
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
НАЛАДКА НА ВЫПОЛНЕНИЕ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
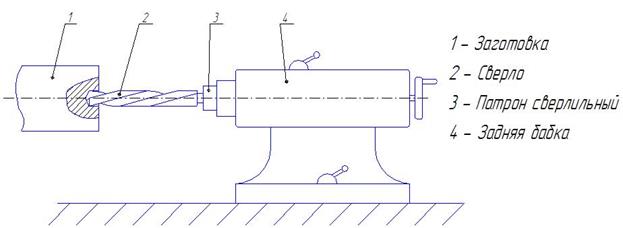
Наладка на сверление отверстий (рис.12) на токарном станке производится в следующем порядке: сначала выбирается сверло необходимого диаметра так, чтобы длина его рабочей части была больше глубины просверливаемого отверстия, затем проверяется правильность его заточки, протирается конусная часть сверла и отверстие в пиноли задней бабки, после чего сверло вставляется в пиноль.
Рис. 12Сверление Если хвостовик сверла меньше отверстия в пиноли, применяются переходные конусные втулки. Если же сверло имеет цилиндрический хвостовик, оно закрепляется в цанговом патроне, а патрон своим коническим хвостовиком вставляется либо непосредственно в отверстие пиноли, либо с использованием конусных переходных втулок. Задняя бабка устанавливается так, чтобы сверление можно было проводить на всю глубину без перестановки бабки. В начале сверления, при правильном торце детали и отсутствии центрового отверстия, следует направлять сверло упором, установленным в резцедержателе, подачу производить медленно и равномерно. Чаще выводить сверло из отверстия для освобождения его от стружки, причем делать это, во избежание поломки, следует без остановки вращения детали. Сверление проводить с обильным охлаждением. Сверление на токарных станках обычно производится вручную, вращением маховичка задней бабки. У некоторых станков задняя бабка может иметь автоматическое перемещение, в этом случае сверление можно выполнять с механической подачей и совмещать его с продольной обточкой детали. Если такого механизма нет, то можно скрепить заднюю бабку с суппортом несложным устройством и, предварительно открепив бабку от станины, использовать механизм продольной подачи суппорта для перемещения задней бабки. Применив специальный держатель для сверла, можно также установить его в резцедержателе станка. Недостатком данного метода является трудность установки сверла точно по оси центров.
1. Наладка на расточку отверстия; 2. Наладка на расточку конуса; 3. Наладка на сверление. Последовательность рас чета: 1. Устанавливаем и закрепляем заготовку в цанговом патроне с вылетом не более 35 мм и произвести обработку за один проход. Обработку производим расточным резцом марки Т15К6 установленном в револьверной головке. Режимы резания определяем по формуле:
Таблица 6
Рис. 8 2. Устанавливаем и закрепляем заготовку в цанговом патроне с вылетом не более 35 мм и произвести обработку за один проход. Обработку производим расточным резцом марки Т15К6 установленном в револьверной головке. Режимы резания определяем по формуле:
Таблица 7
Рис. 9
3. Устанавливаем и закрепляем заготовку в цанговом патроне с вылетом не более 35 мм и произвести обработку за один проход. Обработку производим сверлом марки Р6М5 установленном в сверлильном патроне. Режимы резания определяем по формуле:
Таблица 8
Рис. 10
|
Последнее изменение этой страницы: 2019-05-06; Просмотров: 319; Нарушение авторского права страницы
 ; подачу определяем по таблице, учитывая шероховатость поверхности и радиусом при вершине резца:
; подачу определяем по таблице, учитывая шероховатость поверхности и радиусом при вершине резца:  ;
;  ;
;  Длина рабочего хода равна длине обрабатываемого отверстия. Ввиду необходимости отвода инструмента в исходное положение на перебег инструмента.
Длина рабочего хода равна длине обрабатываемого отверстия. Ввиду необходимости отвода инструмента в исходное положение на перебег инструмента.  , учитывая минимальное расстояние
, учитывая минимальное расстояние  .
.


 ; подачу определяем по таблице, учитывая шероховатость поверхности и радиусом при вершине резца:
; подачу определяем по таблице, учитывая шероховатость поверхности и радиусом при вершине резца:  ;
;  ;
;  Длина рабочего хода равна длине обрабатываемого отверстия. Ввиду необходимости отвода инструмента в исходное положение на перебег инструмента.
Длина рабочего хода равна длине обрабатываемого отверстия. Ввиду необходимости отвода инструмента в исходное положение на перебег инструмента.  , учитывая минимальное расстояние
, учитывая минимальное расстояние  .
.
 ; подачу определяем по таблице, учитывая шероховатость поверхности и радиусом при вершине резца:
; подачу определяем по таблице, учитывая шероховатость поверхности и радиусом при вершине резца:  ;
;  ;
;  Длина рабочего хода равна длине обрабатываемого отверстия, длина врезания инструмента которая на токарных автоматах может быть большой. Ввиду необходимости отвода инструмента в исходное положение и половине диаметра сверла на перебег инструмента.
Длина рабочего хода равна длине обрабатываемого отверстия, длина врезания инструмента которая на токарных автоматах может быть большой. Ввиду необходимости отвода инструмента в исходное положение и половине диаметра сверла на перебег инструмента.  , учитывая минимальное расстояние
, учитывая минимальное расстояние  .
.