
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Розрахунок вагонопотоку сортувальної станції та її характеристикаСтр 1 из 4Следующая ⇒
Розрахунок вагонопотоку сортувальної станції та її характеристика
На підставі початкових даних Вашого завдання приймається схема полігону залізниці (як приклад, рисунок 3.1).
Рисунок 3.1 - Схема полігону залізниці
На схемах можна прийняти такі позначення: ◙ - сортувальна станція; ○ - дільнична станція; 1 - довжина дільниці, км; 2 - розміри вантажного руху, пар поїздів/ за добу; 800/650 - добове навантаження (розвантаження) в умовних вагонах; - дільнична швидкість вантажних поїздів, км/год (прийняти 45÷60); - середня вага вантажного поїзда, Q= 42000÷49800 кН; - парк вантажних вагонів за родом: - транзитних потягів, що проходять через станцію – 10 %; - відчеплення вагонів у технічне обслуговування з відчепленням (ТОв) – 0,5 %; - час на огляд поїзда в парку прибуття, хв – 15; - час на огляд поїзда в парку відправлення, хв – 30.
Вагонопотік сортувальної станції - це кількість вагонів, що прослідують через станцію за добу. Вагонопотік сортувальної станції визначається за формулою
де k – кількість дільниць полігону; ni – розміри руху вантажних поїздів за добу на i-ій дільниці, пар поїздів; mср – середня кількість фізичних вагонів у вантажному поїзді, ваг.
Середню кількість фізичних вагонів у вантажному поїзді визначають за формулою
де Qбрср–середня вага поїзда, кН; qбрср– середня вага брутто одного вагона, кН.
Середню вагу брутто одного вагона визначають за формулою
qбрср = r4 ( q4 + p4 φ 4 ) + r8 (q8 + p8 φ8 ), (3.3)
де r4, r8 – частка відповідно чотиривісних та восьмивісних вагонів у складі поїзда (прийняти r4 = 0,97; r8 = 0,03); q4, q8 – тара, відповідно чотиривісних та восьмивісних вагонів, кН (прийняти q4 = 220 кН; q8 = 430 кН); p4, p8 – вантажопідйомність, відповідно чотиривісних та восьмивісних вагонів, кН (прийняти p4 =640 кН; p8 =1250 кН); φ4, φ8 – коефіцієнт використання вантажопідйомності, відповідно чотиривісних та восьмивісних вагонів (прийняти φ4 = 0,8÷0,9; φ8 = 0,75÷0,85).
У відповідності до “СНиП 239–76” у тому випадку, якщо М≤6000 вагонів, сортувальна станція обирається односторонньою (рисунок 3.2), у протилежному випадку – схема сортувальної станції двостороння (рисунок 3.3).
Форма шва і його розміри. Співвідношення між основними параметрами наплавленого шару можна визначити за наступними формулами:
b – ширина шва: b =(2÷4) ∙ dе; (3.22) hнап– товщина наплавленого шару: hнап = (0,8÷1,2) ∙ dе; (3.23)
с – величина перекриття шва: с = b/3. (3.24)
Площа наплавленого валика в цьому випадку визначається за формулою
де hнап – задана товщина наплавленого шару, мм; Sнап – крок наплавлення, мм,
Sнап = (2,5÷4) dе, (3.26) де k1 – коефіцієнт, що враховує відхилення фактичної площі перерізу шару від площі прямокутника, k1 = 0,6÷0,7. Основні розміри стикового шва наведені на рисунку 3.4 [15].
Fн – площа поперечного перерізу наплавленого металу першого (корінного) проходу; F1 – площа наплавленого металу, яка залежить від зазору t; F2 – площа наплавленого металу, яка залежить від висоти і ширини „підсилення“ шва; поперечного перерізу наступних проходів; t – величина зазору в стиковому шві; b – ширина шва; с – величина перекриття шва; α – кут оброблення крайок; S – товщина зварювальної деталі
Рисунок 3.4 - Основні розміри стикового шва
Об’єм наплавленого металу визначається за формулою
де l – довжина шва, мм; m – кількість швів з урахуванням кроку наплавлення, т =1; nнап – кількість шарів наплавлення.
