|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
РЕМОНТ ЭЛЕКТРИЧЕСКИХ МАШИН
При текущем ремонте электрических машин выполняют следующие работы: проверку степени нагрева корпуса и подшипников, равномерности воздушного зазора между статором и ротором, отсутствия ненормальных шумов в работе электродвигателя; чистку и обдувку электродвигателя без его разборки, подтяжку контактных соединений у клеммных щитков и присоединении проводов, зачистку колец и коллекторов, регулирование и крепление траверсы щеткодержателя, восстановление изоляции у выводных концов, смену электрощеток; смену и долив масла в подшипники. При необходимости производят: полную разборку электродвигателя с устранением повреждений отдельных мест обмотки без ее замены; промывку узлов и деталей электродвигателя; замену неисправных пазовых клиньев и изоляционных втулок, мойку, пропитку и сушку обмотки электродвигателя, покрытие обмотки покрывным лаком, проверку крепления вентилятора и его ремонт, проточку шеек вала ротора и ремонт беличьей клетки (в случае необходимости), смену фланцевых прокладок; замену изношенных подшипников качения; промывку подшипников скольжения и при необходимости их перезаливки, при необходимости заварку и проточку крышек электродвигателя, частичную пропайку петушков; проточку и шлифование колец; ремонт щеточного механизма и коллектора; проточку коллектора и его продороживание; сборку и проверку работы электродвигателя на холостом ходу и под нагрузкой. При капитальном ремонте производят следующие работы: полную или частичную замену обмотки; правку, протирку шеек или замену вала ротора; переборку колец или коллектора; балансировку ротора; замену вентилятора и фланцев; полную пропайку петушков; чистку, сборку и окраску электродвигателя и испытание его под нагрузкой. Определение состояния деталей и назначение вида ремонта. Дефектацию производят до разборки, в процессе разборки и после разборки. Дефектационные операции, выполняемые до разборки: внешний осмотр; ознакомление с дефектами по документации; предремонтные испытания на режиме холостого хода, если это возможно. До включения в сеть проверяют состояние вала, подшипниковых щитов, подшипников, отсутствие задевания ротора за статор, наличие смазки, целостность фаз; состояние выводных концов и клеммного щитка; сопротивление изоляции обмоток. При удовлетворительных результатах испытаний включают электродвигатель на 30 мин под напряжение, замеряют пофазно силы тока холостого хода, проверяют шумы электродвигателя, работу коллектора, нагрев подшипников, величину вибрации и др. В контрольно-дефектационные операции, проводимые в процессе разборки, входят: измерение величины воздушных зазоров между железом статора и ротора (якоря) в четырех точках, отстоящих друг от друга на 90°; измерение разбега вала в подшипниках скольжения; определение зазоров в подшипниках скольжения и качения (табл. 67 и 68); выявление неисправности других деталей. В процессе разборки нельзя допускать повреждений или поломки разбираемых отдельных узлов и деталей или частей электрических машин. Детали, сопряженные между собой с натягом, снимают универсальными съемниками. Рабочие и посадочные поверхности узлов и деталей разбираемых электрических машин предохраняют от повреждений. Снятые годные метизы, пружинные кольца, шпонки и другие мелкие детали сохраняют для повторного использования. Разобранные узлы и детали помещают в технологическую тару или на стеллажи. Рабочее место разборщика оснащают столом или верстаком и специальным инструментом и приспособлениями. Устройство для снятия подшипников с вала ротора размещают вблизи рабочих мест разборщиков. При разборке электродвигателей можно пользоваться специальной подставкой для ног. Стенд, оснащенный подъемником, поворотным столом и конвейером (пластинчатым, тележечным и т. п.), обеспечивает полную разборку электродвигателей высотой оси вращения более 100 мм. Для подъема изделий в сборе, узлов и деталей, масса которых превышает 20 кг, следует использовать подъемно-транспортные механизмы и приспособления. Захват узлов и деталей за рабочие поверхности не допускается. Подъемно-транспортное оборудование должно иметь плавную скорость подъема и опускания, а грузоподъемность должна быть не менее 1 т. Приспособления, используемые для съема подшипников с вала ротора и для выема ротора из расточки статора, должны обеспечивать предохранение рабочих поверхностей от повреждений. Используемый при разборке инструмент не должен иметь зазубрин, заусенцев и других дефектов на рабочей поверхности и соответствовать требованиям техники безопасности. Производственная тара должна вмещать все разобранные узлы и детали и соответствовать требованиям промышленной санитарии. Технологический процесс разборки состоит из следующих операций: подготовительных, непосредственно разборки и контроля. Выбор способа разборки зависит от технических и организационных возможностей производства. Операции технологического процесса производят в помещении с температурой 20 ± 5°С и