
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
История развития хлебопеченияСтр 1 из 7Следующая ⇒
КУРСОВОЙ ПРОЕКТ на тему: «Технология производства формового хлеба производительностью 40 тонн в месяц»
Выполнил: студент 5 курса дневного отделения факультета ХТ группы СС Григораш И.А. Принял: Долуда В.Ю.
Тверь 2012 Реферат
ХЛЕБОПЕЧЕНИЕ, ХИМИЧЕСКИЙ СОСТАВ, СЫРЬЕ, УПАКОВКА, ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ, ОБОРУДОВАНИЕ, МАТЕМАТИЧЕСКИЙ БАЛАНС, ТЕПЛОВОЙ БАЛАНС. Проект предполагает выпуск хлебобулочных изделий, производительностью 40 т в месяц. Целью данного проекта является: - рассмотрение общей технологии приготовления хлеба; - представление сырья для производства хлеба; - составление аппаратурной схемы; - подбор необходимого оборудования; - расчет материального и теплового балансов, с учетом производственных потерь.
Федеральное агентство по образованию Российской Федерации
Кафедра биотехнологии и химии
ЗАДАНИЕ НА КУРСОВОЙ ПРОЕКТ
Студент Григораш И.А. Группа ХТ 0801СС 1 Тема Технология производства формового хлеба производительностью 40 тонн в месяц
2 Срок представления работы к защите " "декабрь 2012 г.
3 Исходные данные Производительность 40тонн в месяц
Содержание пояснительной записки
4.1 Введение Общие сведения о хлебе и его производстве; цели курсового проекта
Общая часть включает литературный обзор о истории развития хлебопечения, химическом составе и пищевой ценности хлебобулочных изделий; сырье для производства хлеба основное и дополнительное; виды упаковок хлеба; рецептура и виды муки. 4.3 Специальная часть Специальная часть включает описание технологического процесса приготовления хлеба и подробным рассмотрением всех аппаратов; изучено технологическое оборудование, используемое при хлебопечении; посчитан материальный и тепловой баланс. 5 Перечень графического материала Чертежи технологической схемы производства хлеба, основного аппарата - печь конвейерная и составные части печи.
Руководитель /Долуда В.Ю./
Задание принял к исполнению /Григораш И.А./
Тверь 2012
Введение. 7 1 Литературный обзор. 9 1.1 История развития хлебопечения. 9 1.2 Химический состав и пищевая ценность хлебобулочных изделий. 11 1.3 Сырье для производства хлеба. 12 1.3.1 Хранение и подготовка муки к производству. 12 1.3.1.1 Виды муки и её состав. 15 1.3.2 Вода. 22 1.3.3 Соль. 22 1.3.4 Приготовление дрожжей. 23 1.3.5 Дополнительное сырье. 25 1.4 Рецептура. 26 1.5 Виды упаковок хлеба. 27 1.5.1 Виды упаковки. 27 1.5.2 Отсутствие упаковки. 28 1.5.3 Индивидуальные полиэтиленовые пакеты.. 28 1.5.4 Стретч-пленка. 28 1.5.5.Полипропиленовая пленка. 29 1.5.6 Термоусадочная пленка. 29 1.5.7 Пакеты с клипсой. 30 2 Технологическая часть. 31 2.1 Технология производства хлеба. 31 2.1.1 Приготовление теста. 36 2.1.2 Замес теста. 36 2.1.3 Брожение теста. 37 2.1.4 Способы интенсификации созревания теста. 40
2.1.6 Разделка теста и выпечка хлеба. 42 2.1.6.1 Разделка теста. 42 2.1.6.2 Выпечка хлеба. 45 2.1.7 Процессы, происходящие при выпечке хлеба. 45 2.1.8 Режимы выпечки. 47 2.1.9 Упек хлеба. 47 2.1.10 Хранение хлеба. 48 2.2 Ассортимент хлебобулочных изделий. 49 2.3 Технологическое оборудование, применяемое в хлебопекарном производстве 49 2.3.1 Агрегат тестоприготовительный. 50 2.3.2 Тестомесильные машины.. 53 2.3.3 Тестоделительная машина. 55 2.3.4 Округлительные машины.. 57 2.3.5 Печь конвеерная. 59 2.3.6 Хлебоукладочный агрегат. 61 2.4 Материальный баланс производства. 64 2.5 Тепловой баланс. 69 Заключение. 79 Список использованной литературы: 80
Хлеб является гениальным изобретением человечества. Хлебные изделия являются одними из основных продуктов питания человека. Суточное потребление хлеба в разных странах составляет от 200 до 500 г на человека. В России его потребляют традиционно много - в среднем до 400 г в сутки. В хлебе содержатся многие важнейшие пищевые вещества, необходимые человеку; среди них белки, углеводы, витамины, минеральные вещества, пищевые волокна. За счет потребления хлеба человек почти наполовину удовлетворяет свою потребность в углеводах, на треть – в белках, более чем наполовину - в витаминах группы В, солях фосфора и железа. Хлеб из пшеничной обойной или ржаной муки почти полностью удовлетворяет потребность в пищевых волокнах [1,2]. Современное хлебопекарное производство характеризуется высоким уровнем механизации и автоматизации технологических процессов производства хлеба, внедрением новых технологий и постоянным расширением ассортимента хлебобулочных изделий, а также широким внедрением предприятий малой мощности различных форм собственности. Все это требует от работников отрасли высокой профессиональной подготовки, знания технологии и умения выполнять технологические операции по приготовлению пшеничного и ржаного теста, по разделке и выпечке различных видов изделий. [1] Большое значение имеет внедрение более совершенных способов продолжительности брожения теста, что позволяет снизить затраты сухих веществ муки, сократить потребность в емкостях для брожения теста, снизить энергоемкость оборудования. Интенсификация процесса брожения теста достигается за счет увеличения количества прессованных дрожжей, повышения интенсивности механической обработки теста при замесе, применение различных катализаторов, форсирующих созревание хлеба. Использование усиленной механической обработки при замесе позволяет сократить продолжительность брожения теста, приготовленного этими способами. Имеется соответствующее аппаратурное оформление этих технологий, обеспечивающих комплексную механизацию производства, полную механизацию трудоемкого процесса приготовления теста. Проект предполагает выпуск хлебобулочных изделий, производительностью 40 т в месяц. Целью данного проекта является: - рассмотрение общей технологии приготовления хлеба; - представление сырья для производства хлеба; - составление аппаратурной схемы; - подбор необходимого оборудования; - расчет материального и теплового балансов, с учетом производственных потерь.
Литературный обзор
Соль Пищевая поваренная соль представляет собой природный хлорид натрия с очень незначительной примесью других солей. Соль хорошо растворима в воде, С повышением температуры ее растворимость увеличивается, но весьма незначительно. Пищевую поваренную соль подразделяют по способу производства и обработки на каменную, самосадочную, садочную и выварочную соль с добавками и без добавок; по качеству на экстра, высший, первый и второй сорта. В основу деления соли по сортам положена чистота соли и крупность ее частиц. Показатели качества определяют согласно ГОСТ 13685.[5] В рецептуру хлебобулочных изделий, за исключением диетических бессолевых сортов, входит поваренная соль в количестве от 1 до 2,5 % к массе муки. Она улучшает вкус изделий, существенно влияет на физические свойства теста, укрепляя его клейковину. Состояние же дрожжей в присутствии соли ухудшается, так как соль задерживает процессы спиртового и молочнокислого брожения в тесте. Качество поваренной соли должно соответствовать ГОСТ 13830. Соль доставляют на хлебозавод в мешках или насыпью и хранят в отдельных           помещениях. Раствор соли готовят в солерастворителе, который представляет собой бак из двух отделений. Перед подачей на производство раствор соли фильтруют и перекачивают в расходные баки.[5] помещениях. Раствор соли готовят в солерастворителе, который представляет собой бак из двух отделений. Перед подачей на производство раствор соли фильтруют и перекачивают в расходные баки.[5] 1.3.4 Приготовление дрожжей В хлебопечении применяют прессованные, сушеные и жидкие дрожжи и дрожжевое молоко. Прессованные дрожжи представляют собой выращенные в особых условиях дрожжевые клетки, выделенные из среды, в которой они размножались. В соответствии с ГОСТ 171 влажность их составляет до 75 %, поэтому они являются скоропортящимся продуктом и требуют хранения при температуре О...4 °С в течение не более 12 сут. Важным показателем качества дрожжей является их подъемная сила, или быстрота подъема теста, характеризующая способность дрожжей разрыхлять тесто. Хорошие дрожжи поднимают тесто за 60...65 мин. [7]К органолептическим показателям прессованных дрожжей относятся цвет, запах, вкус и консистенция. Дрожжи прессованные должны иметь светлый цвет с желтоватым или сероватым оттенком. На дрожжах не должно быть плесневого налета белого или другого цвета, а также различных полос и темных пятен на поверхности. Запах дрожжей должен быть характерный, слегка напоминающий фруктовый. Подготовка прессованных дрожжей к производству состоит в освобождении их от упаковки, предварительном грубом измельчении и приготовлении хорошо размешанной однородной массы (суспензии) в теплой воде температурой 30...35 °С.  Сушеные дрожжи получают из прессованных путем высушивания в определенных условиях до влажности 8...10 %. Сушеные дрожжи могут храниться продолжительное время (при температуре не более 10 °С до 1 года). Они имеют светло-желтый или светло-коричневый цвет с дрожжевым запахом, подъемная сила их составляет до 90 мин. Сушеные дрожжи применяют в тех случаях, когда невозможно доставить на завод или сохранить прессованные дрожжи.[7] В последнее время на хлебозаводах, расположенных недалеко от дрожжевых предприятий, применяется дрожжевое молоко. Дрожжевое молоко – это жидкая суспензия дрожжей в воде, полученная при сепарировании культуральной среды после размножения в ней дрожжей. Дрожжевые клетки в этом продукте находятся в более активном биологическом состоянии, чем в прессованных дрожжах. Кроме того, на дрожжевых заводах в этом случае исключаются такие операции, как прессование и упаковывание. Дрожжевое молоко доставляют на завод в термоизолированных цистернах – молоковозах, из которых оно поступает в приемные металлические емкости, оборудованные мешалками, где хранится в течение 1,5...2 сут. при температуре 6...10 °С. Качество дрожжевого молока должно соответствовать ОСТ 18-369. Жидкие дрожжи представляют собой мучную среду, в которой находятся активные дрожжевые клетки и молочнокислые бактерии. Жидкие дрожжи готовят на хлебозаводах. Они применяются для разрыхления пшеничного теста в количестве 20...35 % к массе муки. Сушеные дрожжи получают из прессованных путем высушивания в определенных условиях до влажности 8...10 %. Сушеные дрожжи могут храниться продолжительное время (при температуре не более 10 °С до 1 года). Они имеют светло-желтый или светло-коричневый цвет с дрожжевым запахом, подъемная сила их составляет до 90 мин. Сушеные дрожжи применяют в тех случаях, когда невозможно доставить на завод или сохранить прессованные дрожжи.[7] В последнее время на хлебозаводах, расположенных недалеко от дрожжевых предприятий, применяется дрожжевое молоко. Дрожжевое молоко – это жидкая суспензия дрожжей в воде, полученная при сепарировании культуральной среды после размножения в ней дрожжей. Дрожжевые клетки в этом продукте находятся в более активном биологическом состоянии, чем в прессованных дрожжах. Кроме того, на дрожжевых заводах в этом случае исключаются такие операции, как прессование и упаковывание. Дрожжевое молоко доставляют на завод в термоизолированных цистернах – молоковозах, из которых оно поступает в приемные металлические емкости, оборудованные мешалками, где хранится в течение 1,5...2 сут. при температуре 6...10 °С. Качество дрожжевого молока должно соответствовать ОСТ 18-369. Жидкие дрожжи представляют собой мучную среду, в которой находятся активные дрожжевые клетки и молочнокислые бактерии. Жидкие дрожжи готовят на хлебозаводах. Они применяются для разрыхления пшеничного теста в количестве 20...35 % к массе муки.
