
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ О КОЛЕСНЫХ ПАРАХ И ИХ ЭЛЕМЕНТАХСтр 1 из 5Следующая ⇒
ЦВ/3429 ОБЩИЕ ПОЛОЖЕНИЯ 1.1. Настоящая Инструкция распространяется на колесные пары вагонов железных дорог широкой колеи (за исключением колесных пар специальных вагонов, а также моторных и прицепных вагонов электро- и дизель-поездов). Ею определяются порядок и сроки осмотра, освидетельствования и ремонта колесных пар, а также устанавливаются нормы и требования, которым они должны удовлетворять при осмотре, освидетельствовании, ремонте и формировании. 1.2. В Соответствии с Правилами технической эксплуатации железных дорог Союза ССР (ПТЭ) каждая колесная пара должна удовлетворять требованиям настоящей Инструкции, выполнение которой обязательно для всех работников, связанных с осмотром, освидетельствованием, ремонтом, формированием и подкаткой колесных пар под вагоны. 1.3. Освидетельствование, ремонт и формирование колесных пар, а также полная ревизия букс с роликовыми подшипниками должны производиться в пунктах, имеющих соответствующее оборудование и разрешение на выполнение этих работ. 1.4. Каждая колесная пара должна иметь на оси четко поставленные знаки о времени и месте формирования и полного освидетельствования, а также клейма о приемке ее при формировании. Кроме того, на элементах колесной пары должны быть знаки и клейма, установленные соответствующими стандартами и техническими условиями. Годные к эксплуатации колесные пары, поставленные по импорту, а также сформированные на заводах и в вагоноколесных мастерских (ВКМ) в период 1957г-1958 гг. и не имеющие приемочных клейм, до поступления их на вагоноремонтный завод (ВРЗ) и в ВКМ эксплуатируются под вагонами на общих основаниях. 1.5. Размеры колесных пар и их элементов при эксплуатации, ремонте и формировании должны соответствовать установленным настоящей Инструкцией нормам, а также чертежам и требованиям стандартов. 1.6. Технология ремонта и формирования колесных пар для вагонных депо (ВЧД) и вагоноколесных мастерских устанавливается Главным управлением вагонного хозяйства (ЦВ МПС), для вагоноремонтных и локомотиво-вагоноремонтных заводов - Главным управлением по ремонту подвижного состава и производству запасных частей (цтвр МПС), для вагоностроительных заводов - технологическими процессами, принятыми на этих заводах. 1.7. Перечень измерительного инструмента и шаблонов, правила пользования ими, а также порядок ведения учетных и отчетных форм по колесным парам устанавливаются МПС. Основные положения 3.1.1. Для проверки состояния и своевременного изъятия из эксплуатации колесных пар, угрожающих безопасности движения поездов, а также для контроля за качеством подкатываемых и отремонтированных колесных пар установлена система их осмотра и освидетельствования, состоящая из: осмотра колесных пар под вагонами; обыкновенного освидетельствования; полного освидетельствования. 3.1.2. Осмотр колесных пар под вагонами должны производить осмотрщики вагонов, а при текущем отцепочном ремонте вагонов - мастера и бригадиры. Указанные лица должны ежегодно сдавать испытания в знании должностных инструкций. 3.1.3. Обыкновенное и полное освидетельствование колесных пар разрешается производить лицам, испытанным в знании настоящей Инструкции, технологического процесса и организации ремонта колесных пар и получившим право на выполнение этих работ. Лицам, сдавшим установленные испытания, выдается удостоверение по форме, указанной в приложении 4. Проверочные испытания проводятся ежегодно. 3.1.4. Удостоверение на право производства полного и обыкновенного освидетельствования колесных пар должны иметь: в отделениях дорог - начальники вагонных отделов и их заместители; в вагонных депо, вагоноколесных мастерских, пунктах технического обслуживания, пунктах подготовки вагонов к перевозкам - начальники вагонных депо, вагоноколесных мастерских, их заместители (в депо, не имеющих заместителя начальника депо, - старшие мастера), приемщики и старшие приемщики вагонных депо, главные инженеры, начальники пунктов технического обслуживания и подготовки вагонов к перевозкам, мастера и бригадиры колесных и роликовых цехов, мастера и бригадиры по подкатке; на ремонтных заводах - главные инженеры и их заместители, начальники колесных и роликовых цехов и их заместители, начальники отдела технического контроля (ОТК) и их заместители, главные технологи, технологи, мастера, бригадиры, инспектора и контролеры ОТК колесных цехов, инспектора-приемщики вагонов; на вагоностроительных заводах - заводские инспектора-приемщики ЦВ МПС. 3.1.5. Прием