относительной влажностью не более 80 %. При подготовительных операциях устанавливают контейнер с электродвигателями на подставку, а электродвигатель — на стол разборщика или передаточную тележку разборочного стенда. У двигателей закрытого исполнения отвертывают болты, крепящие кожух наружного вентилятора, и снимают его; отвертывают крепежные детали, крепящие вентилятор, и снимают его; в случае крепления вентилятора пружинным кольцом, предварительно снимают его специальным инструментом. У двигателей с фазным ротором: отсоединяют соединительные провода, освобождают крепления, снимают кожух контактных колец, вынимают щетки; в случае ремонта обмоток ротора отпаивают соединительные хомутики от выводных концов; снимают отвододержатель и съемником контактные кольца с вала ротора. У электродвигателей, конструкция которых предусматривает расположение узла контактных колец внутри подшипникового щита, съем контактных колец производят после снятия подшипниковых крышек (наружной и внутренней), подшипникового щита и подшипника со стороны, противоположной рабочему концу вала. У крановых и металлургических электродвигателей кроме того снимают крышки смотровых люков; открепляют капсулы от подшипниковых щитов и снимают наружные уплотняющие кольца; сливают масло из масляных камер (у подшипников скольжения). Отвертывают болты, крепящие наружные крышки подшипников и снимают последние. При наличии между подшипниковой крышкой и подшипником пружинных колец, последние должны быть сохранены. Снимают пружинное кольцо, крепящее подшипник (при наличии). Отвертывают крепежные детали, крепящие подшипниковые щиты, крышку и панель (колодку) выводов, и снимают последние. Уплотнения, предусмотренные конструкцией в коробке выводов, сохраняют. При разборке электродвигателей на рабочем месте разборщика подготовительные операции производят здесь же. Передний (со стороны рабочего конца вала) подшипниковый щит выводят из заточки станины с помощью рычага, вводимого в просвет между ушками подшипникового щита и станины, либо отжимных болтов. Отжим следует производить равномерно, пока щит полностью не выйдет из центрирующей заточки. Допускается вывод подшипникового щита из заточки станины производить с помощью легких ударов молотка по выколотке из мягкого металла или пневмомолотка по торцам ушек подшипникового щита. При выводе переднего подшипникового щита из заточки необходимо поддерживать вал вручную или подкладками, не допуская удара ротора о статор. Подшипниковый щит с вала снимают, поворачивая его на подшипнике, не допуская при этом перекосов. Задний (со стороны, противоположной рабочему концу вала) подшипниковый щит снимают аналогично переднему. Можно снимать задний подшипниковый щит после выемки ротора из статора. Выемку .ротора производят специальным приспособлением, не допуская при этом задеваний ротора за расточку и обмотку статора. На статоре, роторе и подшипниковых щитах укрепляют бирки с ремонтными номерами. Разобранные узлы и детали укладывают в производственную тару или на стеллажи и передают на последующую операцию. При разборке на разборочном стенде электродвигатель устанавливают на передаточную тележку, фиксатором-толкателем посылают ее по конвейеру. Производят операции предварительной разборки и передают тележку на стол гидростенда. Устанавливают электродвигатель так, чтобы центры штоков гидроцилиндров установки совпали с центрами вала разбираемого электродвигателя, и зажимают вал электродвигателя в центрах. Опускают стол вниз и выталкивают тележку на конвейер. Поднимают стол до полной посадки на него электродвигателя, и зажимают лапы электродвигателя зажимами. Подают шток левого цилиндра вправо до полного выхода подшипникового щита из заточки статора. Снимают подшипниковый щит. с подшипника. Устанавливают упор между подшипником и корпусом электродвигателя. Подачей штока правого цилиндра влево выпрессовывают правый подшипник с вала ротора. Аналогично поступают с левым подшипниковым щитом и подшипником. Производят разжим центров и отводят штоки цилиндров гидростенда от вала ротора электродвигателя. Поворачивают стол с электродвигателем на 60—90° и снимают подшипники и внутренние подшипниковые крышки. Выводят ротор из расточки статора при помощи специального приспособления, не допуская при этом задевания ротора за расточку и обмотку статора. Таблица 67. Допустимые радиальные зазоры в подшипниках скольжения Электрических машин
Примечания:1. Во время эксплуатации допускается удвоенная величина максимальных зазоров. 2. При отсутствии специальных указаний завода-изготовителя зазора между шейкой вала и верхним вкладышем следует назначать в следующих пределах; для подшипников с кольцевой смазкой (0,08 + 0,10) Дш, для подшипников с принудительной смазкой (0,05 + 0,08) Дш, где Дш — диаметр шейки вала. 3. Для создания более благоприятных условий образования масляного клина рекомендуют у разъемных подшипников делать боковые зазоры В = а. В этом случае подшипники растачивают на диаметр Д + 2а с применением прокладок толщиной а.
