|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Методы организации производства.
На автомобильном транспорте в течение длительного времени основное внимание уделялось поиску более совершенных методов организации производства и труда ремонтных рабочих. Вопросам управления производством не уделялось необходимого внимания. Это во многом обусловливалось небольшими размерами предприятий и слабым развитием их производственной базы. К основным методам организации производства относятся: организация специализированных и комплексных бригад, агрегатно-участковый и агрегатно-зональный методы.
Рисунок 12. Схема метода организации ТО при специализированных бригадах.
Метод специализированных бригад применяется в сравнительно небольших АТП и предусматривает создание бригад, специализирующихся по видам технических воздействий. На каждую бригаду в зависимости от объема работ планируются определенное количество рабочих и фонд заработной платы. При организации производства методом специализированных бригад одна группа (бригада) рабочих производит ТО-1, вторая ТО-2, третья — текущий ремонт автомобилей, четвертая ремонтирует агрегаты, снятые с автомобилей. Специализированные бригады состоят из рабочих различных профессий и квалификаций, необходимых для выполнения установленного комплекса работ по данному виду воздействия. При этом специализированная бригада выполняет работу по закрепленному за ней виду воздействия, как правило, по всем автомобилям АТП. Специализация бригад по видам воздействий способствует повышению производительности труда рабочих и создает предпосылки для применения поточного метода организации технологического процесса ТО, позволяющего максимально механизировать процесс. Однако при такой организации производства в случае преждевременного выхода агрегата или узла из строя практически сложно установить виновника, так как один рабочий смазывает агрегат, другой производит по нему крепежные работы, третий регулирует, четвертый ремонтирует его на автомобиле и пятый ремонтирует агрегат, снятый с автомобиля.
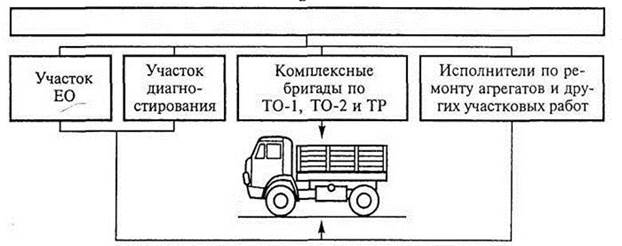
Рисунок 13. Схема метода организации ТО при комплексных бригадах.
Метод комплексных бригад характеризуется тем, что за определенной группой автомобилей (например, за автоколонной, дизельными или карбюраторными автомобилями, прицепами и полуприцепами) автотранспортного предприятия закрепляется комплексная бригада, выполняющая ТО-1, ТО-2 и текущий ремонт. В состав комплексной бригады входят слесари-регулировщики, слесари, электрики, смазчики, слесари-сборщики и рабочие других профессий, необходимые для выполнения закрепленных за бригадой работ. При организации производства методом комплексных бригад. Несение ответственности за качество ТО и ремонта сохраняется. Следовательно, сохраняются и все недостатки, присущие методу специализированных бригад. Кроме того, при организации труда методом комплексных бригад каждая бригада, как правило, имеет свои рабочие места, посты для обслуживания и ремонта, свое оборудование и инструменты, запас оборотных агрегатов и запасных частей, что приводит к распылению материальных средств АТП и осложняет руководство производством обслуживания и ремонта автомобилей. При этом методе организации производства возникают трудности в регулировании загрузки отдельных исполнителей по различным комплексным бригадам, так как комплексные бригады закреплены за группами автомобилей (колоннами). Зачастую возникают ситуации, когда рабочие одной комплексной бригады перегружены, а другой недогружены, рядом простаивают автомобили, но рабочие не заинтересованы в их выпуске на линию, так как они закреплены за другой комплексной бригадой.
