати вимірювань
КОНТРОЛЬНІ ЗАПИТАННЯ: 1. Види мікрометричних інструментів, їх призначення та метрологічні характеристики. 2. Будова мікрометричних інструментів. 3. Порядок перевірки та налагодження мікрометричних інструментів. 4. Порядок проведення вимірів.
Лабораторна робота №3
ГОДИННИКОВОГО ТИПУ МЕТА РОБОТИ: Ознайомитись із способом вимірювань радіального і торцевого биття, будовою та основними характеристиками індикатора годинникового типу.
ЗАБЕЗПЕЧЕННЯ РОБОТИ: 1.Індикатор годинникового типу. 2.Універсальна стійка. 3.Центри для закріплення деталі. 4.Контрольована деталь. 5.Штангенциркуль.
ЛІТЕРАТУРА: 1.А. И. Иванов.”Технические измерения” М., “Колос”, 1970, с. 105...108, 137...144 2.А.С.Васильев “Основы метрологии и технические измерения “. М., “Машиностроения”, 1988, с.68...71
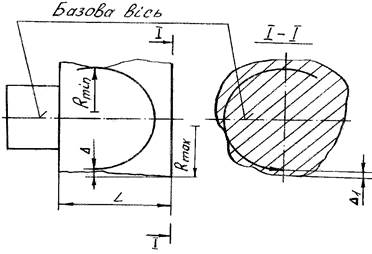
Загальні відомості Радіальне биття - це різниця найбільшої та найменшої віддалі від точок реального профілю поверхні обертання до базової осі у перерізі, перпенди-кулярному цій осі: Δ = R/ max – R/ min. Повне радіальне биття – це різниця найбільшої та найменшої віддалей від усіх точок реальної поверхні в межах базової віддалі L до базової осі: Δ = R max – R min. Торцеве биття – різниця найбільшої та найменшої віддалей від точок всієї торцевої поверхні до площини, перпендикулярній базовій осі. Для вимірювання биття використовується в основному індикатор годинникового типу. Індикатор годинникового типу призначений для проведення абсолютних та відносних вимірювань. Вимірювання абсолютним методом можливе для розмірів, які не виходять за межі вимірювання шкали приладу.
Рис. 7. Радіальне та торцеве биття.
Найбільш поширеними є індикатори типу ИЧ-10 та ИЧ-2 Принципова схема індикатора годинникового типу наведена на рис. 6. Зубчата рейка, нарізана на вимірювальному стержні 1, входить в зачеплення з зубчатим колесом 4, на осі якого нерухомо закріплене колесо 2, з яким в зачеплення входить колесо 5. На осі колеса 5 нерухомо закріплена стрілка-покажчик 6, яка показує величину лінійних переміщень вимірювального стержня 1, в долях міліметра по шкалі 9. Шкала 9 зв’язана з рифленим обідком індикатора і тому поворотом останнього, будь-яка поділка шкали 9 може суміщатись з кінцем стрілки 6. З колесом 5 кінематично зв’язане колесо 7, до осі якого приєднана спіральна пружина 8, колесо 7 і пружина 8 ліквідовують похибку мертвого ходу передачі. Циліндрична пружина 3 забезпечує контакт вимірювального стержня 1 з контрольованою деталлю.
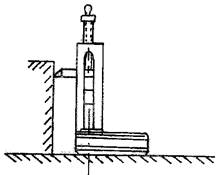
Рис. 8. Індикатор годинникового типу
При лінійному переміщенні стержня 1 на 1мм стрілка-покажчик 6 робить один повний оберт, кількість яких показує стрілка 10 на шкалі 11.
Порядок виконання роботи 1. Вивчити конструкцію індикатора годинникового типу. 2. Визначити метрологічні показники приладу. 3. Виміряти лінійні розміри деталі і результати записати у таблицю 3. 4. Закріпити деталь у центрах, індикатор – у стійці. 5. Виміряти радіальне та торцеве биття і результати записати у таблицю 3. 6. Накреслити ескіз деталі і нанести розміри.