Допустимая разница воздушных зазоров электрических машин не должна превышать значений, указанных в заводских инструкциях, а если таких данных нет, то зазоры должны отличаться на величину не больше, чем указано ниже для машин: асинхронных — на 10 %; синхронных тихоходных — на 10 %; синхронных быстроходных — на 5 %; постоянного тока с петлевой обмоткой и зазором под главными полюсами более 3 мм — 5 %; постоянного тока с волновой обмоткой и зазором под главными полюсами более 3 мм — на 10 %; а также якорем и дополнительными полюсами — на 5 %. Разбег — осевая игра вала машины в подшипниках скольжения в одну сторону от центрального положения ротора не должен превышать 0,5 мм для машин напряжением до 10 кВт, 0,75 мм — для машин 10—20 кВт, 1,0 мм —для машин 30—70 кВт, 1,5 мм — для машин 70—100 кВт. Суммарный двусторонний разбег вала не должен превышать 2—3 мм.
Таблица 68. Зазоры в подшипниках качения
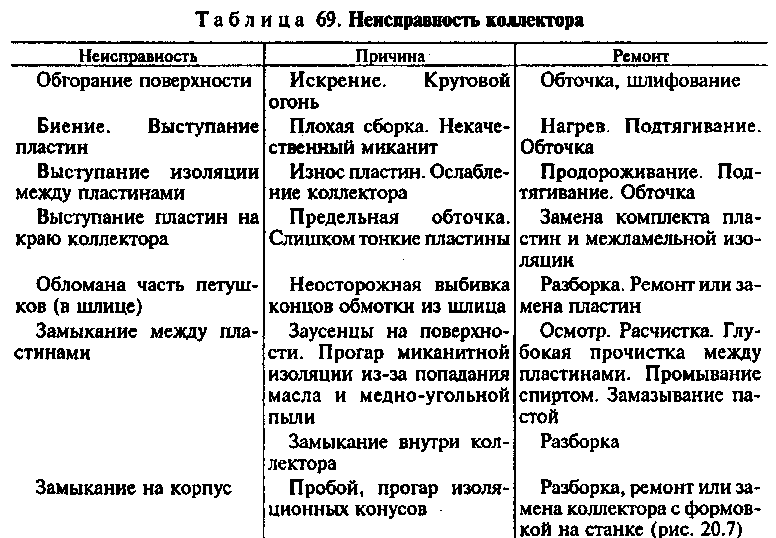
В контрольно-дефектационные операции после разборки электромашин входят: внешний осмотр и обмер всех изнашиваемых поверхностей деталей; окончательное заключение о состоянии деталей в результате осмотра, проверок и испытаний. Результаты дефектации записывают в ремонтную карту, на основании которой технолог или мастер заполняет операционную карту и назначает вид ремонта. Дефектные детали и узлы ремонтируют способами, указанными ниже. Технология ремонта узлов и деталей электрических машин. Конструкция коллектора. Для большинства электрических машин применяют конструкцию коллектора, показанную на рис. 20.6. Коллектор машины должен быть очищен от грязи и смазки. Изоляция коллектора должна быть продорожена, с граней коллекторных пластин сняты фаски. Коллектор, имеющий неровности до 0,2 мм, должен быть отполирован, 0,2—0,5 мм — прошлифован, более 0,5 мм — проточен. Биение коллектора у машин (проверенное по индикатору) не должно превышать 0,02 мм для коллекторов диаметром до 250 мм и 0,03—0,04 мм для коллекторов диаметром 300—600 мм. Ремонт коллекторов. Сведения о возможных неисправностях, причинах их возникновения и способах ремонта коллекторов (рис. 20.7) приведены в табл. 69.