1.3.5 Дополнительное сырье Сахар-песок. В хлебопечении применяют сахар-песок и сахарную пудру, качество которых определяется ГОСТ 21 и Г0СТ 22. Сахар-песок добавляют в тесто при изготовлении булочных и сдобных изделий в количестве 2,5...30 % к массе муки, сахарную пудру используют для отделки поверхности сдобных изделий.          Сахар-песок оказывает существенное влияние на качество теста и готового хлеба - он разжижает тесто. Поэтому если по рецептуре требуется большое количество сахара-песка и жира, то их вносят в тесто в конце брожения. Кроме того, сахар-песок улучшает вкус, аромат, окраску хлеба, повышает его энергетическую ценность. [5] При подготовке к производству сахар-песок растворяют в воде в бачках с мешалками при температуре около 40 °С до концентрации раствора 55 %, а затем перекачивают в сборники. Возможно поступление сахара на завод в виде сахарного сиропа. Жир. Жир вносят в тесто в количестве до 20...30 %. Для приготовления большинства изделий используется маргарин, для некоторых видов сдобных изделий – животное масло, для горчичного хлеба и горчичных баранок – растительное (горчичное) масло. Растительные масла применяются также при разделке теста, для смазки форм и листов. Качество маргарина должно соответствовать ГОСТ 240, подсолнечного масла – ГОСТ 1128. Жиры повышают энергетическую ценность изделий, улучшают их вкусовые качества, увеличивают объем хлеба, повышают пластичность теста, несколько укрепляют клейковину. В то же время они снижают интенсивность брожения теста.Желательно, чтобы жиры, применяемые в хлебопечении, были безводными и хорошо эмульгировались в воде, имели пластичную структуру и невысокую температуру плавления. Твердые жиры растапливают в бачках с водяной рубашкой и мешалкой. Температура маргарина при этом не должна превышать 40...45 °С, иначе произойдет расслоение массы на воду, что нарушит равномерное распределение жира в тесте.[5] Сахар-песок оказывает существенное влияние на качество теста и готового хлеба - он разжижает тесто. Поэтому если по рецептуре требуется большое количество сахара-песка и жира, то их вносят в тесто в конце брожения. Кроме того, сахар-песок улучшает вкус, аромат, окраску хлеба, повышает его энергетическую ценность. [5] При подготовке к производству сахар-песок растворяют в воде в бачках с мешалками при температуре около 40 °С до концентрации раствора 55 %, а затем перекачивают в сборники. Возможно поступление сахара на завод в виде сахарного сиропа. Жир. Жир вносят в тесто в количестве до 20...30 %. Для приготовления большинства изделий используется маргарин, для некоторых видов сдобных изделий – животное масло, для горчичного хлеба и горчичных баранок – растительное (горчичное) масло. Растительные масла применяются также при разделке теста, для смазки форм и листов. Качество маргарина должно соответствовать ГОСТ 240, подсолнечного масла – ГОСТ 1128. Жиры повышают энергетическую ценность изделий, улучшают их вкусовые качества, увеличивают объем хлеба, повышают пластичность теста, несколько укрепляют клейковину. В то же время они снижают интенсивность брожения теста.Желательно, чтобы жиры, применяемые в хлебопечении, были безводными и хорошо эмульгировались в воде, имели пластичную структуру и невысокую температуру плавления. Твердые жиры растапливают в бачках с водяной рубашкой и мешалкой. Температура маргарина при этом не должна превышать 40...45 °С, иначе произойдет расслоение массы на воду, что нарушит равномерное распределение жира в тесте.[5]
Рецептура
Рецептура - это перечень и соотношение отдельных видов сырья, употребляемого для производства определенного сорта хлеба или хлебобулочного изделия.[8] Для каждого сорта хлеба и хлебобулочных изделий, вырабатываемых по государственным стандартам, существуют утвержденные рецептуры, в которых указываются сорт муки и расход каждого вида сырья (кг на 100 кг муки) указа в таблице 3. Эти рецептуры приводятся в специальных сборниках.
При составлении технологического режима, обязательно учитываются хлебопекарные свойства муки, а также условия производства (температура помещения, вид и качество дрожжей, взаимозаменяемость сырья и др.). Производственную рецептуру и параметры технологического режима после составления проверяют пробными производственными выпечками [8].
Виды упаковок хлеба
Очень часто у производителей хлеба и хлебобулочных изделий возникает резонный вопрос – как упаковать свой товар, чтобы сохранить его потребительские свойства как можно дольше и при этом выделить его среди множества других подобных продуктов на полках магазинов. Давно не секрет — качественная и при этом привлекательная упаковка продуктов питания является одним из решающих факторов спроса на данную продукцию. Хлеб относится к числу продуктов ежедневного потребления, и повысить интерес к нему каким-либо другим способом достаточно сложно — в большинстве случаев покупатель делает выбор непосредственно в магазине.[9]
Виды упаковки
Обычно хлеб, произведенный на хлебозаводе, упаковывается непосредственно на месте продажи, после доставки, либо еще на производстве. Среди наиболее популярных методов – упаковка в трехшовные пакеты flow-pack (флоу пак) на горизонтальном упаковочном оборудовании. Если реализация осуществляется сразу в пекарне или в магазине при пекарне, упаковка хлеба часто осуществляется в бумажные пакеты. Современная полимерная обработка бумаги позволяет ей не пропускать жир, на упаковке не остается масляных пятен, а вставка из прозрачного полиэтилена позволит продемонстрировать продукцию потребителю. Материалы применяются самые разные, рассмотрим их достоинства и недостатки применительно к упаковке хлеба.[9]
Отсутствие упаковки Около 30% хлебобулочных изделий в нашей стране по прежнему реализуется без какой бы то ни было упаковки. Если говорить о достоинствах — они отсутствуют в принципе. Может показаться, что это экономно и выгодно — как для производителя, так и для потребителя, однако это обманчивое впечатление. Достаточно принять во внимание, как влияет отсутствие упаковки на качество и сохранность продукта, и все сразу станет ясно. Антисанитария, черствеющий хлеб, рассыпающиеся вокруг крошки – не лучшая реклама для продукта ежедневного потребления. [9] Стретч-пленка
Следующий этап эволюции упаковочного материала для хлеба – стретч-пленка. Как правило, хлеб заворачивают в самосклеивающиеся полиэтиленовые либо ПВХ-пленки с помощью горячего стола. Конечно, этот вариант удобен, но не слишком экономичен - остается много недомотанной пленки и, опять же, хлеб нельзя упаковывать сразу после выпекания, так как пленка начинает плавиться. А если учитывать, что сам процесс упаковки осуществляется вручную, объем упакованной и отгруженной заказчикам продукции в сутки невелик. Стоить заметить, что с точки зрения информативности стретч-пленка так же предоставляет производителям большие возможности для печати.[9]
Полипропиленовая пленка
Упаковка хлеба в полипропиленовую пленку (БОПП) – более современный метод. Сначала о недостатках - хлеб не «дышит» и уже на вторые сутки теряет свои потребительские качества, продукт опять-таки невозможно упаковывать в горячем виде, но уже по другой причине. На внутренней стороне упаковочной БОПП-пленки образуется конденсат, от этого хлебная корочка перестает быть хрустящей, а сам продукт впитывает ненужную жидкость. Эта упаковка не отличается прочностью, поэтому ее не производят толщиной менее, чем 20 микрон. Но один факт перекрывает все недостатки — на полипропиленовую основу легко наносится любая печать, в том числе многоцветная. В последнее время большое распространение получили полипропиленовые пленки с крупной перфорацией, лишенные многих недостатков герметичной упаковки.[9]
Сегодня все чаще хлебобулочные изделия запаковываются в термоусадочную пленку. Для пекарен при крупных супермаркетах, либо наоборот - магазинчиков при хлебозаводах - оптимальным видом упаковки хлеба является перфорированная термоусадочная пленка. В такой упаковке хлеб "дышит", влага не задерживается внутри, и хлебобулочные изделия можно продавать еще горячими. Единственная проблема при использовании перфорированной пленки – быстрое черствение хлеба. Товар должен быть реализован очень быстро, а сам покупатель вынужден перекладывать хлеб после покупки в менее вентилируемую упаковку. Однако по возможностям для печати и других маркетинговых приемов хлеб в термоусадочной пленке значительно проигрывает пакету с клипсой.[9]
Пакеты с клипсой
Во всем мире самым удобным и экономичным признан вариант упаковки хлебобулочных изделий в пакеты с пластиковой клипсой. При этом в роли клипсы может выступать даже твист пленка, точнее, лента из нее. Упаковка, запечатанная твист-лентой, выглядит еще интереснее, чем стандартная клипса. На пакет с клипсой можно наносить все виды печати, он выглядит очень привлекательно, к тому же сама форма вызывает ассоциацию с подарочными упаковками. В Западной Европе активно используют трехшовные flow-pack пакеты с клипсой, хлеб в которые упаковывается еще горячим. Герметичный флоу-пак позволяет впрыскивать в пакет с хлебом пищевой спирт, препятствующий образованию плесени и, тем самым, увеличивающий срок хранения изделий. В незапаянные пакеты с клипсой, часто встречающиеся на отечественных прилавках, впрыскивать спирт, конечно, тоже можно, но он моментально испаряется из-за негерметичности.
