|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Приготовление бетонной смеси
Бетонная смесь может быть приготовлена на центральном бетонном заводе, в растворобетонном цехе завода, на приобъектных бетонных заводах, в автобетоносмесителях, загружаемых на центральных установках сухой бетонной смесью, а также на локальных узлах в построечных условиях. В городах и населенных пунктах с развитой дорожной сетью целесообразно бетонную смесь готовить на центральных бетонных заводах. Механизация и автоматизация процесса позволяют организовать эффективный контроль качества выпускаемой продукции. Локальные заводы устраиваются в том случае, когда строительный объект отдален от центрального завода, отсутствуют необходимые дороги и предстоит выполнить большой объем бетонных работ (в том числе и непрерывное бетонирование сооружений). Процесс приготовления бетонной смеси включает в себя следующие операции: прием и складирование составляющих материалов (цемент и заполнители), дозирование и перемешивание их и выдача готовой бетонной смеси на транспортные средства. В данный технологический цикл включаются дополнительные операции при бетонировании конструкций в зимних условиях (подогрев заполнителей, воды, подготовка и дозирование противоморозных, пластифицирующих и порообразующих добавок). 2) 15. Режимы термообработки бетона . Режим термообработки бетона инфракрасными излучателями подразделяется на три этапа: подъем температуры в теле бетона до расчетной; изотермический прогрев при данной температуре; остывание до температуры окружающей среды. Остывание бетона может быть регулируемым и свободным. На становление физико-механических свойств бетона, обработанного инфракрасным излучением, влияют следующие факторы: 1) продолжительность предварительного выдерживания; 2) выдерживание скорости подъема; 3) обеспечение свободной или исключенной массоотдачи; 4) температура и время изотермического прогрева; 5) время остывания; 6) характеристики бетона (состав бетона, вид применяемого цемента, наличие добавок); 7) условия последующего выдерживания (нормальное или воздушно-сухое); 8) модульные характеристики прогреваемого элемента (модуль поверхности и модуль массоотдачи).
Режимы термообработки бетона с получением 50–70 % проч- ности от R28: а – режим, не учитывающий нарастания прочности; б – режим, учитывающий нарастание прочности; в – термос; τп – подъем температуры; τиз – изотермический прогрев; τост – продолжительность остывания изделия
Режим, изображенный на рис. 26, а, не учитывающий нарастание прочности бетона при его остывании, состоит из двухэтапов (подъем температуры и изотермический прогрев) и при меняется при электротермообработке тонкостенных конструкций, выполняемых в металлической опалубке, с Мп > 15 и модулем массоотдачи 0,04–1,0 м–1. Режим, изображенный на рис. 26, б, учитывает нарастание прочности бетона при остывании конструкций. Он состоит из трех этапов (подъем температуры, изотерма, остывание) и обеспечивает проектную прочность к концу остывания, применяется для электротермообработки пространственных конструкций с Мп 6–15 и модулем массоотдачи 1,5–10 м–1. Режим, изображенный на рис. 26, в, учитывает нарастание прочности при подъеме и свободном остывании изделий и конструкций (термос), рекомендуется для массивных элементов с Мп до 6 и модулем массоотдачи 1,5–10 м–1. Одним из главных недостатков метода электротермообработки бетона инфракрасными лучами является интенсивная массоотдача (сушка бетона) в окружающую среду. На величину массоотдачи влияют многие факторы: температура поверхности бетона, ее площадь, время электротермообработки, состав бетона, эффективность укрытия и т. д. 3) 16. Выбор основных методов зимнего бетонирования. Выбор основных методов производства бетонных работ в зимних условиях зависит от назначения конструкции, массивности, потока бетона, вида опалубки, способа укладки, наличия утеплителя, времени набора прочности, температуры окружающей среды, скорости ветра, возможности применения химдобавок и т. д.,При выборе метода нельзя пренебрегать и такими показателями, как трудозатраты и себестоимость на 1 м3, а также сроки производства работ и приведенные затраты. Поток бетона на строительную площадку определяется по следующей формуле