Таблиця 3 Результати вимірювань та обчислень
КОНТРОЛЬНІ ЗАПИТАННЯ: 1. Що таке радіальне та торцеве биття? 2. Призначення, будова та принцип дії індикатора годинникового типу. 3. Порядок визначення радіального та торцевого биття.
Лабораторна робота № 4
ВИМІРЮВАННЯ КУТІВ ЗА ДОПОМОГОЮ КУТОМІРІВ
МЕТА РОБОТИ: Ознайомлення з призначенням, будовою метрологічними характеристиками кутомірів та отримання практичних навичок по вимірюванню кутів. ЗАБЕЗПЕЧЕННЯ РОБОТИ: 1.Кутомір ноніусний типу УМ. 2.Набір деталей. ЛІТЕРАТУРА: 1. А. И. Иванов. «Технические измерения». М., «Колос» 1970, с.168...175. 2. А. С. Васильев. “Основы метрологии и технические измерения”. М., “Машиностроение”, 1988, с. 58...60 Для безпосереднього вимірювання кутових розмірів використовуються механічні та оптичні кутомірні прилади. Кутоміри ноніусні /по ГОСТу 5378 – 66/ типу УН застосовують для вимірювання зовнішніх та внутрішніх кутів, типу УМ – для контролю зовнішніх кутів. Менш розповсюджені оптичні кутоміри УО. Кутомір типу УН /рис. 9/ складається з основи 1 з градусною шкалою, на якій кріпиться лінійка 2. По основі 2 переміщується сектор 4 з ноніусом 9 і стопорним гвинтом 3. До сектора 4 знімним кронштейном 8 кріпиться кутник 5, до якого аналогічним кронштейном 7 приєднується знімна лінійка 6. У такому вигляді кутомір дозволяє вимірювати кути від 0 до 500 . Для контролю кутів в діапазоні 50...1400 кутик 5 знімається і замість нього в кронштейн 8 вставляється лінійка 6. При вимірюванні кутів від 140 до 2300 в кронштейн 8 кріпиться кутник 5 із знятим кронштейном 7 та без лінійки 6. Вимірювання кутів в діапазоні 230...3200 виконується без лінійки 6 і кутника 5. Таким чином, границі вимірювання кутоміром дорівнює 0...3200.
Рис. 9. Кутомір Семенова /тип УН/ 1 – основа; 2 – лінійка; 3 – стопорний гвинт; 4 – сектор; 5 – кутник; 6 – знімна лінійка; 7-8 – кронштейн; 9 – ноніус
Кутомір типу УМ /рис. 10/ складається з основи 4 із закріпленою на ньому лінійкою 3. Рухома лінійка 1 обертається на осі разом з ноніусом 6, який має вузол мікропередачі 5. На рухомій лінійці 1 з допомогою кронштейна може кріпитись кутник 2. Кутомір дозволяє вимірювати зовнішні кути від 0 до 1800. Контроль кутів в діапазоні 0... 900 виконується при встановленому кутнику 2, а кут понад 900 – без кутника. В останньому випадку до відліку по шкалі кутоміра необхідно добавляти 900 . 1. Кутоміри типів УН і УМ мають величину відліку по ноніусу. 2. Відлік по кутовому ноніусу виконується аналогічно відліку по ноніусу штангенінструментів: число хвилин визначається за штрихом ноніуса, який збігається із штрихом основної шкали.
Рис. 10. Кутомір Кушнікова /тип УМ/ 1 – рухома лінійка; 2 – кутник; 3 – лінійка; 4 – основа; 5 – вузол мікроподачі; 6 – ноніус.
Порядок виконання роботи 1. Вивчити будову кутомірів. 2. Визначити номінальні кути деталі. 3. Виміряти дійсні величини кутів контрольованої деталі. Результати записати у таблицю 4. 4. Визначити відхилення дійсних значень кутів від номінальних. 5. Виконати ескіз деталі та нанести значення дійсних кутів. 6. Побудувати графік накопичення похибок на кутові величини даної деталі.