2 Технологическая часть
Приготовление теста
Замес теста
Это короткая, но весьма важная технологическая операция. Длительность замеса для пшеничного теста составляет 7...8 мин. Цель замеса – получить однородную массу теста с определенными структурно-механическими свойствами. При замесе одновременно протекают физико-механические и коллоидные процессы, которые взаимно влияют друг на друга. Коллоидные процессы, или процессы набухания, связаны с основными составными частями муки – белками и крахмалом. Белки пшеничной муки, поглощая влагу, резко увеличиваются в объеме и образуют клейковинный каркас, внутри которого находятся набухшие зерна крахмала и частицы оболочек. Слипание частиц в сплошную массу, происходящее в результате механического перемешивания, приводит к образованию теста. Однако чрезмерный замес может вызвать разрушение уже образовавшейся структуры теста, что приведет к ухудшению качества хлеба.[10] Тесто после замеса состоит из трех фаз: твердой, жидкой и газообразной. От соотношения этих фаз зависят свойства теста: увеличение количества жидкой фазы «ослабляет» его, делает более жидким, текучим, липким. Этим объясняются различные свойства пшеничного и ржаного теста. Пшеничное тесто эластичное, упругое. Твердая фаза в пшеничном тесте состоит из набухших нерастворимых в воде белков, зерен крахмала и частиц оболочек. Она преобладает над жидкой фазой, в состав которой входят водорастворимые вещества (сахар, соль, водорастворимые белки и др.). Кроме того, основная часть жидкой фазы пшеничного теста связана набухшими белками. Газообразная фаза представлена пузырьками, воздуха, захваченными тестом при замесе.[10]
Брожение теста
Брожение теста охватывает период времени момента его замеса до деления на куски. Цель брожения – разрыхление теста, придание ему определенных структурно – механических свойств, необходимых для последующих операций, а также накопление веществ, обусловливающих вкус и аромат хлеба, его окраску. Комплекс процессов, одновременно протекающих на стадии брожения и взаимно влияющих друг на друга, объединяют общим понятием созревание теста. Созревание включает в себя микробиологические (спиртовое и молочнокислое брожение), коллоидные, физические и биохимические процессы. Спиртовое брожение вызывается дрожжами, в результате которого сахара превращаются в спирт и диоксид углерода. Дрожжи сбраживают сначала глюкозу и фруктозу, а затем сахарозу и мальтозу, которые предварительно превращаются в моносахариды. Источником сахаров являются собственные сахара зерна, перешедшие в муку, но главную массу составляет мальтоза образовавшаяся в тесте при расщеплении крахмала. Скорость брожения зависит от температуры, кислотности среды, качества дрожжей и ускоряется при увеличении количества дрожжей повышении их активности, при достаточном содержании сбраживаемых сахаров, аминокислот, фосфорнокислых солей. Повышенное содержание соли, сахара, жира тормозит газообразование в тесте. Брожение ускоряется при добавлении в тесто амилолитических ферментных препаратов.[10]
Таблица 4- Физико-химические показатели качества хлеба
В результате физических процессов повышается температура теста на 1...2 °С и происходит увеличение его объема за счет насыщения диоксидом углерода. Биохимические процессы, протекающие в тесте, – один из важнейших, так как от них зависят и микробиологические, и коллоидные, и физические превращения. Суть биохимических процессов состоит в том, что под действием ферментов муки, дрожжей и микроорганизмов происходит расщепление составных компонентов муки, прежде всего белков и крахмала. При этом желательна определенная степень протеолиза, так как она ведет к получению достаточно упругого и эластичного теста, обладающего оптимальными свойствами для получения качественного хлеба. Кроме того, продукты разложения белков на стадии выпечки принимают участие в образовании цвета, вкуса и аромата хлеба. При интенсивном разложении белков, особенно в слабой муке, тесто расплывается и хлеб получается неудовлетворительного качества. При расщеплении крахмала ферментами идет образование мальтозы (5...6 % к массе муки), которая расходуется на брожение теста и участвует в процессе выпечки, определяя вкус и аромат хлеба.[10] Интенсивность протекания всех рассмотренных процессов зависит от температуры. Оптимальная температура для спиртового брожения в тесте около 35 °С, а для молочнокислого – 35...40 °С, поэтому повышение температуры теста влечет за собой усиление нарастания кислотности. Кроме того, с повышением температуры теста в нем усиливаются биохимические процессы, ослабляется клейковина, увеличиваются ее растяжимость и расплываемость. Оптимальная температура брожения 26...32 °С. Повышенную температуру можно рекомендовать для приготовления теста из сильной муки, тесто из слабой следует готовить при более низкой температуре. Таким образом, температура является основным фактором, регулирующим технологического процесса приготовления теста.
Обминка теста
В процессе брожения тесто, которое готовится порционно, подвергается обминке, т. е. кратковременно повторному промесу в течение 1,5...2,5 мин. При этом происходит равномерное распределение пузырьков диоксида углерода в массе теста, улучшается его качество, мякиш хлеба приобретает мелкую, тонкостенную и равномерную пористость (таблица 5).[10]
Таблица 5 - Физико-химические показатели качества хлеба
Разделка теста
Разделка пшеничного теста включает в себя деление теста на куски, округление, предварительную расстойку, формование тестовых заготовок и окончательную расстойку. Пшеничное тесто вследствие своей упругости и сравнительно Для получения одинаковых объемов теста при делении применяют мерные карманы или отрезают (штампуют) куски теста определенных размеров, или регулируют частоту качания отсекающего ножа при постоянной скорости выхода теста из машины. Для получения кусков равной массы крайне важно, чтобы в тестоделительное устройство машины поступало тесто, однородное по плотности. Основным показателем качества работы тестоделительной машины является точность массы тестовых заготовок. Допускается отклонение в сторону увеличения массы штучного крупного (более 200 г) изделия не более 3% для одного и 2,5% для 10 шт. изделий от заданной величины. При этом следует иметь в виду, что масса тестовой заготовки должна быть больше массы будущего изделия на величину потерь при разделке и выпечке (упек) и хранении хлеба в экспедиции (усушка).
Предварительная расстойка – выдержка округленных заготовок из пшеничного теста в состоянии покоя в течение 5-8 мин. Этого времени достаточно, чтобы в куске теста рассосались внутренние напряжения, возникшие в результате механического воздействия на тесто при делении и округлении (явление релаксации). При расстойке куски теста увеличиваются в объеме, улучшаются физические свойства и структура теста. Предварительная расстойка осуществляется обычно на ленточных транспортерах, проложенных вдоль шкафов окончательной расстойки на уровне 2,5-3 м от пола цеха. Формование изделий осуществляется на формующих закаточных машинах сразу после предварительной раестойки. Изделиям придается форма, свойственная данному сорту хлеба: цилиндр с тупыми округлениями по концам для батонов и с заостренными концами для городских булок, жгутики для плетения хал и т.п. Для придания тестовой заготовке цилиндрической формы используются валково-ленточные закаточные машины. Окончательная расстойка необходима в связи с тем, что при формовании из тестовых заготовок почти полностью вытесняется углекислый газ, нарушается пористая структура теста. Для получения хлеба с хорошей пористостью и большим объемным выходом необходимо, чтобы тестовые заготовки «подошли», т. е. увеличились в объеме и приобрели равномерную пористую структуру. Для этого тестовые заготовки и подвергаются перед выпечкой окончательной расстойке. Для изделий из пшеничной муки это вторая расстойка после предварительной.[10]
Окончание расстойки обычно устанавливают по внешнему виду и объему кусков. На автоматизированных линиях регулируется длительность этого процесса. Длительность расстойки колеблется в широком диапазоне – от 25 до 120 мин в зависимости главным образом от массы кусков и рецептуры теста. Чем меньше масса куска, тем длительнее расстойка. Сдобное тесто расстаивается более длительное время, чем несдобное. Повышение температуры (не более 45° С) и относительной влажности воздуха (не более 90%) сокращает длительность расстойки на 20-30%. Нежелательны недостаточная и избыточная расстойка.