испытаний и выдачу удостоверений на право производства полного и обыкновенного освидетельствования колесных пар осуществляют комиссии в составе: а) начальника службы вагонного хозяйства или его заместителя (председатель) и помощника дорожного ревизора по безопасности движения поездов по вагонному хозяйству. Комиссия испытывает: начальников вагонных отделов и их заместителей, заводских инспекторов-приемщиков ЦВ МПС, приемщиков и старших приемщиков вагонов, работников ремонтных заводов и колесных мастерских, а также начальников, их заместителей и главных инженеров вагонных депо; б) начальника вагонного отдела или его заместителя (председатель) и помощника участкового ревизора по безопасности движения поездов по вагонному хозяйству. Комиссия испытывает работников вагонных депо, за исключением указанных в п. «а». ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КОЛЕСНЫМ ПАРАМ В ЭКСПЛУАТАЦИИ 4.1. В соответствии с ПТЭ запрещается выпускать в эксплуатацию и допускать к следованию в поездах вагоны с поперечной трещиной в любой части оси колесной пары, а также при наличии следующих износов и повреждений колесных пар, нарушающих нормальное взаимодействие пути и подвижного состава: а) величины проката, толщины гребня, обода колена, а также расстояния между внутренними гранями ободов, не соответствующих указанным в табл. 1.
Таблица 1
* Измеряют только у освобожденной от нагрузки колесной пары ** У колесных пар с приводом редуктора от торца шейки оси равномерный прокат допускается не более 4 мм.
При обнаружении в пунктах формирования и оборота пассажирских поездов, а также на ПТО промежуточных станций, колесных пар с неравномерным прокатом более 2 мм, а у колесных пар с приводом генераторов всех типов (кроме плоскоременного) более 1 мм такие колесные пары надо выкатывать для обточки и полного освидетельствования. При необходимости для выявления неравномерного проката вагоны следует прокатывать. При обнаружении на ПТО в грузовых вагонах колесных пар с неравномерным прокатом свыше 2 мм вагон отцепляют для смены колесных пар с последующей ее обточкой и производством полного освидетельствования. Запрещается подача под погрузку с разностью толщин гребней одной колесной пары более 6 мм; б) вертикального подреза гребня высотой более 18 мм; в) ползуна (выбоины) на поверхности катания у вагонов с роликовыми подшипниками глубиной более 1 мм. При обнаружении на промежуточной станции у вагона с роликовыми буксовыми подшипниками ползуна (выбоины) глубиной более 1 мм, но не более 2 мм разрешается довести такой вагон без отцепки от поезда (пассажирский со скоростью не выше 100 км/ч, грузовой не выше 70 км/ч) до ближайшего пункта технического обслуживания (ПТО), имеющего средства для смены колесных пар; г) одной продольной трещины на средней части оси длиной более 25 мм или нескольких суммарной длиной более 25 мм. При наличии такой неисправности допускается следование вагона до ближайшего ремонтного пункта. Примечание. Наклонные трещины 3 (рис. 7), расположенные к поверхности оси под углом а более 30°, относятся к поперечным 1, а расположенные под углом менее 30° - к продольным 2. д) задиров шеек или предподступичных частей осей у колесных пар для подшипников скольжения. Вагоны с колесными парами, имеющими на шейках осей риски, не вызывающие грения букс, не должны отцепляться от поездов;
Рис. 7. Трещины на оси
е) протертости средней части оси глубиной более 2,5 мм; ж) следов контакта с электродом или электросварочным проводом в любой части оси; з) трещины в ободе, диске, ступице колеса; и) сдвига ступицы колеса на подступичной части оси; к) ослабления ступицы колеса на оси. Признаком ослабления ступицы на оси является разрыв краски по всему периметру с выделением из-под ступицы с внутренней стороны колеса ржавчины или масла; л) выщербины на поверхности катания цельнокатаных колес (рис. 8) глубиной более 10 мм или длиной более 50 мм у грузовых вагонов и длиной более 25 мм у пассажирских. Трещина в выщербине или расслоение, идущее в глубь металла, не допускается. Толщина обода колеса в месте выщербины не должна быть менее допускаемой. Колесные пары с выщербинами на поверхности катания глубиной до 1 мм не бракуют независимо от их длины;
Рис. 8. Выщербины на поверхности катания колес