Таблиця 4 Лабораторна робота № 5
КОНТРОЛЬ ПЛОСКОПАРАЛЕЛЬНИМИ КІНЦЕВИМИ МІРАМИ
МЕТА РОБОТИ: Ознайомитись з призначенням плиток та отримати практичні навички вимірювань чи контролю плоско-паралельними кінцевими мірами.
ЗАБЕЗПЕЧЕННЯ РОБОТИ: 1. Набір плоскопаралельних кінцевих мір. 2. Струбцина. 3. Деталі для вимірювань внутрішніх та зовнішніх розмірів.
ЛІТЕРАТУРА: 1.А. И. Иванов. “Технические измерения”, М., “Колос”, 1970, с. 13...22 2. А. С. Васильев. “Основы метрологии и технические измерения “. М., “Машиностроение”, 1988, с.29...32.
Загальні відомості про міри довжини Плоскопаралельні кінцеві міри довжини призначені для передачі розміру одиниці довжини, перевірки і градуювання засобів вимірювань, для точних вимірювань деталей та точного розмічання. Міри діляться на зразкові та робочі. Зразкові міри служать градуювання та установки на розмір вимірювальних засобів, а робочі – для безпосереднього вимірювання розмірів деталей при високих вимогах до точності вимірювань. По точності виготовлення плоскопаралельні кінцеві міри довжини діляться на п’ять класів – 00, 0, 1, 2, 3. Для кінцевих мір, які знаходяться в експлуатації, додатково встановлені два класи – 4 і 5. Клас кінцевої міри характеризує ступінь наближення серединного розміру плитки до її номінального розміру. Розряд кінцевої міри характеризується граничною похибкою того приладу, з допомогою якого визначали серединну довжину міри та її граничні відхилення від плоскопаралельності. Блок кінцевих мір утворюється шляхом притирання мір між собою. Явище притирання пояснюється молекулярним притяганням в присутності найтонших шарів змазки. Щоб підібрати блок кінцевих мір заданого розміру, необхідно керуватись точними правилами: розмір кожної міри, яка входить у блок, повинен виключати із заданого розміру одну або дві цифри із справа. Наприклад, блок плиток розміром 39, 98 мм необхідно підібрати так:
39, 98 - 1, 08 /1 плитка/ 38, 9 - 1, 9 /2 плитка/ 37 - 7 /3 плитка/ 30 /4 плитка/ Таким чином, блок буде складатись із чотирьох кінцевих мір розмірами 1, 08 + 1, 9 + 7 + 30 = 39, 98 При складанні блоку кінцевих мір необхідно дотримуватись наступних правил 1. Для всіх можливих варіантів складання блоку необхідно вибирати той, при якому заданий розмір складається із найменшого числа мір, і, відповідно забезпечується найменша похибка розміру блока; максимальне число кінцевих мір у блоці не повинно перевищувати п’яти. 2. Не можна брати плитки руками за вимірювальні поверхні; ставити плитки розміром більше 5, 5 мм робочими поверхнями на стіл і притирати неробочі поверхні до неробочих. 3. Після вимірювань плитки необхідно промити у чистому бензині та змазати безкислотним вазеліном. Для зручності користування плитками випускається спеціальний набір, який включає в себе струбцину, вимірювальні та розміточні боковини і основу, що дозволяє використовувати блок кінцевих мір як вимірювальний засіб /рис.11/, розміточний циркуль /рис. 12/, або рейсмус /рис. 13/.
