|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Головки шлифовальные (ГОСТ 2447-82)Стр 1 из 20Следующая ⇒
Головки шлифовальные (ГОСТ 2447-82) Угловые (DW) - Обработка фасонных поверхностей штампов, пресс-форм, зачистка отливок, сварных конструкций Конические (EW) - для зачистки центров Сегменты шлифовальные (ГОСТ 2464-82) Выпукло-вогнутые (1C) - Плоское шлифование торцом круга, заточка ножей Классификация показателей конструкции и технологии по видам целенаправленного соответствия (структурное, функциональное) Структурного соответствия действия множества элементарных функций, реализации множества технологических воздействий и выполнения множества свойств в функциональных элементах изделия из условия обеспечения заданных, требуемых или предельных свойств всего изделия на каждом уровне глубины технологии. Функционального соответствия особенностей действия элементарной функции в каждом функциональном элементе изделия, характеристик реализации технологических воздействий и параметров обеспечения необходимых свойств этом функциональном элементе изделия на каждом уровне глубины технологии.
Скорость и мощность резанья Выбирают в соответствии с ранее определенными параметрами (инструмент, глубина резанья, подача): Черновое и получистовое проверяется на крутящий момент и мощность:
Режимы резанья проверяются на период стойкости. Коэффициент изменения периода стойкости зависит от числа проходов, переходов, свойств обрабатываемого материала и режимов.
Выбор подачи инструмента. Принципы выбора. Подача назначается с учетом размеров обрабатываемой поверхности, заданной точности, шероховатости, марки материала и глубины резанья. При черновой и получистовой обработке подачу устанавливают максимальной, с учетом прочности механизма станка. Подача для чистовых и отделочных операций назначается при условии получения требований шероховатости и точности. Окончательно выбирается минимальной.
Дифференциация в ТП. Преимущества, ограничения. Дифференциацией (раздроблением) операций называется построение операций из небольшого числа простых технологических переходов. Технологический процесс, построенный по принципу дифференциации операций, состоит из большого числа простых операций. Достоинства дифференциации операций в первую очередь связаны с возможностью отделения сложной и точной чистовой обработки, требующей высокой квалификации рабочих и высоко-точных станков, от предварительной неточной обработки, которая может быть осуществлена простейшими и высокопроизводительными способами на простых и дешевых станках рабочими средней квалификации.
Классификация ТП 1.Единичный технологический процесс - это технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения независимо от типа производства. Разработка единичных технологических процессов характерна для оригинальных изделий (деталей, сборочных единиц), не имеющих общих конструктивных и технологических признаков с изделиями, ранее изготовленными на предприятии (в организации). 2.Унифицированный технологический процесс - это технологический процесс, относящийся к группе изделий (деталей, сборочных единиц), характеризующихся общностью конструктивных и технологических признаков. Унифицированные техно-логические процессы подразделяются на типовые и групповые. - типовой технологический процесс - это технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками; - групповой технологический процесс - это техно-логический процесс изготовления группы изделий с разными конструктивными, но общими техно-логическими признаками. 3.Перспективный технологический процесс - это технологический процесс, соответствующий современным достижениям науки и техники, методы и средства осуществления которого, полностью или частично предстоит освоить на предприятии. 4.Рабочий технологический процесс - это технологический процесс, выполняемый по рабочей технологической и (или) конструкторской документации. 5.Проектный технологический процесс - это технологический процесс, выполняемый по предварительному проекту технологической документации. 6.Временный технологический процесс - это технологический процесс, применяемый на предприятии в течение ограниченного периода времени из-за отсутствия надлежащего оборудования или в связи с аварией до замены на более современный. 7.Стандартный технологический процесс - это технологический процесс, установленный стандартом. Под стандартным технологическим процессом понимается технологический процесс, выполняемый по рабочей технологической и (или) конструкторской документации, оформленный стандартом (ОСТ, СТП) и относящийся к конкретному оборудованию, режимам обработки и технологической оснастке. 8.Комплексный технологический процесс — это технологический процесс, в состав которого включаются не только технологические операции, но и операции перемещения, контроля и очистки обрабатываемых заготовок по ходу технологического процесса. Комплексные технологические процессы проектируются при создании автоматических линий и гибких автоматизированных производственных систем.
Оформление технологической документации по ЕСТД. Основные документы подразделяются на документы общего и специального назначения: К документам общего назначения относят технологические документы, применяемые в отдельности или в комплектах документов на технологические процессы (операции), независимо от применяемых технологических методов изготовления или ремонта изделий (составных частей изделий), например карту эскизов, технологическую инструкцию. К документам специального назначения относят документы, применяемые при описании технологических процессов и операций в зависимости от типа и вида производства и применяемых технологических методов изготовления, например маршрутную карту, карту технологического процесса, операционную карту и др.