Выпечка хлеба
Заключительным звеном приготовления хлеба является выпечка. Она осуществляется в хлебопекарных печах различной конструкции. В промышленности применяются печи с тупиковыми и сквозными (тоннельными) хлебопекарными камерами. В тупиковых печах с помощью автоматических посадчиков тестовые заготовки помещаются на подики люлек, подвешенных на цепях печного конвейера. Люльки с заготовками перемещаются конвейером по хлебопекарной камере. В конце выпечки на выходе из печи в результате поворота люльки на 45° готовые изделия выгружаются на ленточный транспортер, подающий их на укладку. Печной конвейер движется периодически, чередуя остановку в момент загрузки подиков новой порцией кусков теста с движением. Время полного оборота конвейера равно длительности выпечки, которая регулируется в широких пределах (10-60 мин) с помощью реле времени.[10]
Изменения характеризующие переход тестовой заготовки в процессе выпечки в хлеб, являются результатом целого комплекса процессов: физических, микробиологических, коллоидных и биохимических. Однако в основе всех процессов лежат физические явления – прогревание теста и вызываемый им внешний влагообмен между тестом – хлебом и паровоздушной средой пекарной камеры и внутренний тепломассообмен в Физические процессы. В начале выпечки тесто поглощает влагу в результате конденсации паров воды из пекарной камеры; в этот период масса куска теста – хлеба несколько увеличивается. После прекращения конденсации начинается испарение влаги с поверхности. Часть влаги при образовании корки испаряется в окружающую среду, а часть (около 50 %) переходит в мякиш. Вследствие этого содержание влаги в мякише горячего хлеба на 1,5...2,5 % выше содержания влаги в тесте. Микробиологические и биохимические процессы. В первые минуты выпечки спиртовое брожение внутри теста ускоряется и при 35 °С достигает максимума. В дальнейшем брожение затухает и при 50 °С прекращается, так как дрожжевые клетки отмирают, а при 60 °С приостанавливается жизнедеятельность кислотообразующих бактерий. В результате остаточной деятельности микрофлоры во время выпечки в тесте – хлебе увеличивается содержание спирта, диоксида углерода и кислот, что повышает объем хлеба и улучшает его вкус.[11]
Коллоидные процессы. Белки и крахмал при выпечке претерпевают существенные изменения. При 50...70 °С одновременно протекают процессы денатурации (свертывания) белков и клейстеризации крахмала. Белки при этом выделяют воду, поглощенную при замесе теста, уплотняются, теряют эластичность и растяжимость. Прочный каркас свернувшихся белков закрепляет форму хлеба. Влага, выделенная белками, поглощается крахмалом. Однако, этой влаги недостаточно для полной клейстеризации крахмала процесс протекает сравнительно медленно и заканчивается прогреве мякиша до 95...97 °С. Клейстеризуясь, крахмальные зерна прочно связывают влагу, поэтому мякиш хлеба кажется более сухим, чем тесто.
Режимы выпечки
Определяются степенью увлажнения среды пекарной камеры, температурой в различных ее зонах и продолжительностью процесса. Режим выпечки зависит от сорта хлеба, вида и массы изделия, качества теста, свойств муки, а также конструкции печи. Решающим фактором является масса тестовой заготовки. Продолжительность выпечки колеблется от 8...12 мин. для мелкоштучных изделий. Для большинства пшеничных и изделий режим выпечки включает три периода. В первый период выпечка протекает при высокой относительной влажности (до 80 %) и сравнительно низкой температуре паровоздушной среды пекарной камеры (110...120 °С) и длится 2...3 мин. Второй период идет при высокой температуре и несколько пониженной относительной влажности газовой среды. При этом образуется корка, закрепляются объем и форма изделий. Третий период – это завершающий этап выпечки. Он характеризуется менее интенсивным подводом теплоты (180 °С), что приводит к снижению упека.[11]
Это потери массы теста (%) при выпечке, которые выражаются разностью между массами теста и горячего хлеба, отнесенной к массе теста. Около 95 % этих потерь приходится на влагу, а остальная часть – на спирт, диоксид углерода, летучие кислоты и др. Упек составляет 6...14 % и зависит от формы хлеба: у формового хлеба он меньше, чем у подового. Для снижения упека увеличивают массу хлеба, а на завершающем этапе выпечки повышают относительную влажность воздуха снижают температуру в пекарной камере.
Хранение хлеба
В процессе остывания происходит перераспределение влаги внутри хлеба, часть ее испаряется в окружающую среду, а влажность корки и слоев, лежащих под ней и в центре изделия, выравнивается. В результате влагообмена внутри изделия и с внешней средой масса хлеба уменьшается на 2...4 % по сравнению с массой горячего хлеба. Этот вид потерь называется усушкой. Для снижения усушки хлеб стремятся как можно быстрее охладить, для этого понижают температуру и относительную влажность воздуха хлебохранилища, уменьшают плотность укладки хлеба, обдувают хлеб воздухом температурой 20 °С. На усушку влияют также влажность мякиша, так как увеличение влажности хлеба вызывает возрастание потерь на усушку, и масca хлеба: чем больше масса хлеба, тем меньше усушка. У подового хлеба усушка меньше, чем у формового.
Тестомесильные машины
Тестомесильные машины периодического действия «Стандарт» и Т1-ХТ2А (рисунок 4) применяются на хлебозаводах малой и средней мощности и предназначены для замеса опары и теста из пшеничной и ржаной муки в подкатных дежах вместимостью 330 л.
Рисунок 4 - Тестомесильная машина «Стандарт»
Машина «Стандарт» состоит из станины 1, закрепленной на фундаментной плите 2. Внутри станины расположен приводной электродвигатель 3, а снаружи — червячный вал 5, служащий для вращения подкатной дежи 10. Она смонтирована на трехколесной каретке 7, которая накатывается на фундаментную плиту и закрепляется на ней с помощью упора и специального фиксатора 8. При этом имеющийся на деже зубчатый венец 9 входит в зацепление с червячным валом 5. Дежа закрывается крышкой 6. Сверху на станине расположен червячный редуктор 13, приводимый в движение от электродвигателя через клиноременную передачу 11 и фрикционную муфту 12. Месильный рычаг 4 на нижнем конце имеет лопасть, которая и осуществляет замес теста в деже.[14] Верхний конец месильного рычага с помощью подшипника шарнирно соединен с колесом червячного редуктора и благодаря промежуточной шаровой опоре совершает поступательное круговое движение. Аналогичное движение совершает и месильная лопасть. Во время работы машины месильная лопасть в нижнем положении проходит плотно возле днища дежи, а в верхнем выходит за плоскость обреза нижней кромки дежи. При этом в начале замеса происходит интенсивное распыление муки. Перемешивание и замес происходят не на всей траектории движения месильной лопасти, а лишь на 20 %, что существенно снижает КПД машины. Замес осуществляется при постоянной частоте вращения месильного рычага (п = 23,5 об/мин), поэтому на машине невозможно обеспечить различную интенсивность замеса на отдельных стадиях процесса.
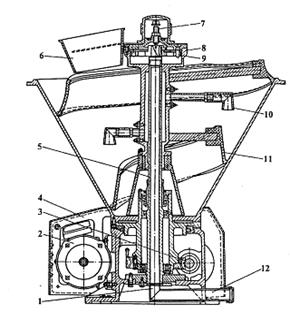
Тестоделительная машина
Рисунок 5 – Тестоделительная машина со шнековым нагнетателем и поворотной делительной головкой ХДФ-2М
Регулирование массы кусков теста производится путем изменения объема мерного кармана в результате сближения или удаления половинок поршня с помощью винта и пружины.[14] Машина приводится в движение от электродвигателя 16. Движение клиноременной передачи 15 передается на блок 11 шкива и звездочки, полый вал которых установлен на шариковых подшипниках на главном валу 10. Цепная передача 12 передает движение на блок звездочек 13, от которого цепной передачей 14 вращается вал 18. От этого вала цепной передачей 9 приводится во вращение главный вал 10 с нагнетательным шнеком 7. От вала 18 цепной передачей 20 приводится в движение ленточный транспортер 1. От главного вала цепной передачей 17 вращение непрерывно передается ведущему валу, а от него — делительному барабану. Прерывистое движение барабана осуществляется с помощью специального механизма. Тестоделитель выпускается с загрузочным бункером, который имеет заслонку, предназначенную для регулирования подачи теста в воронку делителя с помощью штурвала 8. Для предупреждения попадания инородных предметов в делительный механизм и выравнивания давления по поперечному сечению отвода между фланцами отвода и корпуса шнека вставлена решетка 4. Левый конец шнека у решетки расположен в опорной чугунной втулке, которая соединена с фланцем четырьмя спицами. Тестоделительные машины (рисунок 5) со шнековым нагнетанием отличаются простотой конструкции и значительным механическим воздействием на полуфабрикат. Однако такое воздействие нежелательно при обработке пшеничного теста. Другим недостатком этих машин является значительное колебание давления в мерных карманах ввиду непрерывного вращения шнека и периодического отбора отмеренных кусков.