Рис. 11 Рис.12 Рис. 13
Порядок виконання роботи 1. Ознайомитись із загальними відомостями про кінцеві міри довжини. 2. Скласти блок плиток і виміряти зовнішній розмір деталі. 3. Скласти блок плиток і виміряти внутрішній розмір деталі. Отримані результати записати у таблицю 5. 4. Зробити висновок про придатність деталі. Таблиця 5 Результати вимірювань
КОНТРОЛЬНІ ЗАПИТАННЯ: 1. Призначення кінцевих мір довжини. 2. Класифікація кінцевих мір довжини. 3. Що таке притирання плиток? 4. Як складаються блоки кінцевих мір? 5. Правила, які необхідно виконувати при роботі з плитками. 6. Які пристрої входять у набір до плоскопаралельних кінцевих мір довжини?
Лабораторна робота № 6 ІНДИКАТОРНІ НУТРОМІРИ
Мета роботи: 1. Вивчити будову та принцип дії індикаторного нутроміра. 2. Отримати практичні навики роботи з індикаторними нутромірами. Забезпечення роботи: 1. Індикаторний нутромір. 2. Мікрометр в стійці. 3. Штангенциркуль. 4. Деталь.
Порядок виконання роботи: 1.Перевірити справність приладу. Записати його метрологічні показники. 2. Виміряти штангенциркулем діаметр отвору контрольованої деталі і встановити його номінальний розмір. 3. Встановити і зафіксувати номінальний розмір на мікрометрі між поверхнями п'ятки і мікрогвинта. 4. Встановити нутромір на номінальний розмір отвору за допомогою мікрометра. 5. Виміряти за допомогою нутроміра відхилення діаметра контрольованого отвору від номінального розміру за схемою, (рис. 16) 6. Визначити дійсний розмір контрольованого отвору. 7. Визначити похибку форми контрольованого отвору. 8. Дані записати в таблицю 6.
Рис. 16 Схема вимірювання.
Таблиця 6 Результати вимірювання
КОНТРОЛЬНІ ЗАПИТАННЯ: 1. Призначення нутромірів та принцип їх дії. 2. Будова нутроміра. 3. Порядок налагодження нутроміра. 4. Порядок вимірювання за допомогою нутроміра 5. Метрологічні показники нутроміра. МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ
УКРАЇНСЬКИЙ ДЕРЖАВНИЙ УНІВЕРСИТЕТ ВОДНОГО ГОСПОДАРСТВА ТА ПРИРОДОКОРИСТУВАННЯ
КАФЕДРА АВТОМОБІЛІВ, АВТОГОСПОДАРСТВА І ТЕХНОЛОГІЇ МЕТАЛІВ
032 – 153
МЕТОДИЧНІ ВКАЗІВКИ
ДО ВИКОНАННЯ ЛАБОРАТОРНИХ РОБІТ З КУРСУ “ВЗАЄМОЗАМІННІСТЬ, СТАНДАРТИЗАЦІЯ І ТЕХНІЧНІ ВИМІРИ”, (РОЗДІЛ – “МЕХАНІЧНІ ВИМІРЮВАЛЬНІ ІНСТРУМЕНТИ”) ДЛЯ СТУДЕНТІВ СПЕЦІАЛЬНОСТЕЙ 7.090215 “ПІДЙОМНО–ТРАНСПОРТНІ, БУДІВЕЛЬНІ, ДОРОЖНІ, МЕЛІОРАТИВНІ МАШИНИ І ОБЛАДНАННЯ”; 7090258 “АВТОМОБІЛІ І АВТОМОБІЛЬНЕ ГОСПОДАРСТВО”; 6.090200 “ОБЛАДНАННЯ ХІМІЧНИХ ВИРОБНИЦТВ І ПІДПРИЄМСТВ БУДІВЕЛЬНИХ МАТЕРІАЛІВ”.
Затверджено методичною комісією механічного факультету Протокол № 8 від 25. 04. 2003
Рівне, 2003
Укладачі: Пахаренко В.Л. – к.т.н., доцент; Івасюк П.І. – асистент; Рижий О.П. – асистент.
Відповідальний за випуск М.М.Марчук, к.т.н., професор, – завідуючий кафедрою автомобілів, автомобільного господарства і технології металів.
