|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Структура технически обоснованной нормы времени ⇐ ПредыдущаяСтр 4 из 4
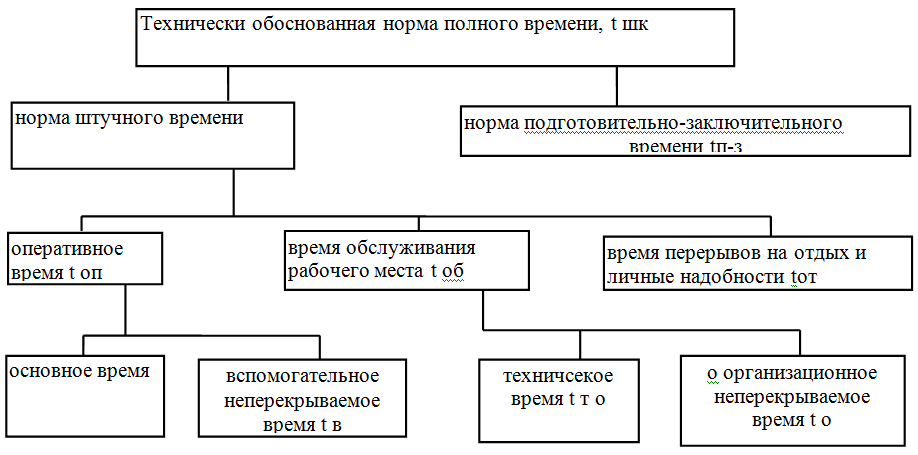
Технически обоснованной нормой времени называют время, необходимое для выполнения единицы работы (операции) и установленное на основании анализа и расчета исходя из рационального технологического процесса и научной организации труда, предусматривающей наиболее эффективное использование средств производства и труда. Технически обоснованные нормы времени устанавливают исходя из оптимальных для ценных условий производства технологического процесса и организации труда. Такие условия достигаются при рациональной структуре технологического процесса, применении прогрессивной технологии, использовании экономически эффективного, высокопроизводительного технологического оснащения, оборудование, инструменты, приспособления, оптимальных научно обоснованных режимов обработки, а также при надлежащей организации труда и обслуживания рабочего места. Рис.6 Структура технически обоснованной нормы времени Структура технически обоснованной нормы времени включает в себя лишь те затраты рабочего времени, которые необходимы для выполнения заданной работы в нормальных производственных условиях. Таким образом, структура нормы штучно-калькуляционного времени на операцию выражается формулой: t ш-к = t п-з + t о +t’в + tт.о + tо.о + tот Структура нормы времени изменяется в зависимости от типа производства и характера выполняемой операции. В серийном производстве tп-з, нормируется самостоятельно на партию, состоящую из n деталей. В этом случае норму времени на партию определяют по формуле: tпар = tп-з + tш n Штучное время состоит из оперативного времени, определяемого суммой основного (технологического) и неперекрываемого вспомогательного времени; времени обслуживания рабочего места, устинавливаемого, как правило, по нормативным коэффициентам (процентам) к оперативному времени a; времени перерывов на отдых и личные надобности, регламентируемого также коэффициентом (процентом) к оперативному времени b. В общем виде штучное время рассчитывают по формуле: tш = tоп (1 + a + b ). В условиях серийного производства штучное время и доля подготовительно-заключительного времени на одну деталеоперацию образуют норму штучно-калькуляционного времени или полную норму времени: В единичном производстве tп-з расходуется, как правило, на одну деталь и полностью включается в норму времени. Штучное время определяют по формуле: tш = tоп(1+g) где g – коэффициент, учитывающий время организационно-технического обслуживания рабочего места и отдыха рабочего. В массовом производстве затраты tп-з на операциях отсутствуют, поскольку исключается переналадка оборудования на другие работы. Норму штучного (штучно-калькуляционного) времени рассчитывают по формуле: tш = tоп(1 + a‘+b) +a‘·‘tм где а’ и а» – коэффициенты, учитывающие время организационного и технического обслуживания соответственно. Рассчитанная, технически обоснованная норма времени служит основанием для установления нормы выработки Нвыр. В расчете на смену норма выработки, должна соответствовать сменному заданию: где Тсм- продолжительность смены, мин. Изменение нормы времени (увеличение, уменьшение) влечет за собой соответствующие изменения и нормы выработки. Эта связь выражается следующими зависимостями: где а и б – процент изменения норм выработки и времени соответственно. Приведенные зависимости позволяют устанавливать правильные пропорции в изменении показателей норм выработки и норм времени, а соответственно производительности труда и трудоемкости продукции. Поэтому их используют при планировании и расчете экономической эффективности мероприятий НОТ.
Список использованной литературы.
1. Калашников А.С. Технология изготовления зубчатых колес. М.: Машиностроение, 2004 2. Технология машиностроения. Беспалов Б.Л. и др., М.: Машиностроение, - 2003. 3. Базров Б.М. Основы технологии машиностроения: Учебник для вузов, 2005 4. Технология конструкционных материалов: Учебник для студентов машиностроительных специальностей вузов / А.М.Дальский, Т.М. Барсукова, Л.Н. Бухаркин и др. - М.: Машиностроение, 2004. 5. Схиртладзе А.Г. Технологические процессы в машиностроении: учебник . – 2-е издание, перераб. и доп. – Старый Оскол: ТНТ, 2008. 6. Горошкин А.К. Приспособления для металлорежущих станков: Справочник. - 7-е изд., перераб. и доп. - М.: Машиностроение, 2009. 7. Тверской М.М., Зайончик Л.Л., Свиридов Ю.Н. Технологические процессы машиностроительного пр-ва. \\ 2003 г. 8. С.Л. Мурашкин.Технология машиностроения. Книга 1.\\ 2003 г. 9. Радзевич С.П. Формообразование поверхностей, 2011г. 10. Основы автоматизации машиностроительного .Под ред. Ю.М. Соломенцева \\ 2009 г. 11. Ерохин М.Н. Детали машин и основы конструирования. \\ 2005г. |
Последнее изменение этой страницы: 2019-04-19; Просмотров: 487; Нарушение авторского права страницы