Тестовые заготовки, поступающие в формующую машину, в зависимости от вида изделия имеют различные массу и состав, поэтому требуют разного механического воздействия. Обычно формование осуществляется между двумя поверхностями рабочих органов машины. Поверхность, которая обеспечивает перемещение заготовки, называется несущей, а поверхность, придающая ей определенную форму путем изменения направления движения, - формующей. Округление необходимо для сглаживания всех неровностей на поверхности кусков и создания пленки, которая препятствует выходу газов из теста при предварительной расстойке. Наличие пленки дает увеличение объема и равномерную пористость мякиша после выпечки. Для обработки тестовых заготовок батонообразных изделий используется округлитель конического типа с внутренней спиралью (рисунок 5). Внутри корпуса 4 размещены приводной электродвигатель 2, двухступенчатая клиноременная передача и червячный редуктор 3. Внутри пустотелого вала червячного колеса 1 расположен пустотелый вал 5, на котором закреплены формующая спираль 11 и воздухоподающие патрубки 10, служащие для обдувки заготовок воздухом с целью устранения залипания теста на рабочих поверхностях.[14]
Рисунок 6 - Округлитель конического типа с внутренней спиралью
Тестовые заготовки подаются через загрузочную воронку 6 на дно чаши, где захватываются внутренней поверхностью вращающейся чаши и перемещаются по спиральному желобу вверх, совершая при этом сложные движения, в результате чего им придается шарообразная форма. После округления тестовые заготовки выбрасываются на приемный ленточный транспортер. Благодаря увеличению окружной скорости к выходу происходит Увеличение интервала между заготовками, что предупреждает их сдваивание. Однако в нижней части машины, где скорость наименьшая и подъем спирального желоба более крутой, возможно сдваивание кусков теста. Во избежание этого необходимо обеспечивать ритмичную подачу тестовых заготовок. Для установления выходного участка спирали в нужном для согласования технологического потока направлении спираль можно поворачивать и фиксировать с помощью диска с отверстиями 8 и Пальца 9. Для регулирования зазора между стенкой чаши и формующей спиралью служит винт 7. Заготовки подаются через приемную воронку 6. Изменяя положение загрузочной воронки, можно менять в небольших пределах длительность проработки заготовок в округлителе. Воздух для обдувки подается в машину по трубе 12. В приводе предусмотрена двухручьевая клиноременная передача с различным передаточным числом; это позволяет предусмотреть две частоты вращения чаши.
Печь конвеерная
Конвейерные хлебопекарные печи (рисунок 7) имеют наибольшее распространение не только среди конвейерных печей, но и среди любых печей, устанавливаемых на хлебозаводах. Эти печи позволяют вырабатывать практически все виды продукции Печь состоит из каркаса 1, к которому крепится обшивка из листовой стали. Внутри обшивка покрыта изоляцией из листового асбеста и совелитовых плит. В пекарной камере расположен люлечно-подиковый конвейер 2 с шарнирно подвешенными, в вертикальном положении люльками 7 с керамическими слегка вогнутыми подиками. Размер люльки 1100´390 мм. В печи с газовым обогревом количество люлек на конвейере 20, общая их площадь 8,6 м2.
Рисунок 7 - Хлебопекарная печь ГПГ для выпечки грузинского хлеба
В месте посадки 5 тестовых заготовок люлька переводится в слегка наклонное положение, что облегчает укладку заготовок на керамические подики. После загрузки люлька вновь возвращаете в вертикальное положение. Движение конвейера непрерывное. Конвейер имеет четыре' вала: приводной 4, натяжной 6 и два промежуточных. Цепь конвейера роликопластинча-тая с шагом 140 мм. Внутри пекарная камера обогревается беспламенными газовыми горелками 3 инфракрасного излучения. Всего в печи размещены 6 горелок, которые интенсивно нагревают керамические подики с тыльной стороны. Горелки рассчитаны для сжигания газа среднего и низкого давления, оборудованы электрозапальниками и электромагнитными клапанами. Для удаления продуктов сгорания газа в верхней части печи предусмотрены два люка 8 с шиберами, которые присоединяются к вытяжной трубе.[14]
Хлебоукладочный агрегат
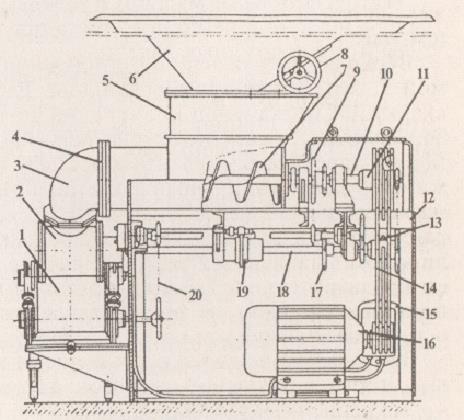
Хлебоукладочный агрегат (рисунок 8) предназначен для укладки хлеба в лотки и установки последних в контейнер. Конструкция агрегата состоит из двух цепных полочных подъемников (элеваторов) — приемного 3 и подающего 1, между которыми устанавливается контейнер 4 с порожними лотками, механизма 2 для укладки хлеба в лотки, механизма 11 для горизонтального перемещения загруженных лотков на полки контейнера и выталкивания из него порожних лотков и устройства для досылки пустых лотков на полки приемного подъемника. Агрегат можно расположить на двух этажах здания или на одном этаже с площадкой. Механизмы для укладки хлеба в лотки и перемещения их в подающий подъемник находятся на втором этаже или на площадке, а приемный и подающий подъемники с механизмами для горизонтального перемещения лотков в контейнер и досылки пустых лотков на полки подающего подъемника, а также устройство 6 для установки и центровки контейнера между подъемниками — на первом этаже. Механизм для горизонтального перемещения загруженных лотков на полки контейнера состоит из вертикальной каретки, опорные ролики которой двигаются по направляющим 10. Каретка тягой с пружиной соединена с кулисным механизмом 9, совершающим качательное движение от привода 8. Механизм горизонтального перемещения лотков связан с механизмом досылки лотков тягой 7. Механизм досылки лотков предназначен для добавочного перемещения лотков на полки приемного подъемника и образования зазора между ними и лотками, оставшимися на контейнере. Это необходимо для последующего вертикального передвижения лотков, находящихся на подъемнике. Механизм представляет собой сдвоенные штанги с рычагами по числу перемещаемых лотков, на концах которых расположены захваты с пружинами. Штанга шарнирно соединена с двуплечим рычагом, связанным тягой с механизмом горизонтального перемещения лотков на контейнере.
Рисунок 8 – Хлебоукладочный агрегат
Механизм для укладки формового хлеба состоит из транспортера, неподвижного спуска, питателя, упора с датчиком, боковых и задней стенок и пары створок, образующих прямоугольник с размерами, соответствующими внутренним размерам стандартного лотка, а так же данный механизм содержит автоматический выключатель . Предварительно ориентированные буханки хлеба транспортером подаются на спуск до упора с датчиком. Датчик подает электросигнал для включения питателя, совершающего возвратно-поступательное движение. Питатель попарно вталкивает буханки на закрытые створки. После того как питатель сделает заданное число ходов, створки расходятся и буханки падают в лоток. Для уменьшения высоты падения лоток предварительно несколько поднимается. После загрузки лоток опускается и перемещается в подающий подъемник.