где Пб – сменный поток бетона, м3/смену; 480 – количество минут в смене; Vб – емкость бункера (см. прил. 2), м3; Квр – коэффициент использования механизма во времени, равный 0,8; Тук – продолжительность укладки бетона, мин; Kз.у – поправочный коэффициент на работы, выполняемые в зимнее время (см. табл. 90). Модуль поверхности конструкции определяется так:
Выбор того или иного метода зимнего бетонирования обусловливается рядом факторов: 1) «термос» – массивностью конструкции, низкой температурой воздуха, упрощенной технологией работ, а также наличием достаточного времени для набора прочности; 2) электропрогрев – геометрическими размерами, необходимостью интенсивного набора прочности; 3) бетонирование с химдобавками – отсутствием энергии, достаточным временем для набора прочности, скоростью ветра (рис. 51), небольшой отрицательной температурой воздуха; 4) электроразогрев – сокращением режима тепловой обработки, низкой себестоимостью производства бетонных работ, возможностью использования металлической опалубки. Окончательный выбор метода производства бетонных работ в зимнее время должен быть подкреплен экономическими показателями. Билет 12 1) 17.Транспортирование бетонной смеси автосамосвалами, автобетоновозами, автобетоносмесителями. При отсутствии спецавтотранспорта допускается перевозка бетонной смеси на короткое расстояние (не более 5 км) автосамосвалами. Для этого необходимо: 1) нарастить борта на 40 см для уменьшения потерь бетонной смеси во время торможения или набора скорости; 2) уплотнить примыкание заднего борта к кузову самосвала (прокладка из листовой резины, транспортерной ленты и т. д.); 3) произвести утепление кузова при транспортировании бетонной смеси в зимних условиях (устроить термоизоляцию или оборудовать теплообогрев кузова выхлопными газами); 4) для предотвращения попадания атмосферных осадков и прямой солнечной радиации (особенно в южных районах) делать крышки или пологи из брезента; 5) для облегчения выгрузки бетонной смеси использовать вибраторы, установленные на днище внешней стороны кузова самосвала. С этой целью может быть использован обыкновенный стартер с навешенным на его якорь дебалансом. Кузов самосвала рекомендуется очищать после каждого рейса, а в конце смены промывать водой. Автобетоновоз – специализированная машина, предназначенная для перевозки готовой бетонной смеси и растворов. Базовыми автомобилями являются ЗИЛ, МАЗ, КамАЗ и КрАЗ. Для предохранения смеси от воздействия факторов окружающей среды емкость имеет крышку, двойную обшивку с устройством термоизоляции (или устройством для подогрева выхлопными газами). Часть автобетоновозов оборудована лопастями для перемешивания смеси в пути и приспособлениями для порционной ее выдачи. Максимально технологически допустимые расстояния транспортирования бетонной смеси при температуре воздуха от –20 до +30 °С приведены в табл. 29 Автобетоносмеситель – специализированная машина для перевозки сухих бетонных смесей и приготовления из них в пути следования готовых бетонных смесей. Автобетоносмесители мо- гут быть использованы и для транспортирования готовой бетон- ной смеси с побуждением ее в пути. Загрузка сухой смесью бе- тоносмесителя производится на заводах товарного бетона. Базовыми автомобилями для автобетоносмесителя в настоя- щее время являются МАЗ, КамАЗ, Урал и КрАЗ. Кроме смеситель- ного барабана на шасси автомобиля устанавливается бак для воды, загрузочное устройство, ручное устройство для управления смеси- тельным барабаном, навесное оборудование для подачи смеси к месту укладки. При транспортировании бетона на большие рас- стояния автобетоносмеситель практически незаменим.