м) кольцевых выработок на поверхности катания у основания гребня глубиной а (рис. 9) более 1 мм, на уклоне 1:7 более 2 мм или шириной б более 15 мм. Примечание. При наличии кольцевых выработок на других участках поверхности катания нормы браковки их такие же, как для кольцевых выработок, расположенных у гребня; н) местного увеличения ширины обода цельнокатаного колеса (раздавливании) более 5 мм; о) поверхностного откола наружной грани обода цельнокатаного колеса, включая местный откол кругового наплыва, глубиной (по радиусу колеса) более 10 мм, или если ширина оставшейся части обода в месте откола менее 120 мм, или в поврежденном месте независимо от размеров откола имеется трещина, распространяющаяся в глубь металла;
Рис. 9. Кольцевые выработки на поверхности катания колес
п) повреждения поверхности катания колес, вызванного смещением металла («навар»), как показано на рис. 10, высотой у, колесных пар пассажирских вагонов более 0,5 мм, грузовых вагонов более 1 мм. При обнаружении на промежуточной станции вагонов с колесными парами, имеющими «навар» более указанных размеров, но не выше 2 мм, порядок следования вагона такой же, как в пункте «в». В грузовых поездах, а также в пассажирских, обращающихся со скоростью не выше 120 км/ч, допускается устранять «навар» абразивным кругом. При этом зачищенные участки должны удовлетворять следующим требованиям: на зачищенном месте не должно быть трещин; переход от зачищенной поверхности к незачищенной должен быть плавным; зачищенная поверхность должна располагаться заподлицо с прилегающими бездефектными участками; в месте зачистки допускается углубление не более 0,5 мм; р) остроконечного наката на участке сопряжения подрезанной части гребня с вершиной (рис. 11); с) ширины обода цельнокатаного колеса менее 126 мм. Примечание. Измерение ширины обода колеса производится вне мест расположения маркировки; т) разницы расстояний между внутренними гранями ободов цельнокатаных колес в разных точках более 2 мм (измерения производят у освобожденной от нагрузки колесной пары). 4.2. При включении грузовых вагонов в пассажирские поезда колесные пары должны удовлетворять нормам, установленным ПТЭ для пассажирских вагонов.
Рис. 10. Дефект на поверхности катания колеса, вызванный смещением металла («навар»)
Рис. 11. Остроконечный накат гребня
4.3. При скоростях движения пассажирских поездов выше 160 км/ч и грузовых выше 90 км/ч колесные пары должны удовлетворять специальным техническим требованиям.
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КОЛЕСНЫМ ПАРАМ ПРИ ВЫПУСКЕ ВАГОНОВ ИЗ РЕМОНТА 5.1. Размеры элементов колесных пар при выпуске вагонов из ремонта должны быть в пределах, указанных в приложениях 6 и 7. 5.2. При выпуске вагонов из всех видов ремонта запрещается подкатывать под вагоны или оставлять под ними колесные пары: у пассажирских вагонов: а) с импортными осями, изготовленными до 1946 г., а также колесные пары с роликовыми подшипниками изготовления заводов СРР с условным клеймом «FOB» и заводов ПНР, имеющие обозначение «POLAND»; б) с разницей диаметров по кругу катания более: у двух тележек четырехосного вагона 20 мм; в одной тележке четырехосного вагона 10мм; в) с размерами элементов колесных пар менее указанных в приложениях 6 и 7; кроме того, у пассажирских вагонов, обращающихся со скоростями выше 120, но не более 140 км/ч; г) с редуктором привода от торца шейки оси, имеющие диаметр подступичной части менее 182 мм или средней части менее 160 мм и с ненакатанной средней частью; д) с редуктором привода от торца шейки оси, поставленным более четырех лет назад; е) с осями с необточенными средними частями. При скоростях выше 140, но не более 160 км/ч, кроме того, с осями РУ, а также с осями РУ1 с ненакатанными средними частями; у грузовых вагонов: ж) с разницей диаметров по кругу катания более: в одной тележке четырех-, шести- или восьмиосного вагона 20 мм; у двух тележек четырех-, шести- или восьмиосного вагона 40 мм; з) с размерами элементов колесных пар менее указанных в приложениях 6 и 7; и) с бандажными колесами. 5.3. Разрешается подкатывать или оставлять под вагонами при выпуске из всех видов ремонта исправные колесные пары, бывшие в эксплуатации: а) сформированные на ремонтных заводах и в колесных мастерских в 1957 и 1958 гг., а также поставляемые по импорту с 1 января 1958 г. без приемочных клейм МГТС; б) с неясной или срезанной маркировкой на цельнокатаных колесах; в) не имеющие на осях клейм и знаков завода-изготовителя или с неясными клеймами и знаками при условии наличия порядкового номера оси, приемочных клейм МПС, а также клейм и знаков формирования. 5.4. Разрешается подкатывать при всех видах ремонта колесные пары с роликовыми осями, переделанными из осей III типа только под вагоны-контейнеровозы, переоборудованные из полувагонов и крытых, а также специализированные вагоны для перевозки автомобилей.