Принцип совмещения баз. Сущность принципа. Назначение технологических баз. Рекомендации по выбору баз. Суть принципа совмещения состоит в том, что в качестве технологических баз следует назначать поверхности, которые одновременно являются конструкторскими и измерительными базами. Основное преимущество данного принципа в том, что точность не зависит от размеров, получаемых при выполнении предыдущих операций. Однако часто расположение конструктивных элементов не позволяет выдержать принцип совмещения полностью, либо возникает необходимость применения сложной технологической оснастки на отдельных операциях. Нарушение принципа совмещения баз приводит к удорожанию процесса обработки и снижению производительности. Если технологическая база не совпадает с конструкторской или измерительной, возникает необходимость замены размеров, заданных конструкторской документацией, более удобными технологическими размерами, проставленными от технологических баз. Это приводит к образованию технологических размерных цепей, и соответственно требуется ужесточение некоторых конструкторских размеров, отсюда удорожание процесса. Поэтому и нужно придерживаться принципа совмещения везде, где позволяет расположение конструктивных элементов.
Содержание и структура технологического процесса обработки деталей Технологический процесс механической обработки — это часть производственного процесса, непосредственно связанная с изменением формы, размеров или свойств обрабатываемой заготовки, выполняемая в определенной последовательности. Технологический процесс состоит из ряда операций. Операцией называется законченная часть технологического процесса обработки одной или нескольких одновременно обрабатываемых заготовок, выполняемая на одном рабочем месте одним рабочим или бригадой. Операция начинается с момента установки заготовки на станок и включает всю последующую ее обработку и снятие ср станка. Операция является основным элементом при разработке, планировании и нормировании технологического процесса обработки заготовок. Операцию выполняют за одну или несколько установок заготовки. Установка — часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок. В установке выделяют отдельные позиции заготовки. Позиция— фиксированное положение, занимаемое закрепленной заготовкой совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции. Технологическая операция может быть выполнена за один или за несколько переходов. Переходом называется часть операции, которая характеризуется постоянством режущего инструмента, режима обработки и обрабатываемой поверхности. В свою очередь, переход может подразделяться на более мелкие элементы технологического процесса — проходы. В процессе прохода снимается слой материала без изменения настройки станка. Заготовка—это предмет производства, из которого изменением формы, размеров, шероховатости и свойств материала изготовляют деталь. При разработке технологического процесса очень важно правильно выбрать технологические (установочные и измерительные) базы. Под установочной базой понимают поверхность заготовки, на которой она закрепляется и по которой ориентируется относительно станка и режущего инструмента. Установочная база, используемая на первой операции, называется черновой базой, а база, которая образовалась в результате начальной обработки и используется для закрепления и ориентировки заготовки при дальнейшей обработке,— чистовой базой. Измерительными базами называются поверхности заготовки, от которых производится отсчет размеров при контроле результатов обработки. При выборе технологических баз руководствуются правилами единства и постоянства баз. Согласно первому правилу в качестве установочных и измерительных баз нужно по возможности использовать одни и те же поверхности. Второе правило требует, чтобы от одной базы обрабатывалось как можно большее число поверхностей. Соблюдение этих правил обеспечивает более высокую точность обработки. За черновую установочную базу обычно принимают ту поверхность, которая в дальнейшем не подлежит обработке или имеет наименьший припуск на обработку. Это позволяет избежать брака из-за недостаточного припуска на эту поверхность. Поверхности, выбранные в качестве установочных баз, должны позволять надежно закреплять заготовку. Разработка технологического процесса начинается с анализа исходных данных — рабочего чертежа и размеров партии деталей (количества подлежащих обработке заготовок одного наименования). При этом учитывают наличие оборудования, приспособлений и т. д. Исходя из рабочего чертежа и размеров партии, определяют род и размеры заготовки. Так, для единичного производства заготовки обычно нарезают из сортового или листового металла (в этом случае слесарь должен определить размеры заготовки с учетом припусков на обработку). При серийном и массовом производстве заготовки, как правило, получают с помощью литья, свободной ковки или штамповки. Для выбранной заготовки намечают технологические базы: сначала — черновую, затем — базу для чистовой обработки. На основе типовых технологических процессов определяют последовательность и содержание технологических операций по обработке конкретной детали. Когда последовательность обработки определена и операции намечены, для каждой из них подбирают необходимое оборудование, технологическую оснастку (рабочие и измерительные инструменты, приспособления) и вспомогательные материалы (средства для окраски заготовок при разметке, охлаждающе-смазочные материалы и т.д.). В случае обработки деталей на станках рассчитывают и назначают режимы обработки. Затем технологический процесс нормируют, т. е. определяют норму времени на выполнение каждой технологической операции.