Рисунок 14. Схема метода организации ТО при агрегатно-участковом методе. Сущность агрегатно-участкового метода заключается в том, что все работы по ТО и ремонту подвижного состава АТП распределяются между производственными участками, ответственными за выполнение всех работ ТО и ТР одного или нескольких агрегатов узлов, механизмов и систем) по всем автомобилям АТП . Моральная и материальная ответственность за качество ТО и ремонта закрепленных за участком агрегатов, узлов и систем при дайной форме организации производства становится конкретной. Результаты работы производственного участка оцениваются по средней периодичности ТР соответствующих агрегатов и по величине простоев автомобилей по техническим неисправностям агрегатов, закрепленных за участком. Агрегатно-участковый метод, обладая определенными преимуществами по сравнению с ранее рассмотренными бригадными формами организации труда рабочих, вместе с тем не лишен недостатков. Децентрализация производства при агрегатно-участковом методе затрудняет оперативное управление производством. Отсутствие информации о ходе выполнения ремонтов в целом по автомобилю не позволяет рационально использовать производственные площади (посты обслуживания и ремонта), материальные и трудовые ресурсы. Так, например, при обслуживании автомобиля, у которого обнаружены одновременно неисправности по нескольким агрегатам, узлам и системам, неизбежно его маневрирование по специализированным постам различных производственных участков, что ведет к увеличению времени нахождения автомобилей в ТО и ремонте. Имеют место скопление рабочих на одних автомобилях и излишние простои других автомобилей, требующих обслуживания. Распределение автомобилей, поступающих на ТО и ремонт по производственным участкам, не позволяет планировать время окончания ремонта по всему автомобилю. При агрегатно-зональном методе техническая служба строится в соответствии с принципами агрегатно-участковой организации. Но при этом число основных бригад рабочих соответствует числу специализированных зон ТО-2 и ремонта. В наиболее крупных АТП в дополнение к специализированным по агрегатам бригадам организуется небольшая бригада рабочих общепаркового назначения. ТО-1 производится, как правило, на потоке и силами специализированных по группам агрегатов бригад рабочих. В относительно небольших АТП может организовываться отдельная специализированная бригада рабочих по производству ТО-1. Работы по ТО-2 производятся только в межсменное время суток, а по ремонтам в несколько смен при переводе основной массы ремонтов, связанных с простоем автомобилей на межсменное время. Производство ТО-2 и сопутствующих ему ремонтов осуществляется за несколько приемов-заездов. Эти заезды строго соответствуют дням планового производства ТО. В соответствии с числом плановых заездов на ТО-2 в АТП организуется несколько специализированных по агрегатам и системам автомобиля зон ТО-2 и ремонта. Все цехи, склады и прочие подсобные помещения, обслуживающие определенную зону, располагаются на территории последней или по возможности ближе к ней. Основным преимуществом агрегатно-зонального метода является то, что в этом случае облегчается возможность выполнения значительной части ремонтов и ТО-2 за межсменное время, сокращается время нахождения автомобилей в ТО и ремонте. Однако агрегатно-зональный метод обладает практически всеми недостатками, присущими агрегатно-участковому методу. Кроме того, выполнение ТО-2 в несколько приемов-заездов приводит к тому, что в обороте планирование — производство постоянно находится большое количество автомобилей, и эти процессы на крупных АТП становятся неуправляемыми. Анализ показывает, что на автомобильном транспорте первые попытки комплексно решить вопросы совершенствования организации и управления технической службой АТП нашли свое отражение в разработанной НИИАТом агрегатно-участковой системе организации ТО и ремонта автомобилей. В ней кроме рекомендаций по организации производства даны также рекомендации по другим элементам: учету и анализу, диспетчеризации производственных процессов, материальному стимулированию, должностным обязанностям, которые были разработаны в соответствии с основными принципами построения системы. Внедрение агрегатно-участковой системы дало определенные положительные результаты. Однако, как указано выше, наряду с положительными результатами в ходе внедрения и работы автохозяйств по агрегатно-участковой системе, выявился ряд значительных ее недостатков, вызванных: отсутствием лица, ответственного в целом за автомобиль при проведении его обслуживания или ремонта; наличием фактически двойственного оперативного подчинения рабочих, выделенных от участков для выполнения ТО и ремонта; возникающими трудностями при перераспределении работ, обеспечении очередности их выполнения, оказании взаимопомощи и т. д.; наличием у руководителей и рабочих производственных участков больших непроизводительных затрат времени на хождение, что препятствует эффективному управлению производством. В связи с этим появилась необходимость разработки и внедрения более совершенных методов управления процессами ТО и ремонта подвижного состава на АТП.
|
Последнее изменение этой страницы: 2019-04-10; Просмотров: 453; Нарушение авторского права страницы