|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Посадки в системе отверстия и вала, определение характера соединения (подвижные и т.п.), рекомендуемые посадки по ГОСТ 25 347-82
Совокупность разных точностей и различных отклонений для образования разнообразных посадок и их построение называется системой допусков. Система допусков подразделяется на систему отверстия и систему вала.
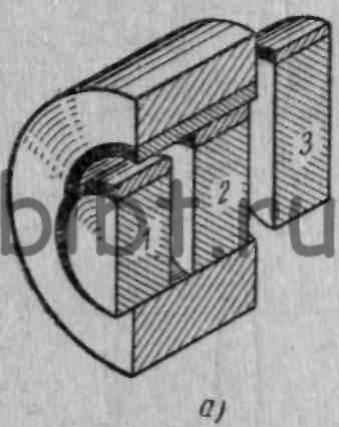
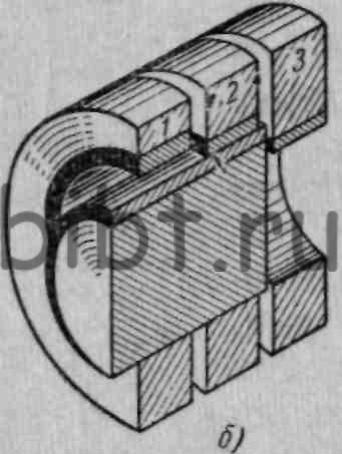
Рис. 2. Посадки в системе отверстий (а) и в системе вала (б): 1 — ходовая; 2 — скольжения; 3 — прессовая Система отверстия — это совокупность посадок, в которых при одном классе точности и одном номинальном размере предельные размеры отверстия остаются постоянными, а различные посадки достигаются путем изменения предельных отклонений валов (рис. 2, а). Во всех стандартных посадках системы отверстия нижнее отклонение отверстия равно нулю. Такое отверстие называется основным. Система вала — это совокупность посадок, в которых предельные отклонения вала одинаковы (при одном номинальном размере и одном классе точности), а различные посадки достигаются путем изменения предельных отношений отверстия (рис. 2, б). Во всех стандартных посадках системы вала верхнее отклонение вала равно нулю. Такой вал называется основным. Единая система допусков и посадок (ЄСДП) ЕСДП – это совокупность закономерно построенных рядов допусков и посадок, оформленных в виде стандартов, предназначенная для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок.
Для нормирования разных уровней точности для размеров до 500мм стандартом предусмотренные 19 квалитетов точности:
Допуск размера в ЕСДП образуется соединением основного отклонения и квалитета: и т.п. Посадка – это характер соединения деталей, которая определяется величиной полученных в ней зазоров или натягов, и которая характеризует свободу перемещения соединенных деталей или сопротивление их взаимному перемещению. Зазор – это разность между размерами отверстия и вала, если отверстие больше вала. Натяг – это разность между размерами отверстия и вала, если вал больше отверстия. В зависимости от взаимного расположения полей допуска отверстия и вала различают посадки с зазором, натягом и переходные. Для образования допусков и посадок в ЕСДП предполагается 26 наименований основных отклонений: А – H (a – h) – зазор; Js – N (js – n) – переходная; P – Z (p – z) – натяг. Посадка с зазором – это посадка, в которой обеспечивается зазор в соединении, т.е. поле допуска отверстие размещено над полем допуска вала (К посадкам с зазором принадлежат и посадки, в которых нижний предел поля допуска отверстия совпадает с верхним пределом поля допуска вала.). Они предназначены для подвижных и недвижимых соединений. В подвижных соединениях зазор служит для обеспечения свободы движения, размещения слоя смазочного материала, компенсирования температурных деформаций, а также компенсирования отклонений формы и расположение поверхностей, погрешностей сборки и т.п. В неподвижных соединениях посадки с зазором применяются для обеспечения беспрепятственной сборки деталей.
Посадки H/a, H/b, H/c, A/h, B/h, C/h, с большим зазором характеризуются большим гарантированным зазором. Используются при грубых квалитетах (11,12) для конструкций малой точности, где большие зазоры необходимы для компенсирования отклонений расположения (несоосности, несимметричности, неперпендикулярности и т.п.), для соединения грубообработанных или необработанных чистотягнутых материалов малой точности. Посадка с натягом – это посадка, при которой обеспечивается натяг соединения, т.е. поле допуска отверстия расположено под полем допуска вала. Они используются для недвижимых неразъемных соединений (разъемных ли лишь в отдельных случаях при ремонте) без дополнительного крепления винтами, штифтами, шпонками и т.п.:
Переходная посадка – это посадка, при которой можно получить как зазор, так и натяг, т.е. поля допусков отверстия и вала перекрываются частично или полностью. Они предназначены для недвижимых, но разъемных соединений и обеспечивают хорошее центрирование сопряженных деталей. Для них характерно получение как небольших зазоров, так и небольших натягов. Их применяют с дополнительным креплением шпонками, штифтами, винтами и т.п., применяют в относительно точных квалитетах (валы 4...7, отверстия 5...8): -«Плотные» H/js, Js/h , для которых вероятно получение зазора, но и возможные небольшие натяги. Применяются в тех случаях, когда при центрировании деталей допускаются небольшие зазоры или надо обеспечить сборку, при необходимости при частых сборках и разборках. -«Напряженные» H/k, K/h, вероятности получения зазоров и натягов одинаковые, сборка и разборка получаются без значительных усилий, наиболее распространенные (зубчатые колеса на валах редукторов, шкивы, маховики, звездочки и т.п.) -«Тугие» H/m, M/h обеспечивают преимущество натяги, применяются для неподвижных соединений деталей на быстроходных валах с дополнительным креплением и без него (при малых нагрузках и больших длинах соединения): (зубчатые колеса на валах редукторов, посадки деталей на исходные валы электродвигателей и редукторов и т.п.). -«Глухие» H/n, N/h наиболее прочные, зазора практически нет, разборки проводится редко, как правило, только при капитальном ремонте, применяется для центрирования деталей в недвижимых соединениях, которые передают большие усилия, при наличии вибраций и ударов. В ЕСДП существует:
Системе отверстия отдают предпочтение как более экономичной - это обуславливается меньшим количеством типов размеров необходимого инструмента: разные валы в системе отверстия обрабатываются одним и тем самым резцом или шлифовальным колом, тогда как для получения в системе вала разнообразных посадок при заданном диаметре нужно больше ценных зенкеров, разверток или протяжек. В ряде случаев более экономичной бывает система вала (соединение поршней палец-шатун). При использовании деталей, которые изготовляются на специализированных предприятиях (подшипники, шпонки и т.п.) посадку надо определять в системе, в которой они изготовлены. На сборочных чертежах в местах соединений посадка показывается рядом с номинальным размером: На чертежах предельные отклонения задаются: 1.условным обозначением 20Н7, 35к6; 2. числовым значением и предельным отклонением 25±0,015: 3. условным обозначением полей допусков с указанием отклонений 25js7(±0,01).
|
Последнее изменение этой страницы: 2019-04-19; Просмотров: 401; Нарушение авторского права страницы