Требования к чертежу детали и заготовке. Выбор метода получения заготовки. Требования заключаются в том, что чертеж должен быть полностью проработан ни один раз, ни одно техническое требование к параметрам детали не должны быть заданы однозначно, все они должны быть «защищены» допусками и техническими условиями на обработку, на состояние поставки, на сопутствующие операции. Чем полнее проработка чертежа, тем выше техническая культура производства. Высокая техническая культура чертежа, необходимые условия кооперирования и специализации производства. Чертеж наиболее полно отражает технологичность детали т.е качество придаваемое детали для уменьшения стоимости изготовления без ущерба функциональных требований деталей в машине. Этапы выбора метода заготовки Выбор заготовки является многовариантной задачей. Для экономии материалов, особенно дорогостоящих, жаропрочных, титановых, спец.сплавов и с точки зрения сокращение затрат времени и средств на механическую обработку, целесообразно выбирать заготовки по форме, размерам и точности соответствующим параметрам готовой детали. При этом увеличиваются затраты в заготовительном производственна оснащения оборудования и производственной площади, литейно-кузнечного, заготовительно-штамповочного и прессового производств. Поэтому вопрос о заготовке решается в несколько этапов: 1. намечается несколько вариантов возможных и приемлемых для данного типа производства 2. рассчитываются припуски на обработку, режимы резания, нормы времени 3. анализ трудоемкости и себестоимости каждого из вариантов 4. принимается решение по выбору варианта, при котором обеспечивается минимальная сумма затрат по механическому и заготовительному производству
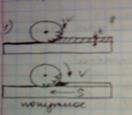
57. Фрезерование плоских поверхностей. Виды фрезерования. Точность фрезерования. Сделать рис. Фрезерование – универсальный метод обработки поверхностей деталей машин (главное движение – движение фрезы). Виды фрезерования: 1. Осевое – параллельное вращение и движение подачи фрезы относительно обрабатываемой поверхности.
2. Торцевое – ось вращения инструмента перпендикулярна обрабатываемой поверхности.
Дефекты при плоском фрезеровании плоскостей: не параллельность и не перпендикулярность. Устранение: правильность базирования (принцип постоянства и совмещения баз). 59. Элементный нормативный метод определения эффективности ТП. Эффективность технологического процесса определяется рядом факторов: - структурой технологического процесса; - оборудованием используемым в технологическом процессе: - человеческим фактором. Анализ вышеизложенных точек зрения приводит к выводу, что технологический потенциал предприятия есть совокупность технологической подготовки производства, оборудования и технологии (технологических процессов). В таком случае все элементы технологического потенциала служат одной общей цели, стоящей перед предприятием. Но именно то, что и место и функции каждого элемента определяются требованиями, предъявляемыми к совокупности элементов в целом, и характеризуют его упорядоченность. С другой стороны, выполнение совокупностью элементов общей для технологического потенциала задачи означает, что они взаимосвязаны и взаимодействуют между собой. Таким образом, производственный потенциал отвечает требованиям, предъявляемым к системам. Главная задача технологического потенциала заключается в изготовлении продукции, то есть в ее воспроизводстве. Очевидно, что для того, чтобы технологический потенциал смог осуществить этот непрерывный и постоянно возобновляющийся процесс, он сам также должен непрерывно и постоянно воспроизводиться. На практике эта способность подтверждается рядом тенденций: системой ремонтов и модернизацией основных фондов предприятия. Другой формой практической реализации способности производственного потенциала к самовоспроизводству следует считать внедрение новых технологий. Можно отметить и другую форму проявления воспроизводственной способности производственного потенциала, как техническое перевооружение и реконструкция производства. Технологический потенциал характеризуется рядом отличительных особенностей. Первая из них – целостность. Она означает, что все элементы потенциала служат общей цели стоящей перед системой. Целостность потенциала обеспечивается реализацией в процессе управления его формированием и использованием следующих принципов: общности и единства целевой функции для технологического потенциала и каждого его элемента, общности критериев эффективности функционирования и развития элементов и самого потенциала в целом. Второй отличительной чертой потенциала является сложность. Она проявляется в наличии нескольких составляющих элементов, каждый из которых представляет собой совокупность отдельных частей. В качестве третьей характерной особенности технологического потенциала следует отметить взаимозависимость его элементов. Четвертой характеристикой является взаимосвязь и взаимодействие его элементов. Она представляет собой качественную и количественную взаимосвязь, выраженную мерой соответствия и соотношения вещественных, личных и невещественных факторов производства. Интегральное действие элементов наводит на мысль о наличии структуры технологического потенциала, соразмерных его минимальной и максимальной отдаче. Становится ясным, что улучшение только одного элемента невозможно добиться существенного роста отдачи технологического потенциала. Наивысшая отдача потенциала возможна только при одновременной модернизации всех его элементов. Пятым характерным признаком технологического потенциала можно назвать его способность к восприятию в качестве элементов новейших достижений научно-технического прогресса, способность к развитию путем непосредственного и систематического использования новых технологических идей. При этом, производства с более высокой научно-технической емкостью более эффективны и имеют более широкие перспективы развития. Шестой характерной особенностью технологического потенциала является гибкость. Она свидетельствует о возможностях переориентации на выпуск новой продукции, использование других видов материалов и т.д., без коренного изменения его материально-технической базы. Требование к повышению гибкости технологического потенциала особенно актуально в условиях нестабильности рыночной обстановки, возрастания колебаний объема и структуры спроса, резкого ускорения темпов научно-технического прогресса в промышленном производстве
Головки шлифовальные (ГОСТ 2447-82) Угловые (DW) - Обработка фасонных поверхностей штампов, пресс-форм, зачистка отливок, сварных конструкций Конические (EW) - для зачистки центров |
Последнее изменение этой страницы: 2019-04-20; Просмотров: 256; Нарушение авторского права страницы