
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Элементы для направления режущего инструмента. Особенности их конструирования в зависимости от назначения. Материалы, твердость. Пути повышения срока службы.
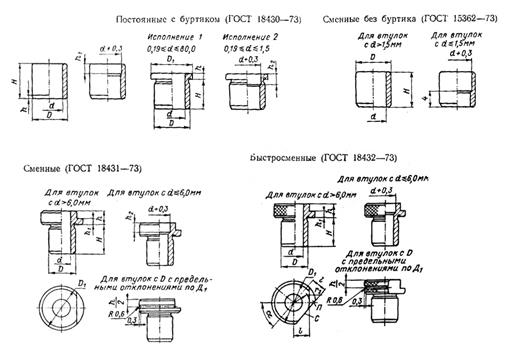
Кондукторные втулки для сверлильных и расточных станков. Кондукторные втулки служат для направления режущего инструмента при обработке отверстий на сверлильных и расточных станках и устанавливаются в кондукторные плиты. Неподвижные кондукторные втулки.
Постоянные втулки без бурта (ГОСТ 18429-73) и с буртом (ГОСТ 18430-73). Применяются при обработке неточных отверстий одним инструментом (сверлом или зенкером) в условиях мелкосерийного производства. Они запрессовываются в кондукторную плиту по посадке H7/n6. Сменные втулки. Применяются при обработке отверстия одним инструментом в условиях крупносерийного и массового производства, когда они изнашиваются и необходима их замена. Они устанавливаются в промежуточные втулки по посадке H7/h6. От проворачиванния и подъема при обработке (под действием сходящей стружки) сменные втулки крепятся головкой винта. Быстросменные втулки. Используются в случаях, когда точное отверстие получается путем последовательного применения нескольких инструментов, для каждого из которых требуется своя втулка (например) сверло, зенкер, развертка и т.п. Быстросменные втулки устанавливаются в промежуточных втулках по посадке H7/g6 или H7/g5. В такой конструкции не надо вращать винт для смены втулки. Он препятствует осевому смещению втулки. Промежуточные втулки. Служат для установки сменных или быстросменных втулок в приспособлениях. Они монтируются в корпусах или кондукторных плитах по посадке H7/n6. Допуски на диаметр отверстия для прохода сверл и зенкеров устанавливаются по посадке F8/h6, а для разверток – G7/h6. Применение кондукторных втулок устраняет операцию разметки, уменьшает увод сверла и разбивку обрабатываемых отверстий, точность которых заметно увеличивается по сравнению с обработкой без кондуктора. Расстояние h от нижнего торца кондукторной втулки до поверхности обрабатываемой детали принимается равным (1/3 - 1)d, где d – диаметр отверстия втулки под инструмент. При обработке хрупких материалов (чугун, бронза) выбирается минимальное расстояние, а при обработке вязких (стали и пр.) - максимальное. Для зенкерования В качестве материалов при изготовлении кондукторных втулок применяются: - сталь 9ХС для d £ 9 мм. - сталь У10 для d = 9 – 27 мм. - сталь 20Х для d > 27 мм (с цементацией h = 0.6 – 1 мм, НRC 60). Ориентировочно количество сверлений через кондукторную втулку принимают равным 10 000 – 15 000. При конструировании кондукторов необходимо указывать на чертежах допуски (отклонения) на расстояния между осями втулок и до установочных элементов. На практике допуски на координирующие размеры назначают в 2 – 3 раза меньше соответствующих размеров по чертежу детали или выбирают по следующим рекомендациям: - в кондукторах для обработки сквозных отверстий под болты, неточных отверстий под резьбу допуски на координирующие размеры брать в пределах от ±0,05 – ±0,1 мм. - в кондукторах, где требуется обработка отверстий высокой точности, например, под подшипники валов, осей и т.п., а также для обработки отверстий многошпиндельными головками допуски на координирующие размеры уменьшаются до ±0,02 мм. Повысить срок службы кондукторных втулок можно: Повышением их твердости. изготовлением втулок из твёрдых сплавов. Применением вращающихся кондукторных втулок (втулка представляет из себя игольчатый подшипник качения)
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 263; Нарушение авторского права страницы
 . От величины h зависит и положение просверленного отверстия.
. От величины h зависит и положение просверленного отверстия.