Предварительно ориентированные батоны транспортером и по неподвижному спуску подаются к питателю, толкатель которого имеет вогнутый профиль. Боковые стенки механизма укладки раздвинуты на величину, достаточную для свободного прохода двух батонов наибольшей длины. Толкатель, передвигая батоны на закрытые створки, одновременно поворачивает их на небольшой угол. Когда на створках накопится пять пар батонов, боковые стенки сходятся, одновременно поворачивая батоны в виде «елочки». После этого створки открываются и батоны укладываются в лоток. Затем он опускается, а на его место механизмом перемещения устанавливается пустой лоток.[14] Для учета количества готовой продукции в механизированных хлебохранилищах каждый хлебоукладочный агрегат снабжен счетчиком, на котором путем подачи импульсов фиксируется число заполненных контейнеров. Агрегат для укладки подового хлеба в безлотковые контейнеры состоит из функционально связанных механизмов: питателя, распределительного конвейера и накопителя, а так же данный агрегат имеет в своем составе электрооборудование. Питатель выполнен в виде ленточного конвейера с механизмом для отсчета батонов и установленного над ним цепного пересадчика. Все механизмы питателя смонтированы на общей раме. В зависимости от схемы подачи хлеба от печи и расположения устройств в хлебохранилище ленточный конвейер питателя может иметь правое или левое исполнение.[14]
Тепловой баланс
Уравнение теплого баланса пекарной камеры составляется на 1кг горячих изделий, так как масса их изменяется при остывании. Уравнение теплового баланса имеет следующий вид (1) : qп.к = q1+q2+q3 +q4+q5+q6+q7+q8 , (1)
q1 - расход тепла на выпечку теоретический, то есть полезно используемое тепло, Дж/кг; q2 - потери на перегрев пара, Дж/кг; q3 - потери тепла с вентиляционным воздухом, Дж/кг; q4 - потери тепла в окружающую среду транспортными устройствами и приспособлениями, Дж/кг; q5 - потери тепла в окружающую среду через ограждения пекарной камеры, Дж/кг; q6 - потери тепла фундаментом, Дж/кг; q7 - потери тепла излучением через отверстия пекарной камеры в окружающую среду, Дж/кг ; q8 - тепло, затрачиваемое на аккумуляцию или получаемое вследствие аккумуляции в печах, Дж/кг (q8=0). Далее приводятся расчетные формулы для определения составляющих уравнения теплового баланса: а) Теоретический расход тепла на выпечку. Это тепло расходуется для нагрева теста до оптимальной температуры, на перегрев ее пара до температуры камерной смеси при выходе из пекарной камеры и на испарение влаги из теста. Рассчитывается по формуле (2):
q1=gуп * (i1-i2) +g1c1*(i1-i2) +(g2c2+w2c3)(i3-i2) Дж/кг (2)
где gуп - упек относительно горячей батона в кг/кг (gуп =0.09кг/кг); i1- энтальпия перегретого пара при температуре камерной смеси, которая принимается в пределах 180-250 °С, и атмосферном давлении, в Дж/кг (no I-s-диаграмме для водяного пара i1=2810*103 при температуре 180°С при выходе);
g1 - содержание корки, принимаемой за абсолютно сухое вещество, кг/кг (gl=0.2); с1 - теплоемкость корки в Дж/(кг.град) принимается в пределах 1255-1676 (примем 1300); t1 - температура корки, °С, вычисляется как среднеарифметическая между температурой поверхности корки и слоя, граничащего с мякишем; температура корки обычно равна 150 °С, а слоя, граничащего с мякишем, 105°С, тогда: t1=(150+105)/2=127,5 °С где t2 -температура теста, поступающего в пекарную камеру, °С (принимается, 40); g2 - содержание сухого вещества в мякише 1 кг горячего изделия кг/кг; с2 - теплоемкость сухого вещества мякиша, Дж/(кг.град) принимается с2=с1=1300Дж/(кг.град); w2 - содержание общей влаги в 1 кг изделия в момент выхода из пекарной камеры, определяемое анализом для данного сорта, в кг/кг (w2=0.43кг/кг); с3 -теплоемкость влаги в изделиях, Дж/(кг.град) (с3=4200дж/кг.град); t3 -средняя температура мякиша, °С (t3=95-99); примем t3 =97°С Содержание сухого вещества в мякише 1 кг горячего изделия определяется по формуле : g2=1-(w1+g1) где w1 - влажность мякиша, кг/кг (w1=47 % или 0,47 кг/кг); g1- содержание корки, принимаемой за абсолютно сухое вещество, кг/кг (g1=0.18). g2 = 1-(0,47+0,18)=0,35 кг/кг Определяем расход тепла:
б) Потери тепла на перегрев пара. В печи увлажнение производится только паром, то расчет ведем по формуле (3):
q2 = d(i1-i3) Дж/кг (3)
где d - количество насыщенного пара, которое поступает в пекарную камеру, на 1 кг горячей продукции; расход пара на увлажнение пекарной камеры в печи при выпечке батонов развесом 0,4 кг из муки высшего сорта составляет 110 кг на 1 т изделий, следовательно, d = 0,13 кг/кг; i1 - энтальпия перегретого пара в Дж/кг при температуре пар увлажнительной зоны пекарной камеры 180°С и давление 980,7 кН/м2; из i-s-диаграммы i1= 2810*103 Дж/кг; i3 - энтальпия насыщенного пара в Дж/кг; давление насыщенного пара, подаваемого в пекарную камеру, равно 1175 кН/м2 при степени сухости 0,85; по i-s - диаграмме находим i3=2350*103 Дж/кг. Тогда q2 = 0,13(2810*103-2350*103) = 59,8*103 Дж/кг.
в) Потери тепла с вентиляционным воздухом. Тепло, которое расходуется на нагрев вентиляционного воздуха также относится к потерям и вычисляется приближенно по формуле (4):
q3= где w1 - количество пара, поступающего в пекарную камеру в результате испарения влаги из выпекаемого изделия, кг/кг (w1 = Gуп =0.07 кг/кг);
х1 -количество килограммов влаги, которое содержится в 1 кг сухого вентиляционного воздуха при выходе из пекарной камеры, которое определяется из I-s- диаграммы для влажного воздуха по заданным температуре среды пекарной камеры (tk=175°С) и ее относительной влажности ( х2 - количество килограммов влаги, которое содержится в 1 кг сухого вентиляционного воздуха при входе его в пекарную камеру, которое определяется из I-s-диаграммы для влажного воздуха по заданным температуре воздуха пекарного зала (tв =27°С) его относительной влажности ( ср -изобарная массовая теплоемкость воздуха, Дж/(кг.град) (ср=1030); tk – температура выходящей из пекарной камеры паровоздушной смеси, °С (tk=180-200); te -температура входящего в пекарную камеру воздуха ,°C(tв =20-25). q3 = г) Потери тепла q4 транспортными приспособлениями. Они отсутствуют, поэтому принимаем q4 = 0 д) Потери тепла в окружающую среду через ограждения пекарной камеры. При известных размерах и материале стенок пекарной камеры, площади теплопередающей поверхности (Fcm, м2) температуре среды пекарной камеры (t'k° С) и температуре окружающего воздуха (tв°C). Потери тепла в окружающую среду определяются по формуле (5):
где K -коэффициент теплопередачи через стенку от среды пекарной камеры к окружающему воздуху, Вт/(м2,°С); Fcm- площадь теплопередающей поверхности, м2 (для печи Fсm=41.5 м; Geп - часовая производительность печи), кг/ч ; t'k - температура среды пекарной камеры, при выпечке батонов развесом 0.4 кг t'k=260,°С; te -температура окружающего воздуха, °С (tв=27). Определяем коэффициент теплопередачи: K = где
где
Определяем коэффициент теплопередачи : K Часовую производительности печи определяем по формуле : Gr.n. = где N- количество люлек в печи; N = 225-100; n-количество изделий на люльке ; при выпечке батонов развесом 0,4 кг n=18; g - масса одного изделия в кг ; из условия g = 0,4 кг;
Gгн=60*150*18*0,4/55=1178.18 кг/ч q5=
е) Потери тепла фундаментом. Принимаем q6 =43 000 Дж/кг
ж) Потери тепла излучением через загрузочное отверстие пекарной камеры. Для большинства конструкций печей эти потери принимаются равными 8000÷47000 Дж/кг Примем q7 =18000 дж/кг з) Потери тепла вследствие аккуляции q8 для конвейерных печей работающих непрерывно равны 0. Следовательно q8 = 0 Проведя все необходимые расчеты, количество тепла, передаваемого в пекарную камеру, на 1 кг горячей продукции, по формуле определяем как:
qп.к. =q1+ q2+ q3+ q4 + q5+ q6 + q7+ q8 qп.к=445975+59800+123748 +0+15718.334+43000+18000+0=706241Дж/кг. Часовой расход тепла в пекарной камере, отнесенный к горячей продукций определяется: q=qп.к.*Gгп q=706241 * 1178,18=832079,021*10 3 Дж/ч
Коэффициент полезного действия пекарной камеры характеризует степень использования тепла, внесенного в пекарную камеру, и вычисляется по формулам (6):
где qnк - количество тепла, передаваемого в пекарную камеру, на 1 кг горячей продукции, Дж/кг, qпк = 706241 Дж/кг; q1 - теоретический расход тепла на выпечку, т.е. полезно используемое тепло, Дж/кг, q1= 445975 Дж/кг. По формуле (13):
Тепловой баланс печи вычисляется по формуле (7):
в полном виде запишется так : В
Gгн - часовая производительность печи, кг/ч; q1 - теоретический расход тепла на выпечку изделий, Дж/кг; qвп - тепло, переданное нагреваемому воздуху, Дж/ч (qвп=2070*103);
Учитываются потери тепла в следующих элементах печи: топке q п T; пекарной камере
Потери тепла в топке
где В- часовой расход топлива, кг/ч;
Потери пекарной камеры (9):
где q3- потери тепла с вентиляционным воздухом, Дж/кг; q4 - потери тепла в окружающую среду транспортными устройствами и приспособлениями, Дж/кг; q5 - потери тепла в окружающую среду через ограждения пекарной камеры, Дж/кг;
q7 - потери тепла излучением через отверстия пекарной камеры в окружающую среду, Дж/кг. q3=123748 Дж/кг q4=0 q5=15718.334 Дж/кг q6=43000 Дж/кг q7=18000 Дж/кг Поставим все значения и по формуле потери пекарной камеры равна:
Потери тепла каналами(10):
где В -часовой расход топлива, кг/ч; I1-энтальпия дымовых газов при входе в канал, кг/ч(I1=38000); I2 - энтальпия дымовых газов при выходе из канала, Дж/кг (I2=10150);
где Iвх - энтальпия воздуха, поступающего в топку(при 20°С и при влажности 73 % по диаграмме I-х, Iхв=51*103 Дж/кг), Дж/кг;
По формуле суммарные потери тепла печью определяются суммой:
Уравнение описывается так :
По уравнению часовой расход топлива выражается формулой :
В наши дни хлебопекарное производство приняло широкие промышленные масштабы. Большие хлебозаводы и маленькие пекарни в погоне за новыми идеями и технологиями. В поиске путей для поднятия прежних традиций выпечки хлеба, пекари обратили свое внимание на современное хлебопекарное оборудование. Современное хлебопекарное производство характеризуется высоким уровнем механизации и автоматизации технологических процессов, внедрением новых технологий и постоянным расширением ассортимента хлебобулочных изделий, а также развитием предприятий малой мощности различных форм собственности. Для того, чтобы правильно организовать производство и выпускать конкурентоспособную продукцию необходимо учитывать современные тенденции в хлебопечении, вовремя модернизировать производство, расширять ассортимент. В данной работе изучено технологическое оборудование, применяемое в хлебопекарном производстве, история развития хлебопечения, сырье для производства хлеба, а так же виды упаковки хлеба. Полностью рассмотрена технология приготовления хлеба, начиная с приготовления теста и заканчивая выпечкой хлеба. Рассчитаны материальный и тепловой балансы с учетом технологических потерь и затрат.