Лабораторна робота № 1
БУДОВА ТА ЕКСПЛУАТАЦІЯ ШТАНГЕНІНСТРУМЕНТІВ
МЕТА РОБОТИ: Ознайомитись із основними поняттями та визначеннями метрології, вивчити будову і порядок вимірювання штангенінструментами. ЗАБЕЗПЕЧЕННЯ РОБОТИ: 1. Набір штангенінструментів; 2. Набір деталей, виготовлених за певним допуском. ЛІТЕРАТУРА: 1. Иванов А.И.. Технические измерения. М.: Колос, 1970, - С.6...12, 75...85. 2. Васильев А.С.. Основы метрологии и технические измерения. М.: “Машиностроение”, 1988, - С.35...45.
Основні поняття метрології. Загальні відомості Метрологія – наука про одиниці величин, а також про засоби і методи вимірювань. Ця наука охоплює всі галузі технічних вимірювань і контролю різноманітних промислових процесів. Засоби вимірювання – це пристрої, за допомогою яких здійснюється порівняння вимірюваної величини з величиною, прийнятою за одиницю. Основними метрологічними характеристиками вимірювальних засобів є: 1.Межа вимірювання шкали приладу – це значення вимірюваної величини, яка відповідає всій шкалі приладу. 2.Межа вимірювання приладу – це найбільше та найменше значення вимірюваної величини, які можуть бути виміряні приладом. 3.Точність відліку – це та точність, яку можна отримати при вимірюванні, користуючись відліковим пристроєм приладу або інструменту. 4.Поріг чутливості – це найменше переміщення вимірюваного стержня, яке може викликати найменшу зміну в показах приладу. 5.Похибка показів приладу – це різниця між показами приладу і дійсним значенням вимірюваної величини. 6.Похибка виміру – це сумарна похибка, в яку входить похибка самого при ладу, похибка установки, похибка налагодження, температурна похибка та інші похибки, які можуть виникнути при вимірюванні. Похибки виміру діляться на три категорії: систематичні, випадкові та грубі /промахи/. Під методом вимірювань розуміється сукупність засобів та прийомів, які використовуються при вимірюванні будь-якої величини. Абсолютний метод – це такий метод, коли значення вимірюваної величини визначається безпосередньо за шкалі приладу. При відносному вимірюванні будь-якої величини визначається лише відхилення її значення від встановленої міри чи зразка. Прямий метод – це такий метод, коли значення вимірюваної встановлюється прямо за показом приладу. При непрямому методі значення вимірюваної величини визначається за результатами прямих вимірів інших величин, зв’язаних із шуканою певною залежністю. Контактний метод вимірювань припускає безпосередній контакт вимірювальних поверхонь приладу з вимірюваною поверхнею деталі. При безконтактному методі прилад не дотикається з поверхнею вимірюваної деталі. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-09; Просмотров: 74; Нарушение авторского права страницы
 Методичні вказівки до лабораторних робіт, з курсу “Взаємозамінність, стандартизація, і технічні виміри” (розділ – “Механічні вимірювальні інструменти” для студентів спеціальностей 7.090215 – “Підйомно - транспортні, будівельні, дорожні, меліоративні машини і обладнання”; 7.090258 “Автомобілі і автомобільне господарство”; 6.090200 “Обладнання хімічних виробництв і підприємств будівельних матеріалів” / (Пахаренко В.Л., Івасюк П.І., Рижий О.П – Рівне: УДУВГП, 2003, - с.31.
Методичні вказівки до лабораторних робіт, з курсу “Взаємозамінність, стандартизація, і технічні виміри” (розділ – “Механічні вимірювальні інструменти” для студентів спеціальностей 7.090215 – “Підйомно - транспортні, будівельні, дорожні, меліоративні машини і обладнання”; 7.090258 “Автомобілі і автомобільне господарство”; 6.090200 “Обладнання хімічних виробництв і підприємств будівельних матеріалів” / (Пахаренко В.Л., Івасюк П.І., Рижий О.П – Рівне: УДУВГП, 2003, - с.31.