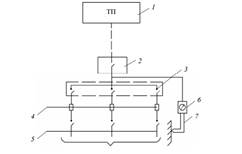
2) 18. Электрические инфракрасные излучатели, применяемые в строительстве. Схемы электроснабжения инфракрасных установок. Для электротермообработки бетона в основном использу- ются технические инфракрасные излучатели с температурой излучающей поверхности от 600 до 2500 К. Они относятся к се- рым излучающим телам. В настоящее время отечественная промышленность вы- пускает в основном три группы излучателей: металлические трубчатые (ТЭНы), кварцевые и карборундовые стержневые. Металлические трубчатые излучатели состоят из трубки, нихромовой спирали и изолятора. В качестве изолятора реко- мендуется использовать периклаз – кристаллическая окись маг- ния. Трубки для излучателей выполняются из стали, латуни, меди, диаметр их от 9 до 18 мм, длина до 6 м, толщина стенки до 1,5 мм. ТЭН может иметь различную форму (прямую, спи- ральную, форму змеевика и т. д.). Срок службы электронагревателей не менее 5 лет. В качестве генераторов инфракрасного излучения в теплоэлектрона- гревателях рекомендуется применять нагреватели НВСЖ, НВС (нагреватель воздушный сушильный жаростойкий и нагрева- тель воздушный сушильный). Погонная мощность их достигает 0,6–1,2 кВт/пог. м, температура излучающей поверхности – от 600 до 900 К, рабочие параметры электроэнергии – от 127 до 980 В. Для электротермообработки бетона применяются также карборундовые и кварцевые излучатели. Карборундовые изго- тавливаются из карбида кремния в виде стержней диаметром до 50 мм, длиной до 1 м. Погонная мощность нагревателя дос- тигает 10 кВт/пог. м, а температура на поверхности – 1500 К. Широкое применение в строительстве находят кварцево- трубчатые излучатели типа НИК-220-1000 Тр (нагреватель инфра- красный кварцевый на напряжение 220 В мощностью 1000 Вт трубчатый). Они представляют собой кварцевую трубку диаметром до 370 мм с вольфрамовой спиралью, нагреваемой до 2550 К. По- лое пространство излучателя заполняется парами йода, которые препятствуют испарению вольфрама во время эксплуатации. Инфракрасные излучатели выпускаются отечественной промышленностью (Миасским заводом «Миассэлектроаппарат», механическим заводом «Главмоспромстройматериалы», Москов- ским заводом торгового оборудования и рядом других ведомст- венных заводов). Карборундовые излучатели в основном изготавливаются на Подольском заводе огнеупорных изделий. Инфракрасные нагреватели успешно были применены при строительстве Саратовской ГЭС, телевизионной Останкинской башни, Новокузнецкого металлургического комбината, Черепо- вецкого металлургического завода и других сооружений. Принципиальная схема электроснабжения инфракрасных установок и автоматизации процесса нагрева:1 – трансформаторная подстанция; 2 – вводный рубильник; 3 –распределительный шкаф; 4 – магнитные пускатели; 5 – рубильники включения инфракрасных установок; 6 – прибор контроля и регулирования процесса нагрева; 7 – датчик температур Инфракрасные установки коммутируются внутри медными или алюминиевыми проводами, шинами и подключаются к разво- дящим кабелям при помощи разъединительных муфт. Электро- термообработка бетонных поверхностей инфракрасными нагрева- телями допускается при наличии автоматизации процесса нагрева. В зависимости от марки бетона, Мп, назначения конструкции, тех- нологической надобности, вида цемента, потока бетона, сроков производства работ и т. д. разрабатывается и задается соответст- вующий режим электротермообработки бетона. Автоматизация электротермообработки бетонных изделий и конструкций осуществляется при помощи потенциометра ти- па АСП или ЭКС-120. В качестве компенсационного провода принимается кабель марки ХККП (спай хромелевого и капеле- вого провода на конце компенсационного провода и магнитного пускателя). По сечению конструкции устанавливаются термопары, со- единенные с потенциометром, которые в зависимости от режима электротермообработки включают или отключают систему прогрева через катушку магнитного пускателя. Одновременно дистанционные потенциометры позволяют автоматически вести запись режима прогрева бетона на диаграммах, которые затем помещаются в журнале производства работ. 3)19. Объем работ и калькуляция трудовых затрат. Объемы работ подсчитываются по рабочим чертежам бетонных изделий или конструкций или по чертежу, приложенному к заданию, а калькуляцию трудовых затрат составляют по ЕНиР Е4-1. Результаты подсчета объемов бетонных работ заносятся в табл. 91. При зимнем бетонировании особое внимание уделяется утеплению опалубки. Вид опалубки и ее теплофизические характеристики принимаются по табл. 46. Проектируется схема установки опалубки с указанием типа щитов и способов их крепления. Калькуляция трудовых затрат составляется только на основании вида работ (разгрузка материалов, установка и армирование опалубки, бетонирование, уход за бетоном и т. д.) В табл. 92 дана форма составления калькуляции. Районные и поправочные коэффициенты на зимние работы учитываются в итоге калькуляции. Билет 13 1)20. Укладка бетонной смеси (бадьями, ленточными конвейерами, вибрационными конвейерами, хоботами). Укладка бетонной смеси состоит из следующих операций: подача к месту укладки, выгрузка, распределение, разравнивание и уплотнение. |
Последнее изменение этой страницы: 2019-04-19; Просмотров: 80; Нарушение авторского права страницы