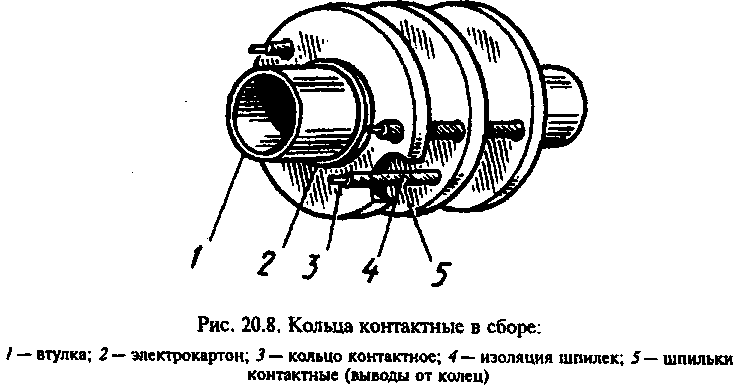
Ремонт контактных колец. Комплект контактных колец показан на рис. 20.8. Незначительные повреждения поверхности контактных колец (подгары, биение, неравномерная выработка) устраняют зачисткой и полировкой без демонтажа колец. При больших повреждениях поверхностей кольца снимают и протачивают с уменьшением их толщины не более чем на 20 %. Пробой изоляции на корпус, а также предельный износ колец вызывают необходимость их замены. Замены целесообразно производить только в крупных ЭРЦ, где на каждый вид контактных колец составляют типовой технологический процесс разборки, изготовления, сборки и испытания с обеспечением соответствующими приспособлениями и оборудованием.
Ремонт сердечников. Сердечники (активная сталь) одновременно служат магнитопроводом и остовом для размещения и укрепления обмотки. При ремонте и замене обмотки необходимо проверить сердечники и устранить обнаруженные дефекты. Основные неисправности сердечников статора и ротора, их причины, а также способы устранения приведены в табл. 70.
Таблица 70. Неисправности сердечников статора и ротора
Условия для безыскровой коммутации. Если плотность тока, приходящаяся на единицу поверхности соприкосновения щетки с коллектором в каком-либо месте становится слишком большой, щетки искрят. Искрение разрушает щетки и поверхность коллектора. Надежный контакт между щеткой и коллектором обеспечивает гладкая зеркальная поверхность коллектора (без выступов, вмятин, подгаров, без эксцентриситета или биения). Механизм подъема щеток должен быть исправным. На одной машине нельзя применять щетки разных марок. Они должны быть установлены строго на нейтрали. Расстояние между щетками по окружности коллектора должны быть равными. Отклонения в расстояниях между сбегающими концами щеток не должны превышать 1,5 % для машин мощностью до 100 кВт. От обоймы до поверхности коллектора расстояние должно быть 2—4 мм. При наклонном расположении щеток острый угол щетки должен быть набегающим. Допустимые отклонения обойм щеткодержателя от номинального размера в осевом направлении — О—0,15 мм; в тангенциальном направлении, при ширине щеток менее 16 мм —0—0,12 мм; при ширине щеток более 16 мм — 0—0,14 мм. Допустимые отклонения размеров щеток от номинальных размеров обоймы щеткодержателя могут быть только со знаком минус. Величины допустимых отклонений: в осевом направлении от — 0,2 до — 0,35 мм; в тангенциальном направлении (при ширине щеток до 16 мм) от — 0,08 до — 0,18 мм; в тангенциальном направлении (при
ширине щеток до 16 мм) от — 0,08 до — 0,18 мм; в тангенциальном направлении (при ширине щеток более 15 мм) от — 0,17 до — 0,21 мм. Зазор щеток в обойме не должен превышать в осевом направлении — 0,2 -н 0,5 мм; в тангенциальном направлении (при ширине щеток до 16 мм) 0,06 -ь 0,3 мм; в тангенциальном направлении (при ширине щеток более 16 мм) 0,07 н- — 0,35 мм. Рабочая (контактная) поверхность щеток должна быть отшлифована до зеркального блеска. Удельное нажатие различных марок щеток должно находиться в пределах 0,15—4 МН/м2 и приниматься по каталогам. Отклонение в величине удельного нажатия между отдельными щетками одного стержня допускается на ± 10 %. Для двигателей, подвергающихся толчкам и сотрясениям (крановые и др.), удельное нажатие допускается повышать на 50—75 % по сравнению с каталожными данными. Ремонт деталей механической части. Ремонт вала. Формы валов электрических машин с указанием посадок и шероховатости показаны на рис. 20.9. Вал может иметь следующие повреждения: изгиб, трещины, задиры и царапины шеек, общую выработку, конусность и овальность шеек, развал шпоночных канавок, забоины и расклепывание торцов, смятие и износ резьбы на концах вала, потерю напряженности посадки на валу сердечника и в редких случаях поломку вала. Ремонт валов является ответственной работой и имеет специфические особенности, так как ремонтируемый вал очень сложно отделить от сопряженного с ним сердечника. Допустимая норма на обточку шеек вала составляет 5—6 % от его диаметра; допустимая конусность 0,003, овальность 0,002 от диаметра. Валы, имеющие трещины глубиной более 10—15 % размера диаметра и более 10 % длины вала или периметра, подлежат замене. Общее количество вмятин и углублений не должно превышать 10 % посадочной поверхности под шкив или муфту и 4 % под подшипник. Ремонт станин и подшипниковых щитов. Основные повреждения станин и подшипниковых щитов: поломка лап крепления станины; повреждение резьбы в отверстиях станины; трещины и коробление подшипниковых щитов; износ посадочной поверхности отверстия щита под посадку подшипника. Ремонт станины и подшипниковых щитов заключается в заварке трещин, приварке отбитых лап, восстановлении изношенных посадочных мест, разрушенной резьбы в отверстиях и удалении оставшихся оторванных стержней болтов. Биение центрирующей заточки относительно оси — радиальное и не более 0,05 % диаметра заточки. Ремонт подшипников скольжения. Повреждения подшипников скольжения: износ по внутреннему диаметру и торцам, растрескивание, выкрашивание, отставание, подплавление заливки, затягивание канавок, износ втулки по наружному диаметру. Износ по внутреннему диаметру и торцам является наиболее частым повреждением. Сроки службы (в годах) подшипников скольжения, залитых баббитом марки Б16, в зависимости от режима работы следующие: Легкий.....................4—5 Тяжелый...................1,5—2 Нормальный...........2—3 Очень тяжелый.........1—1,5 Температуры нагрева подшипников перед заливкой и плавления баббитов приведены в табл. 71. Ремонт подшипников скольжения состоит из следующих операций: выплавки старой заливки, ремонта вкладыша, подготовки его и сплава к заливке, заливка и охлаждение. Центробежную заливку подшипников производят на токарном станке при помощи специального приспособления (рис. 20.10). Частоту вращения патрона устанавливают по табл. 72 в зависимости от размера подшипника. Припуск на обработку дают 2—2,5 мм на сторону при внутреннем диаметре до 150 мм. Припуск по торцам 2—4 мм. Маслораспределительные и маслоулавливающие канавки для подшипников с диаметром шейки вала 50—150 мм делают шириной 3—6 мм и глубиной 1,5—3 мм.
Таблица 71, Температура плавления и заливки баббитов
* В числителе указана температура начала плавления, в знаменателе — конца плавления. Основные требования к установке подшипников скольжения:
норма поверхности соприкосновения (при проверке на краску) шейки вала и нижнего вкладыша — два пятна на 1 см2 поверхности на дуге 60—90°; наличие плотных поясов по концам шейки вала и верхнего вкладыша — одно пятно на 1 см2. Повреждения и замена подшипников качения. Основным повреждением подшипников качения является износ рабочих поверхностей обоймы, сепаратора, кольца, шариков или роликов, а также наличие глубоких рисок и царапин, следов коррозии, появления цветов побежалости. Ремонт подшипников качения в ЭРЦ не производят, а заменяют новыми. У электромашин средней мощности срок службы подшипников качения составляет 2—5 лет в зависимости от размера двигателя и режима его работы.
Таблица 72. Частота вращения патрона при заливке подшипников баббитом Центробежным способом
Основные требования к установке подшипников качения: внутренние кольца подшипников должны быть насажены на вал плотно; наружные кольца подшипников должны быть вставлены в расточки подшипниковых щитов свободно с зазором 0,05—0,1 мм по диаметру; осевой зазор (величина осевого перемещения одной обоймы относительно другой) не должен превышать 0,3 мм. Ремонт уплотнений. Попадание смазки из подшипников внутрь электрических машин происходит из-за конструктивных недостатков, неправильного монтажа уплотнений и неправильного применения смазки. Кольцо с зубчиками, насаженное на вал дополнительно к обычному сальниковому уплотнению, не допускает попадания смазки внутрь машины. Для установки такого кольца необходимо укоротить вкладыш подшипника кольцевой смазки. Для предотвращения сильной утечки смазки внутрь машины на вал насаживают маслоотражательное кольцо с наклонными отражателями отбрасывающими масло в подшипник. При сильной осевой вентиляции следует устанавливать дополнительные уплотнения лабиринтного типа. Ремонт уплотняющих устройств заключается в замене шпилек с поврежденной резьбой, сверления и нарезке резьбы в новых отверстиях уплотняющих колец. Балансировка роторов. Для обеспечения работы электрической машины без биений и вибраций после ремонта ротор в сборе со всеми вращающимися частями (вентилятором, кольцами, муфтой, шкивом и т. п.) подвергают балансировке. Различают статическую и динамическую балансировку. Первую рекомендуют для машин с частотой вращения до 1000 об/мин и коротким ротором, вторую дополнительно к первой — для машин с частотой вращения более 1000 об/мин и для специальных машин с удлиненным ротором. Статическую балансировку производят на двух призматических линейках, точно выверенных по горизонтали. Хорошо сбалансированный ротор остается неподвижным, находясь в любом положении относительно своей горизонтальной оси. Балансировку ротора проверяют для 6—8 положений ротора, поворачивая его вокруг оси на угол 45—60°. Балансировочные грузы
Рис. 20.11. Станок для динамической балансировки роторов: / — стойка; 2 — балансируемый ротор; 3 — индикатор стрелочный; 4— муфта; 5— привод закрепляют сваркой или винтами. Свинцовые грузы забивают в специальные канавки, имеющие форму ласточкина хвоста. При динамической балансировке место расположения груза определяют по величине биения (вибрации) при вращении ротора. Динамическую балансировку производят на специальном балансировочном станке (рис. 20.11). Установленный для проверки вращающийся ротор (якорь) при неуравновешенности начинает вместе с подшипниками вибрировать. Чтобы определить место неуравновешенности, один из подшипников закрепляют неподвижно, тогда второй при вращении продолжает вибрировать. К ротору подводят острие цветного карандаша или иглу индикатора, которые в месте наибольшего отклонения ротора оставляют на нем метку. При вращении ротора в обратном направлении с той же скоростью тем же способом наносят вторую метку. По среднему положению между двумя полученными метками определяют место наибольшей неуравновешенности ротора. В диаметрально противоположной по отношению к месту наибольшей неуравновешенности точке закрепляют балансировочный груз или высверливают отверстие в точке наибольшей неуравновешенности. После этого аналогичным способом определяют неуравновешенность второй стороны ротора. Сбалансированную машину устанавливают на гладкую горизонтальную плиту. При удовлетворительной балансировке машина, работающая с номинальной частотой вращения, не должна иметь качаний и перемещений по плите. Проверку производят на холостом ходу в режиме двигателя. Технология ремонта обмоток электрических машин. Определение объема ремонта. Перед ремонтом обмоток необходимо точно определить характер неисправности. Часто направляют в ремонт исправные электродвигатели, ненормально работающие в результате
повреждения питающей сети, приводного механизма или неправильной маркировки выводов. Основой якорной обмотки машин постоянного тока служит секция, т. е. часть обмотки, заключенная между двумя коллекторными пластинами. Несколько секций обмотки обычно объединяют в катушку, которую укладывают в пазы сердечника. Схемы однофазных обмоток составляют в основном по тем же правилам, что и схемы трехфазных обмоток, только у них рабочая фаза занимает 2/3 пазов, а пусковая 1/3. У конденсаторных двигателей половину пазов занимает главная фаза и половину — вспомогательная. Назначая ремонт, следует помнить, что у электродвигателей мощностью до 5 кВт с двухслойной обмоткой при необходимости замены хотя бы одной катушки выгоднее перемотать статор полностью. У двигателей мощностью 10—100 кВт с обмоткой из круглого провода одну-две катушки можно заменить методом протяжки без подъема неповрежденных катушек. Обмотки электрических машин и способы их соединений. Основой фазной обмотки машин переменного тока служит катушка, т. е. комплект проводов, которому придают форму, удобную для укладки в пазы сердечника, отстоящие друг от друга на величину шага обмотки. Одна или несколько рядом лежащих катушек, принадлежащих одной фазе и расположенных под одним полюсом, образуют катушечную группу. Катушечную группу в мягких обмотках наматывают целиком одним или несколькими параллельными непрерывными проводами, а в некоторых случаях наматывают целиком фазу обмотки. Варианты соединения обмоток при фазных исполнениях выводов показаны на рис. 20.12. Ремонт статорных обмоток электрических машин. Для записи обмоточных данных при перемотке используют приведенную ниже форму обмоточной карточки.
Форма 2 Обмоточная карточка 1. Тип электродвигателя........................................................................................................................ 2. Заводской номер................................................................................................................................ 3. Дата изготовления.............................................................................................................................. 4. Мощность, кВт................................................................................................................................... 5. Напряжение, В................................................................................................................................... 6. Ток, А.................................................................................................................................................. 7. Число фаз . . .................................................................................................................................. 8. Частота вращения, об/мин ........................................................................................................... 9. Частота, Гц......................................................................................................................................... 10. Соединение фаз.............................................................................................................................. 11. Длина пакета статора, мм................................................................................................................ 12. Диаметр расточки статора, мм ...................................................................................................... 13. Число пазов статора......................................................................................................................... 14. Род обмотки (двухслойная, однослойная концентрическая, цепная, однослойная концентрическая внавал и т. д.)............................................................................................................. 15. Схема обмотки................................................................................................................................. 16. Форма лобовых частей (для двухплоскостных и трехплоскостных однослойных обмоток)................................................................................................................................................. 17. Вылет лобовых частей (расстояние от торца пакета до наиболее удаленной точки лобовых частей обмотки): со стороны схемы, мм ........................................................................................................................ с противоположной стороны, мм......................................................................................................... 18. Число проводов в пазу: в верхнем слое....................................................................................................................................... в нижнем слое........................................................................................................................................ общее..................................................................................................................................................... 19. Число параллельных проводов....................................................................................................... 20. Обмоточный провод: марка ......................................................................................................................................................... диаметр, мм ................................ ......................................................................................................... 21. Шаг обмотки (для концентрической обмотки указать шаги всех катушек катушечной группы или полугруппы)....................................................................................................................................... 22. Число параллельных ветвей............................................................................................................... 23. Средняя длина витка, мм................................................................................................................... 24. Эскиз паза с размерами, изоляцией и расположением проводов................................................ 25. Размеры, форма и материал пазовых клиньев................................................................................ Обмотчик:................................................................................................................................................ Подпись:................................................................................................................................................... Дата............................................................................................................................................................
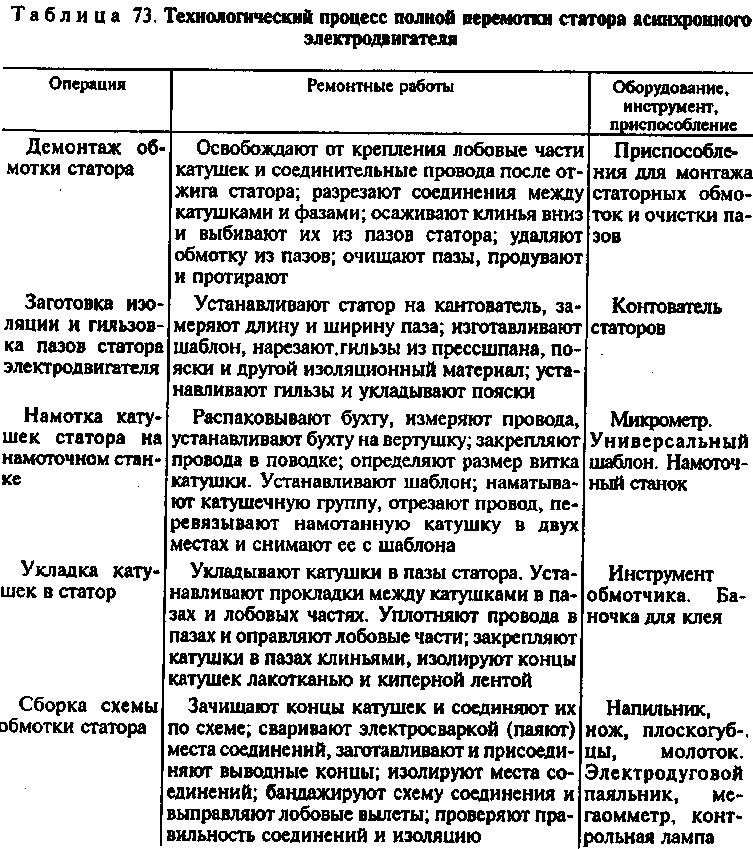
Технологический процесс изготовления статорной обмотки для ремонтируемой асинхронной машины состоит из основных этапов, приведенных в табл. 73. Приспособление для очистки пазов укладки катушек, кантователь, пайка изоляции соединений статорных обмоток показаны на рис. 20.13—20.16. Ремонт роторных обмоток. Последовательность операций по ремонту обмоток роторов приведена в табл. 74.