1. Барабанова Е.Н. Справочник товароведа продовольственных товаров:/ Е.Н. Барабанова.-М.: Экономика, 2004. 2. Гаммидулаев С.Н., Иванова Е.В., Николаева В.Н. Товароведение и экспертиза продовольственных товаров:/ С.Н. Гаммидулаев, Е.В. Иванова, В.Н. Николаева. –М.: Товароведение и Альфа, 2005. 3. Горощенко Л. Хлеб и хлебобулочные изделия:/ Л.Горошенко. –М.: Продовольственный бизнес, 2006. 4. Дремучева Г.Ф. Хлебопекарное и кондитерское производство:/ Г.Ф. Дремучаева. –М.: 2005. 5. Колмаков Ю.В., Капис В.М., Распутин В.М. Технология производства муки, крупы, макарон и хлеба на предприятиях разной мощности:/ Ю.В. Колмаков, В.М. Капис, В.М. Распутин. -М.: ОмГАУ, 2005. 6. Смирнова Н.А. и др. Товароведение зерномучных и кондитерских товаров:/ Н.А. Смирнова. –М.: Экономика, 2004. 7. Цыганова Т.Б. Технология и организация производства хлебобулочных изделий:/ Т.Б. Цыганова. –М.: Академия, 2006. 8. Цыганова Т.Б. Технология хлебопекарного производства:/ Т.Б. Цыганова. –М.: ПрофОбрИздат, 2001. 9. [Электронный ресурс]: - http://agfmpack.ru/interesting/detail/1611/10. Немцова З.С. Основы хлебопечения:/ З.С. Немцова. – М.: Агропромиздат, 2000. – 287с 11. Хлебопродукты, ЖУРНАЛ № 5,2004 г. 12. Журнал "Российское хлебопечение". №6, 2001 г.13. Казаков Е.Д. Биохимия зерна и продуктов его переработки:/ Е.Д. Казаков. – М.: Агропромиздат, 2001г.14.  Хромеенков В.М. Оборудование для хлебопекарного производства: Учеб.для нач.проф.образования. – М.:ИРПО;Изд.центр «Академия», 2000.-320с. Хромеенков В.М. Оборудование для хлебопекарного производства: Учеб.для нач.проф.образования. – М.:ИРПО;Изд.центр «Академия», 2000.-320с.
КУРСОВОЙ ПРОЕКТ на тему: «Технология производства формового хлеба производительностью 40 тонн в месяц»
Выполнил: студент 5 курса дневного отделения факультета ХТ группы СС Григораш И.А. Принял: Долуда В.Ю.
Тверь 2012 Реферат
ХЛЕБОПЕЧЕНИЕ, ХИМИЧЕСКИЙ СОСТАВ, СЫРЬЕ, УПАКОВКА, ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ, ОБОРУДОВАНИЕ, МАТЕМАТИЧЕСКИЙ БАЛАНС, ТЕПЛОВОЙ БАЛАНС. Проект предполагает выпуск хлебобулочных изделий, производительностью 40 т в месяц. Целью данного проекта является: - рассмотрение общей технологии приготовления хлеба; - представление сырья для производства хлеба; - составление аппаратурной схемы; - подбор необходимого оборудования; - расчет материального и теплового балансов, с учетом производственных потерь.
Федеральное агентство по образованию Российской Федерации
Кафедра биотехнологии и химии
ЗАДАНИЕ НА КУРСОВОЙ ПРОЕКТ
Студент Григораш И.А. Группа ХТ 0801СС 1 Тема Технология производства формового хлеба производительностью 40 тонн в месяц
2 Срок представления работы к защите " "декабрь 2012 г.
3 Исходные данные Производительность 40тонн в месяц
Содержание пояснительной записки
4.1 Введение Общие сведения о хлебе и его производстве; цели курсового проекта
Общая часть включает литературный обзор о истории развития хлебопечения, химическом составе и пищевой ценности хлебобулочных изделий; сырье для производства хлеба основное и дополнительное; виды упаковок хлеба; рецептура и виды муки. 4.3 Специальная часть Специальная часть включает описание технологического процесса приготовления хлеба и подробным рассмотрением всех аппаратов; изучено технологическое оборудование, используемое при хлебопечении; посчитан материальный и тепловой баланс. 5 Перечень графического материала Чертежи технологической схемы производства хлеба, основного аппарата - печь конвейерная и составные части печи.
Руководитель /Долуда В.Ю./
Задание принял к исполнению /Григораш И.А./
Тверь 2012
Введение. 7 1 Литературный обзор. 9 1.1 История развития хлебопечения. 9 1.2 Химический состав и пищевая ценность хлебобулочных изделий. 11 1.3 Сырье для производства хлеба. 12 1.3.1 Хранение и подготовка муки к производству. 12 1.3.1.1 Виды муки и её состав. 15 1.3.2 Вода. 22 1.3.3 Соль. 22 1.3.4 Приготовление дрожжей. 23 1.3.5 Дополнительное сырье. 25 1.4 Рецептура. 26 1.5 Виды упаковок хлеба. 27 1.5.1 Виды упаковки. 27 1.5.2 Отсутствие упаковки. 28 1.5.3 Индивидуальные полиэтиленовые пакеты.. 28 1.5.4 Стретч-пленка. 28 1.5.5.Полипропиленовая пленка. 29 1.5.6 Термоусадочная пленка. 29 1.5.7 Пакеты с клипсой. 30 2 Технологическая часть. 31 2.1 Технология производства хлеба. 31 2.1.1 Приготовление теста. 36 2.1.2 Замес теста. 36 2.1.3 Брожение теста. 37 2.1.4 Способы интенсификации созревания теста. 40
2.1.6 Разделка теста и выпечка хлеба. 42 2.1.6.1 Разделка теста. 42 2.1.6.2 Выпечка хлеба. 45 2.1.7 Процессы, происходящие при выпечке хлеба. 45 2.1.8 Режимы выпечки. 47 2.1.9 Упек хлеба. 47 2.1.10 Хранение хлеба. 48 2.2 Ассортимент хлебобулочных изделий. 49 2.3 Технологическое оборудование, применяемое в хлебопекарном производстве 49 2.3.1 Агрегат тестоприготовительный. 50 2.3.2 Тестомесильные машины.. 53 2.3.3 Тестоделительная машина. 55 2.3.4 Округлительные машины.. 57 2.3.5 Печь конвеерная. 59 2.3.6 Хлебоукладочный агрегат. 61 2.4 Материальный баланс производства. 64 2.5 Тепловой баланс. 69 Заключение. 79 Список использованной литературы: 80
Хлеб является гениальным изобретением человечества. Хлебные изделия являются одними из основных продуктов питания человека. Суточное потребление хлеба в разных странах составляет от 200 до 500 г на человека. В России его потребляют традиционно много - в среднем до 400 г в сутки. В хлебе содержатся многие важнейшие пищевые вещества, необходимые человеку; среди них белки, углеводы, витамины, минеральные вещества, пищевые волокна. За счет потребления хлеба человек почти наполовину удовлетворяет свою потребность в углеводах, на треть – в белках, более чем наполовину - в витаминах группы В, солях фосфора и железа. Хлеб из пшеничной обойной или ржаной муки почти полностью удовлетворяет потребность в пищевых волокнах [1,2]. Современное хлебопекарное производство характеризуется высоким уровнем механизации и автоматизации технологических процессов производства хлеба, внедрением новых технологий и постоянным расширением ассортимента хлебобулочных изделий, а также широким внедрением предприятий малой мощности различных форм собственности. Все это требует от работников отрасли высокой профессиональной подготовки, знания технологии и умения выполнять технологические операции по приготовлению пшеничного и ржаного теста, по разделке и выпечке различных видов изделий. [1] Большое значение имеет внедрение более совершенных способов продолжительности брожения теста, что позволяет снизить затраты сухих веществ муки, сократить потребность в емкостях для брожения теста, снизить энергоемкость оборудования. Интенсификация процесса брожения теста достигается за счет увеличения количества прессованных дрожжей, повышения интенсивности механической обработки теста при замесе, применение различных катализаторов, форсирующих созревание хлеба. Использование усиленной механической обработки при замесе позволяет сократить продолжительность брожения теста, приготовленного этими способами. Имеется соответствующее аппаратурное оформление этих технологий, обеспечивающих комплексную механизацию производства, полную механизацию трудоемкого процесса приготовления теста. Проект предполагает выпуск хлебобулочных изделий, производительностью 40 т в месяц. Целью данного проекта является: - рассмотрение общей технологии приготовления хлеба; - представление сырья для производства хлеба; - составление аппаратурной схемы; - подбор необходимого оборудования; - расчет материального и теплового балансов, с учетом производственных потерь.
Литературный обзор
История развития хлебопечения
Из всех пищевых продуктов культурного человека хлеб занимает бесспорно первое место. Точно не установлено, когда человек впервые стал выпекать хлеб. Несомненно, что, начав засевать поля хлебными зернами, человек не мог уже довольствоваться употреблением их в пищу в сыром виде, а стал готовить из них искусственным образом свою пищу. Следовательно начало хлебного производства надо искать в том периоде истории, когда человек бросил кочевую жизнь и начал оседлую, вместе с которой началась культура человека. Следовательно хлебопечение положило начало цивилизации - недаром в мифологии древних народов хлебопечение имеет божественное происхождение. Родина хлебных злаков не установлена, но предполагают, что в диком виде они росли в Средней Азии. По историческим документам известно, что финикияне занимались хлебопашеством и вывозили даже зерно в другие страны. Особенно процветало хлебопашество в древнем Египте, откуда оно перешло к грекам. От последних переняли хлебопашество римляне, которые вместе со своей культурой распространили его в Западной Европе. Все эти народы культивировали преимущественно пшеницу и ячмень. В восточную Европу привезли хлебное зерно (главным образом рожь) восточные народы при своем пришествии из Азии. [2] Первоначально человек готовил себе из хлебных зерен кашу, для чего зерна толклись в деревянной ступке, превращаясь в крупу. Затем стали зерна предварительно поджаривать для облегчения дробления и придания ему сладковатого вкуса (образование декстрина). Кроме того при поджаривании
Приготовленная из такого зерна каша долго существовала, особенно как продовольствие армии в походе. Известна например “Римская каша”, которая изготовлялась из смеси поджаренной пшеничной крупы с водой. По словам римского писателя Полибия легионы Сципиона питались исключительно зерновой кашей и жареным мясом. Тит Ливий повествует, что в поход брали иногда готовую холодную зерновую кашу, которую помещали в походные котелки. Ее ели в холодном и разогретом виде, прибавляя туда сала. Зерновую кашу стали постепенно делать гуще, зерно дробить все мельче, пока наконец не перешли к муке, из которой стали приготовлять тесто, выпекаемое в хлеб. Но так как тесто не подвергалось первоначально брожению, то хлеб получался плотный в виде лепешек, которые выпекались или на угольях или в горшках. Последний способ сохранился в некоторых странах и по ныне, например на Кавказе у горцев, а также в Персии. Он состоит в том, что изготовленные из теста сырые лепешки накладываются на внутреннюю стенку большого глиняного горшка, который ставят в печь. Когда лепешка выпечется, то она отваливается и падает на дно горшка. Наконец люди научились подвергать тесто брожению (квашению) с помощью разрыхлителей, для придания ему пористости. Такой способ приготовления хлеба известен был в глубокой древности, так например из ветхого завета известно, что евреи отличали пресный хлеб (мацца) от квашеного. С тех пор способ приготовления хлеба мало изменился, усовершенствовалась только техника хлебопекарного дела.[3] Для закваски греки употребляли сушеную смесь муки с виноградным соком, находившимся в брожении. Римляне брали для закваски, как это практикуется теперь, старое тесто, бывшее в брожении.
Приготовленный хлеб выпекался в печах, очень сходных по своему устройству с нашей “русской печью”, что видно из раскопок Помпеи, где нашли даже хлеб в печах. Приготовление теста производилось большей частью ручным способом, но на некоторых древних фресках изображено некоторое подобие тестомесилки. Первоначально не существовало отдельных хлебопекарен, а в каждом хозяйстве приготовлялся хлеб для свой надобности, причем хлебопечением занимались обыкновенно женщины и рабы. В средние века каждый замок или монастырь имели свою мукомольню и хлебопекарню. Таким образом стали вырабатываться специалисты мукомолы и пекаря. Из них то и образовались в средние века цехи мукомолов и пекарей, когда вокруг замков и монастырей стали развиваться города.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-04-10; Просмотров: 638; Нарушение авторского права страницы








 Данный курсовой проект содержит 81 с., 9 рис., 5 таблиц, 14 источников, 3 прил.
Данный курсовой проект содержит 81 с., 9 рис., 5 таблиц, 14 источников, 3 прил. ГОУ ВПО «Тверской государственный технический университет»
ГОУ ВПО «Тверской государственный технический университет» 4.2 Общая часть
4.2 Общая часть








 Содержание
Содержание 2.1.5 Обминка теста. 42
2.1.5 Обминка теста. 42










 приготовления теста. Особенностью таких способов является уменьшение
приготовления теста. Особенностью таких способов является уменьшение
 Таблица 3 - Производственная рецептура
Таблица 3 - Производственная рецептура
 1.5.6 Термоусадочная пленка
1.5.6 Термоусадочная пленка  В последнее время мировые тенденции говорят о том, что упаковка остывшего хлеба уходит в прошлое — настало время быстрой и качественной упаковки горячего хлеба. Кроме того, все больше производителей приходит к резонному выводу о том, что в этом сегменте покупателя надо встречать непосредственно в магазине, и совершенствует графическое оформление своей продукции.[9]
В последнее время мировые тенденции говорят о том, что упаковка остывшего хлеба уходит в прошлое — настало время быстрой и качественной упаковки горячего хлеба. Кроме того, все больше производителей приходит к резонному выводу о том, что в этом сегменте покупателя надо встречать непосредственно в магазине, и совершенствует графическое оформление своей продукции.[9]












 cp(t вых – tв) Дж/кг (4)
cp(t вых – tв) Дж/кг (4) =43%), х1=0.43 кг/кг;
=43%), х1=0.43 кг/кг; =73-75 %); следовательно , при температуре воздуха цеха 27°С и относительной влажности 74%, x2=0,152 кг/кг;
=73-75 %); следовательно , при температуре воздуха цеха 27°С и относительной влажности 74%, x2=0,152 кг/кг; 1030(190-23) = 123748,2 = 123,748*103 Дж/кг или q3=123,748 кДж/кг
1030(190-23) = 123748,2 = 123,748*103 Дж/кг или q3=123,748 кДж/кг (t'k - tв) Дж/кг (5)
(t'k - tв) Дж/кг (5) Вт/(м2 .град)
Вт/(м2 .град)  1 -коэффициент теплоотдачи от поверхности наружной стороны стенки печи в цех, Вт/(м2.град),
1 -коэффициент теплоотдачи от поверхности наружной стороны стенки печи в цех, Вт/(м2.град),  - суммарное термическое сопротивление ограждения пекарной камеры, если ограждение состоит из нескольких различных материалов;
- суммарное термическое сопротивление ограждения пекарной камеры, если ограждение состоит из нескольких различных материалов;  - толщина слоя материала ограждения, м;
- толщина слоя материала ограждения, м;  -коэффициент теплопроводности слоя, Вт/(м2.град)
-коэффициент теплопроводности слоя, Вт/(м2.град)
 -коэффициент теплопроводности кирпичной кладки, Вт/(м.град),
-коэффициент теплопроводности кирпичной кладки, Вт/(м.град),  =0,035),
=0,035),
 Вт/(м2.град)
Вт/(м2.град) кг/ч
кг/ч  - время подооборота в мин (в данном случае время выпечки для батонов 0,4кг);
- время подооборота в мин (в данном случае время выпечки для батонов 0,4кг);  (260 - 27) = 15718.334 Дж/кг
(260 - 27) = 15718.334 Дж/кг или
или  Дж/ч (7)
Дж/ч (7) Дж/ч
Дж/ч  -теплота сгорания Дж/кг ;
-теплота сгорания Дж/кг ; - потери тепла во всех элементах печи.
- потери тепла во всех элементах печи. ; каналах
; каналах  и потери тепла с уходящими дымовыми газами
и потери тепла с уходящими дымовыми газами  . Следовательно:
. Следовательно: Дж/ч
Дж/ч определяется по формуле (8):
определяется по формуле (8): Дж/кг (8)
Дж/кг (8) (q3+q4+q5+q6+q7)Дж/ч (9)
(q3+q4+q5+q6+q7)Дж/ч (9) - производительность печи, кг/ч (
- производительность печи, кг/ч (  Дж/кг (10)
Дж/кг (10) -коэффициент полезного действия канала, величина которого зависит от его конструкции и размещения в пекарной камере и колеблется в пределах 0,7-0,95. Потери тепла с уходящими дымовыми газами подробно рассматриваются во втором разделе. Если не учитывать подогрев топлива и воздуха, паровое дутье и рециркуляцию газов, величина этих потерь вычисляется по формуле(11):
-коэффициент полезного действия канала, величина которого зависит от его конструкции и размещения в пекарной камере и колеблется в пределах 0,7-0,95. Потери тепла с уходящими дымовыми газами подробно рассматриваются во втором разделе. Если не учитывать подогрев топлива и воздуха, паровое дутье и рециркуляцию газов, величина этих потерь вычисляется по формуле(11): Дж/кг (11)
Дж/кг (11)


 Заключение
Заключение легко отстают оболочки, которые после дробления зерна вполне отделяются пропусканием сквозь сито.
легко отстают оболочки, которые после дробления зерна вполне отделяются пропусканием сквозь сито.






 Наибольшему усовершенствованию подверглось с того времени мукомольное дело. Первоначальная деревянная ступа для измельчения зерна была заменена сперва жерновами, которые растирали зерно ручным способом. В раскопках Помпеи нашли такие мельничные постава. Они состояли из двух камней, из которых нижний имел форму конуса, покоящегося на своем основании, а верхний имел снаружи цилиндрическую форму, а внутри состоял из двух воронкообразных конусов, соприкасающихся вершинами (оба конуса были соединены внутри каналом). Нижняя воронка надевалась с помощью металлического кольца на конус нижнего жернова, а в верхнюю воронку насыпалось зерно, которое, проходя между обоими камнями, перемалывалось.
Наибольшему усовершенствованию подверглось с того времени мукомольное дело. Первоначальная деревянная ступа для измельчения зерна была заменена сперва жерновами, которые растирали зерно ручным способом. В раскопках Помпеи нашли такие мельничные постава. Они состояли из двух камней, из которых нижний имел форму конуса, покоящегося на своем основании, а верхний имел снаружи цилиндрическую форму, а внутри состоял из двух воронкообразных конусов, соприкасающихся вершинами (оба конуса были соединены внутри каналом). Нижняя воронка надевалась с помощью металлического кольца на конус нижнего жернова, а в верхнюю воронку насыпалось зерно, которое, проходя между обоими камнями, перемалывалось.