Кількість шарів наплавлення залежить від величини зношування деталей і товщини шару, що наплавляється з урахуванням допуску на механічну обробку після наплавлення, nнап=1,5÷2 мм.
де Тоді маса наплавленого металу визначається за формулою
де γ – питома маса наплавленого металу, γ = 0,0078 г/мм Витрата електродів для зварювання визначається за формулою
де Розрахунок вагонопотоку сортувальної станції та її характеристика
На підставі початкових даних Вашого завдання приймається схема полігону залізниці (як приклад, рисунок 3.1).
Рисунок 3.1 - Схема полігону залізниці
На схемах можна прийняти такі позначення: ◙ - сортувальна станція; ○ - дільнична станція; 1 - довжина дільниці, км; 2 - розміри вантажного руху, пар поїздів/ за добу; 800/650 - добове навантаження (розвантаження) в умовних вагонах; - дільнична швидкість вантажних поїздів, км/год (прийняти 45÷60); - середня вага вантажного поїзда, Q= 42000÷49800 кН; - парк вантажних вагонів за родом: - транзитних потягів, що проходять через станцію – 10 %; - відчеплення вагонів у технічне обслуговування з відчепленням (ТОв) – 0,5 %; - час на огляд поїзда в парку прибуття, хв – 15; - час на огляд поїзда в парку відправлення, хв – 30.
Вагонопотік сортувальної станції - це кількість вагонів, що прослідують через станцію за добу. Вагонопотік сортувальної станції визначається за формулою
де k – кількість дільниць полігону; ni – розміри руху вантажних поїздів за добу на i-ій дільниці, пар поїздів; mср – середня кількість фізичних вагонів у вантажному поїзді, ваг.
Середню кількість фізичних вагонів у вантажному поїзді визначають за формулою
де Qбрср–середня вага поїзда, кН; qбрср– середня вага брутто одного вагона, кН.
Середню вагу брутто одного вагона визначають за формулою
qбрср = r4 ( q4 + p4 φ 4 ) + r8 (q8 + p8 φ8 ), (3.3)
де r4, r8 – частка відповідно чотиривісних та восьмивісних вагонів у складі поїзда (прийняти r4 = 0,97; r8 = 0,03); q4, q8 – тара, відповідно чотиривісних та восьмивісних вагонів, кН (прийняти q4 = 220 кН; q8 = 430 кН); p4, p8 – вантажопідйомність, відповідно чотиривісних та восьмивісних вагонів, кН (прийняти p4 =640 кН; p8 =1250 кН); φ4, φ8 – коефіцієнт використання вантажопідйомності, відповідно чотиривісних та восьмивісних вагонів (прийняти φ4 = 0,8÷0,9; φ8 = 0,75÷0,85).
У відповідності до “СНиП 239–76” у тому випадку, якщо М≤6000 вагонів, сортувальна станція обирається односторонньою (рисунок 3.2), у протилежному випадку – схема сортувальної станції двостороння (рисунок 3.3).
|
Последнее изменение этой страницы: 2019-04-10; Просмотров: 264; Нарушение авторского права страницы
 (3.1)
(3.1)

 (3.2)
(3.2) (3.25)
(3.25)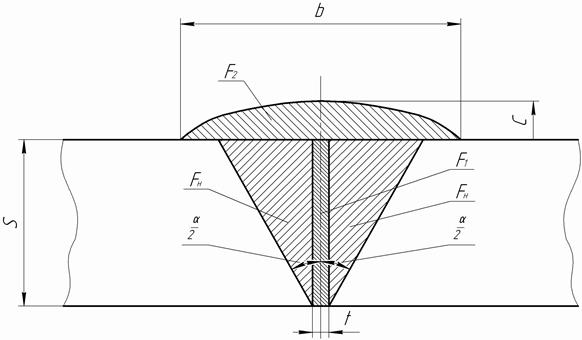
 (3.27)
(3.27) (3.28)
(3.28) – необхідна товщина шару наплавлення з урахуванням допуску на механічну обробку,
– необхідна товщина шару наплавлення з урахуванням допуску на механічну обробку,  (3.29)
(3.29) .
. (3.30)
(3.30) – витрата електродів на 1 кг наплавленого металу (за завданням), кг.
– витрата електродів на 1 кг наплавленого металу (за завданням), кг.