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КОЛЕСНЫМ ПАРАМ И ИХ ЭЛЕМЕНТАМ ПРИ РЕМОНТЕ 6.1. В зависимости от объема выполняемых работ установлены следующие виды ремонта колесных пар: а) без смены элементов; б) со сменой элементов. 6.2. Размеры элементов колесных пар при выпуске из ремонта должны быть в пределах, указанных в приложении 8. 6.3. Ремонт колесных пар без смены элементов производится при необходимости выполнения следующих работ: а) обточки поверхности катания цельнокатаных колес; б) обточки, зачистки и накатки шеек осей; в) наплавки одного или двух изношенных гребней цельнокатаных колес; г) наплавки одного или двух изношенных буртов шеек осей колесных пар с подшипниками скольжения. 6.4. Ремонт со сменой элементов выполняется колесным парам; при необходимости: а) смены одного или двух колес, а также оси; б) опробования на сдвиг ступиц одного или двух колес; в) формирования колесной пары из новых элементов с постановкой старогодных роликовых подшипников и букс; при наличии: г) сдвига колес; д) несоответствия расстояния между внутренними гранями ободов колес установленным размерам; е) разницы расстояний между торцами оси и внутренними гранями ободов колес с одной и другой стороны колесной пары более допускаемых размеров. 6.5. Напрессовка на одну ось цельнокатаных колес с разницей по толщине обода более 5 мм, с отверстиями для водил и без них, а также облегченных, изготовленных по ГОСТ 10830-64, и обычных по ГОСТ 9036-76 не допускается. 6.6. В процессе ремонта колесных пар со сменой элементов разрешается заменять неисправные или неудовлетворяющие установленным размерам элементы как новыми, так и старогодными. 6.7. При браковке элементов колесных пар и устранении неисправностей в них необходимо руководствоваться приложением 9. 6.8. Новые элементы колесных пар должны соответствовать установленным для них стандартам и техническим условиям и могут быть использованы при ремонте только после проверки наличия на них актов технической приемки завода-поставщика (сертификатов) и установленных знаков и клейм. Цельнокатаные колеса, поставленные по импорту, сертификатов и приемочных клейм МПС могут не иметь. Рекламации на такие колеса в случае их неисправности предъявляются по наличию на них клейма завода-изготовителя. Примечания. 1. Новые элементы колесных пар отечественного изготовления с неясной маркировкой или без приемочных клейм бракуют. 2. Отсутствие на этих элементах клейм ОТК завода-изготовителя (при наличии приемочных клейм) не является причиной их браковки. 6.9. Старогодные оси, имеющие маркировку на средней части оси согласно ранее действовавшему ГОСТ 4008-48, разрешается использовать при ремонте колесных пар. Оси, не имеющие клейм и знаков заводов-изготовителей или при наличии неясных клейм и знаков, подлежат исключению из инвентаря. Колесные пары с необработанными средними частями осей, проработавших 20 лет и более с момента изготовления, при поступлении их в ремонт в ВКМ, на ВРЗ и локомотиво-вагоноремонтный завод (ТВРЗ) - подлежат расформированию с использованием годных цельнокатаных колес. Оси исключают из инвентаря. При поступлении в вагоноколесные мастерские, а также на ремонтные заводы колесных пар без приемочных клейм МПС, указанных в п. 1.4 и 6.8 настоящей Инструкции, на их осях после освидетельствования и приемки должны быть поставлены клейма «Ключ и молот» и «Серп и молот». 6.10. