|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
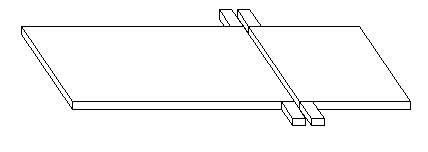
Сборка и сварка стыковых соединений листов
В строительных конструкциях сборка и сварка соединений листов, как правило, проводятся до установки их в собираемый узел или элемент. На заводах основной объем этих работ выполняется на специализированных механизированных участках и поточных линиях, которые необходимо располагать последовательно в технологическом потоке заготовительных цехов, что позволяет максимально механизировать не только сборочно-сварочные, но и транспортные операции. Для сборки и сварки индивидуальных листов для балки ведутся на стеллажах. При этом все подъемно транспортные работы выполняются мостовым краном. Для сборки листы укладывают в рамы, и выравнивают кромки так, чтобы они находились в одной горизонтальной плоскости, и закрепляют их прихватками. Сборка листов заканчивается установкой выводных планок. Причем при ширине 500 мм прихватки по краям обычно не ставятся. В этом случае для закрепления стыка электроприхватки накладываются только на выводные планки. Сборка сварных балок составного двутаврового сечения В строительных стальных конструкциях сварные двутавровые балки – основной элемент колонн и других подобных конструкций. Сборку и сварку балок выполняют заранее – до общей сборки конструкции. Последовательность сборки и сварки составных двутавровых балок состоит из: - Стыковки вертикальных и горизонтальных листов - Автоматическая сварка стыков - Правка листов - Сборка двутаврового сечения - Правка грибовидности горизонтальных листов - Фрезерование торцов. В процессе сборки необходимо не только плотно притягивать полки к стенкам, но и обеспечивать угол 900, и совпадение их осей. Прихватки 50-60 мм должны накладываться через каждые 500-600 мм катетом 4-6 мм. При большом объеме работ сборка ведется на сборочных установках с передвижным порталом. Они обеспечивают требуемые геометрические характеристики без разметки. Для поджатия деталей применяются пневматические прижимы. Для производства 1200 колонн был выбран совмещенный неповоротный (для фиксации геометрических размеров) и поворотный (для переворота двутавра) кондукторы.
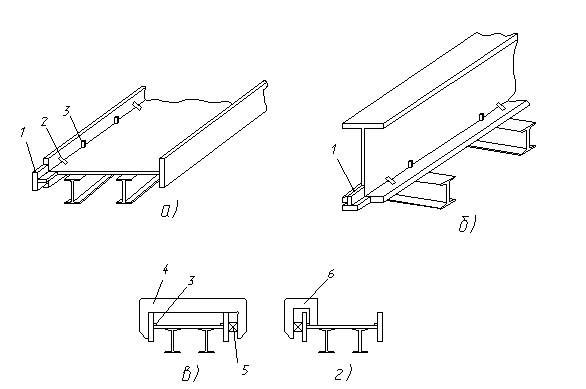
Сборка листов с поперечным стыком.
а- сборка в горизонтальном положении; б- сборка в вертикальном положении; в- стягивание листов сечения объемлющей скобой; г- стягивание листов сечения односторонней сборочной скобой. 1-выводные планки, 2-наклонные соединительные планки, 3-временные упоры, 4-объемлющая сборочная скоба, 5-сборочный клин, 6-односторонняя сборочная скоба.
3. Выбор вида сварки.
При изготовлении металлических конструкций рекомендуется использовать следующие виды сварки: Для прихватки при сборке элементов: 1 Ручная дуговая сварка покрытыми электродами. 2 Механизированная в СО2 3 Механизированная порошковой проволокой в углекислом газе Для сварки: |
Последнее изменение этой страницы: 2019-04-10; Просмотров: 321; Нарушение авторского права страницы