Ремонт обмоток якорей. Часто у поступившего в ремонт якоря бывает трудно найти место замыкания обмотки на корпус. Для выявления замыкания надо покачивать обмотку в местах выхода ее из пазов. Целостность обмотки якоря можно проверять методом падения напряжения, позволяющим обнаружить междувитковые замыкания, обрыв, некачественные пайки, неправильное соединение обмоток с коллектором. Этот метод позволяет находить катушку, соединенную с корпусом якоря. Для этого один щуп от источника питания присоединяют к валу или пакету, а вторым поочередно касаются коллекторных пластин (рис. 20.17). Минимальное показание милливольметра будет при соприкосновении щупа с пласти-
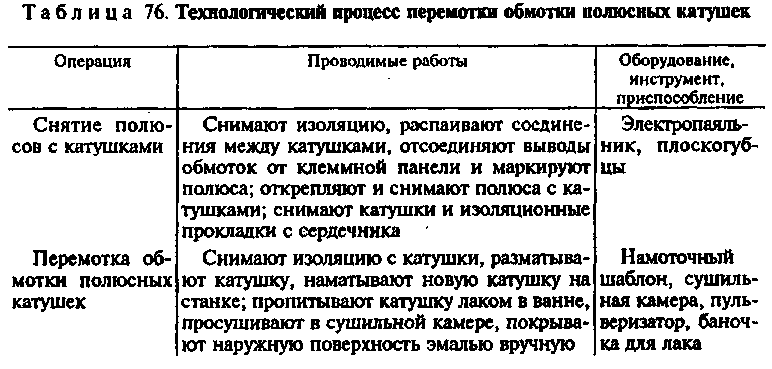
нами, к которым присоединена катушка, замкнутая на корпус. Для этих же целей можно использовать трансформаторный метод (рис. 20.18). Последовательность операций по ремонту обмоток якорей приведена в табл. 75. Ремонт полюсных катушек. Последовательность операций по перемотке обмоток полюсных катушек приведена в табл. 76.
Перемотка на другое напряжение и другую скорость вращения обмоток статоров асинхронных двигателей. При пересчете обмоток на другое напряжение число эффективных проводников в пазу изменяют прямо пропорционально фазному напряжению.
Если при перемотке изменяется число параллельных ветвей обмотки, нужно полученное число эффективных проводников умножить на отношение нового числа параллельных ветвей к старому числу. Если старая обмотка имела три параллельные ветви, а новая будет выполнена с двумя, то множитель будет равен 2/3, если старая имела 2 ветви, а новая выполняется с тремя, то множитель 3/2. Число эффективных проводников в пазу возрастает при увеличении фазного напряжения и числа параллельных ветвей и уменьшается при уменьшении напряжения и числа ветвей. Для удобства пересчета при стандартных фазных напряжениях 220, 380, 500, 660 В используют рис. 20.19, а. Число проводников по нему определяют так: на горизонтальной линии старого напряжения находят старое число проводников и от найденной точки проводят вертикальную линию до пересечения с линией нового напряжения. Точка пересечения дает новое число проводников.
Пример. При фазном напряжении 220 В число проводников в пазу равно 25. Определить, сколько должно быть проводников при фазных напряжениях 380, 500 и 660 В. На горизонтали 220 В находим точку 25, проводим от нее вниз вертикальную линию и находим число проводников в пазу при других напряжениях: 43 — при 380 В; 57 — при 500 В и 75 — при 660В. При изменении числа параллельных ветвей полученное число эффективных проводников в пазу надо умножить на отношение нового числа параллельных ветвей к старому. Так, если старое число ветвей равно 3, а новое число ветвей 2, результат, полученный на рис. 20.19, следует умножить на 2/3. Число эффективных проводников в пазу статора изменяют прямо пропорционально напряжению, а сечение провода — обратно пропорционально. Новый диаметр провода по меди при сохранении числа параллельных ветвей и параллельных проводников находят как произведение старого диаметра на корень квадратный из отношения старого напряжения к новому. Для удобства перерасчета диаметра приведен рис. 20.19, б. Бандажирование обмоток. Для удержания обмоток якорей и роторов, подвергающихся действию центробежных сил при вращении, применяют проволочные бандажи. Бандажи накатывают из стальной луженой проволоки специальных сортов, имеющей гарантированную прочность на разрыв (табл. 77). Запас прочности бандажа 4—5.
Таблица 77. Проволока для намотки бандажей
Последнее изменение этой страницы: 2019-04-10; Просмотров: 938; Нарушение авторского права страницы Главная | Случайная страница | Обратная связь | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 рабочие части вкладышей подшипников должны быть пригнаны (шабрением по шейкам вала в средней их части по дуге от 60 до 120°);
рабочие части вкладышей подшипников должны быть пригнаны (шабрением по шейкам вала в средней их части по дуге от 60 до 120°);