|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Точность обработки при шлифовании. Способы повышения точности.
Шлифование это применение абразивного инструмента на плоско и кругло – шлифовальных станках для получения поверхности с высшим классом точности и шероховатости. Шлифование можно заменять обтачиванием для твердых материалов. Припуск на обработку назначается из расчета шлифования в несколько проходов, т.к. глубина невелика. Величина необходимого припуска на шлифование зависит от качества предшествующей обработки. Припуск на шлифование учитывается с учетом предшествующей термообработки, т.к. возможно искажение формы после термообработки или обезуглероживания поверхности. Припуск назначается по РТМ 588. Точность обработки при шлифовании зависит от количества проходов, от точности установки детали на станке, от времени обработки и от разделения шлифовальных операций на черновые и чистовые. Инструменты для шлифования: абразивные диски, круги, сегменты и т.д. Инструменты характеризуются формой, размерами, видом абразивного материала, № зернистости, родом связующего, твердостью структуры. Абразивный инструмент выбирается с учетом свойств обрабатываемого материала, припуском на обработку, требованиями к точности обработки, конфигурацией детали. Для мягких и вязких металлов выбирают крупно – зернистый абразивный инструмент, для чернового шлифования – высокопористый инструмент.
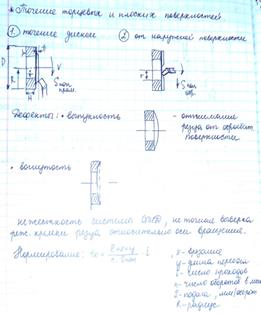
Точность обработки торцевых поверхностей. Нормирование. Характерные дефекты.
Требования к чертежу детали и заготовке. Выбор метода получения заготовки. Требования заключаются в том, что чертеж должен быть полностью проработан ни один раз, ни одно техническое требование к параметрам детали не должны быть заданы однозначно, все они должны быть «защищены» допусками и техническими условиями на обработку, на состояние поставки, на сопутствующие операции. Чем полнее проработка чертежа, тем выше техническая культура производства. Высокая техническая культура чертежа, необходимые условия кооперирования и специализации производства. Чертеж наиболее полно отражает технологичность детали т.е качество придаваемое детали для уменьшения стоимости изготовления без ущерба функциональных требований деталей в машине. Этапы выбора метода заготовки Выбор заготовки является многовариантной задачей. Для экономии материалов, особенно дорогостоящих, жаропрочных, титановых, спец.сплавов и с точки зрения сокращение затрат времени и средств на механическую обработку, целесообразно выбирать заготовки по форме, размерам и точности соответствующим параметрам готовой детали. При этом увеличиваются затраты в заготовительном производственна оснащения оборудования и производственной площади, литейно-кузнечного, заготовительно-штамповочного и прессового производств. Поэтому вопрос о заготовке решается в несколько этапов: 1. намечается несколько вариантов возможных и приемлемых для данного типа производства 2. рассчитываются припуски на обработку, режимы резания, нормы времени 3. анализ трудоемкости и себестоимости каждого из вариантов 4. принимается решение по выбору варианта, при котором обеспечивается минимальная сумма затрат по механическому и заготовительному производству
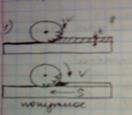
57. Фрезерование плоских поверхностей. Виды фрезерования. Точность фрезерования. Сделать рис. Фрезерование – универсальный метод обработки поверхностей деталей машин (главное движение – движение фрезы). Виды фрезерования: 1. Осевое – параллельное вращение и движение подачи фрезы относительно обрабатываемой поверхности.
2. Торцевое – ось вращения инструмента перпендикулярна обрабатываемой поверхности.
Дефекты при плоском фрезеровании плоскостей: не параллельность и не перпендикулярность. Устранение: правильность базирования (принцип постоянства и совмещения баз). 59. Элементный нормативный метод определения эффективности ТП. Эффективность технологического процесса определяется рядом факторов: - структурой технологического процесса; - оборудованием используемым в технологическом процессе: - человеческим фактором. Анализ вышеизложенных точек зрения приводит к выводу, что технологический потенциал предприятия есть совокупность технологической подготовки производства, оборудования и технологии (технологических процессов). В таком случае все элементы технологического потенциала служат одной общей цели, стоящей перед предприятием. Но именно то, что и место и функции каждого элемента определяются требованиями, предъявляемыми к совокупности элементов в целом, и характеризуют его упорядоченность. С другой стороны, выполнение совокупностью элементов общей для технологического потенциала задачи означает, что они взаимосвязаны и взаимодействуют между собой. Таким образом, производственный потенциал отвечает требованиям, предъявляемым к системам. Главная задача технологического потенциала заключается в изготовлении продукции, то есть в ее воспроизводстве. Очевидно, что для того, чтобы технологический потенциал смог осуществить этот непрерывный и постоянно возобновляющийся процесс, он сам также должен непрерывно и постоянно воспроизводиться. На практике эта способность подтверждается рядом тенденций: системой ремонтов и модернизацией основных фондов предприятия. Другой формой практической реализации способности производственного потенциала к самовоспроизводству следует считать внедрение новых технологий. Можно отметить и другую форму проявления воспроизводственной способности производственного потенциала, как техническое перевооружение и реконструкция производства. Технологический потенциал характеризуется рядом отличительных особенностей. Первая из них – целостность. Она означает, что все элементы потенциала служат общей цели стоящей перед системой. Целостность потенциала обеспечивается реализацией в процессе управления его формированием и использованием следующих принципов: общности и единства целевой функции для технологического потенциала и каждого его элемента, общности критериев эффективности функционирования и развития элементов и самого потенциала в целом. Второй отличительной чертой потенциала является сложность. Она проявляется в наличии нескольких составляющих элементов, каждый из которых представляет собой совокупность отдельных частей. В качестве третьей характерной особенности технологического потенциала следует отметить взаимозависимость его элементов. Четвертой характеристикой является взаимосвязь и взаимодействие его элементов. Она представляет собой качественную и количественную взаимосвязь, выраженную мерой соответствия и соотношения вещественных, личных и невещественных факторов производства. Интегральное действие элементов наводит на мысль о наличии структуры технологического потенциала, соразмерных его минимальной и максимальной отдаче. Становится ясным, что улучшение только одного элемента невозможно добиться существенного роста отдачи технологического потенциала. Наивысшая отдача потенциала возможна только при одновременной модернизации всех его элементов. Пятым характерным признаком технологического потенциала можно назвать его способность к восприятию в качестве элементов новейших достижений научно-технического прогресса, способность к развитию путем непосредственного и систематического использования новых технологических идей. При этом, производства с более высокой научно-технической емкостью более эффективны и имеют более широкие перспективы развития. Шестой характерной особенностью технологического потенциала является гибкость. Она свидетельствует о возможностях переориентации на выпуск новой продукции, использование других видов материалов и т.д., без коренного изменения его материально-технической базы. Требование к повышению гибкости технологического потенциала особенно актуально в условиях нестабильности рыночной обстановки, возрастания колебаний объема и структуры спроса, резкого ускорения темпов научно-технического прогресса в промышленном производстве
|
Последнее изменение этой страницы: 2019-04-20; Просмотров: 627; Нарушение авторского права страницы