|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Основні правила при вимірах мікрометричними інструментами
Перед початком вимірювань мікрометричні інструменти перевіряють на співпадання нульових штрихів на стеблі і барабані з відповідними покажчиками Для цього обертають мікрометричний гвинт трещіткою, приводячи в контакт вимірювальні поверхні. У випадку неспівпадання нульових штрихів з відповідними покажчиками стопорять мікрометричний гвинт і від’єднують від нього барабан, ослабивши з’єднувальний ковпачок. В результаті цього барабан може вільно обертатись відносно стебла і його можна встановити на нуль, після чого загвинчується з’єднувальний ковпачок.
У в а г а! У будь – якому випадку поворот барабана здійснюється лише за допомогою трещіточного механізму і цим гарантується довга і точна експлуатація мікрометричних вимірювальних засобів. Порядок виконання роботи 1. Вивчити конструкцію і порядок налагодження мікрометричних інструментів. 2. Визначити для використовуваних інструментів метрологічні показники: - границі вимірювань; - ціна поділки основної шкали; - ціна поділки барабана i = S/n, де S – крок мікрометричної різьби; n – число поділок шкали барабана; 3. Перевірити і налагодити необхідні інструменти. 4. Виміряти задані розміри. Результати записати у таблицю 2. 5. Побудувати поля допусків заданих розмірів і нанести на них дійсні значення цих розмірів. 6. Зробити висновок про придатність виробу. 7. Накреслити ескіз та нанести дійсні розміри. Таблиця 2 Результати вимірювань
КОНТРОЛЬНІ ЗАПИТАННЯ: 1. Види мікрометричних інструментів, їх призначення та метрологічні характеристики. 2. Будова мікрометричних інструментів. 3. Порядок перевірки та налагодження мікрометричних інструментів. 4. Порядок проведення вимірів.
Лабораторна робота №3
ВИМІРЮВАННЯ РАДІАЛЬНОГО І ТОРЦЕВОГО БИТТЯ ДЕТАЛІ ЗА ДОПОМОГОЮ ІНДИКАТОРА ГОДИННИКОВОГО ТИПУ МЕТА РОБОТИ: Ознайомитись із способом вимірювань радіального і торцевого биття, будовою та основними характеристиками індикатора годинникового типу.
ЗАБЕЗПЕЧЕННЯ РОБОТИ: 1.Індикатор годинникового типу. 2.Універсальна стійка. 3.Центри для закріплення деталі. 4.Контрольована деталь. 5.Штангенциркуль.
ЛІТЕРАТУРА: 1.А. И. Иванов.”Технические измерения” М., “Колос”, 1970, с. 105...108, 137...144 2.А.С.Васильев “Основы метрологии и технические измерения “. М., “Машиностроения”, 1988, с.68...71
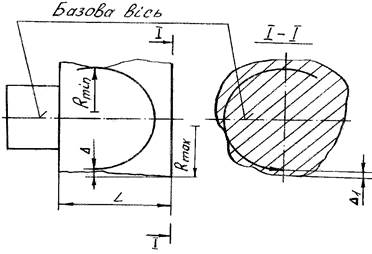
Загальні відомості Радіальне биття - це різниця найбільшої та найменшої віддалі від точок реального профілю поверхні обертання до базової осі у перерізі, перпенди-кулярному цій осі: Δ = R/ max – R/ min. Повне радіальне биття – це різниця найбільшої та найменшої віддалей від усіх точок реальної поверхні в межах базової віддалі L до базової осі: Δ = R max – R min. Торцеве биття – різниця найбільшої та найменшої віддалей від точок всієї торцевої поверхні до площини, перпендикулярній базовій осі. Для вимірювання биття використовується в основному індикатор годинникового типу. Індикатор годинникового типу призначений для проведення абсолютних та відносних вимірювань. Вимірювання абсолютним методом можливе для розмірів, які не виходять за межі вимірювання шкали приладу.
Рис. 7. Радіальне та торцеве биття.
Найбільш поширеними є індикатори типу ИЧ-10 та ИЧ-2 Принципова схема індикатора годинникового типу наведена на рис. 6. Зубчата рейка, нарізана на вимірювальному стержні 1, входить в зачеплення з зубчатим колесом 4, на осі якого нерухомо закріплене колесо 2, з яким в зачеплення входить колесо 5. На осі колеса 5 нерухомо закріплена стрілка-покажчик 6, яка показує величину лінійних переміщень вимірювального стержня 1, в долях міліметра по шкалі 9. Шкала 9 зв’язана з рифленим обідком індикатора і тому поворотом останнього, будь-яка поділка шкали 9 може суміщатись з кінцем стрілки 6. З колесом 5 кінематично зв’язане колесо 7, до осі якого приєднана спіральна пружина 8, колесо 7 і пружина 8 ліквідовують похибку мертвого ходу передачі. Циліндрична пружина 3 забезпечує контакт вимірювального стержня 1 з контрольованою деталлю.
Рис. 8. Індикатор годинникового типу
При лінійному переміщенні стержня 1 на 1мм стрілка-покажчик 6 робить один повний оберт, кількість яких показує стрілка 10 на шкалі 11.
|
Последнее изменение этой страницы: 2019-04-09; Просмотров: 77; Нарушение авторского права страницы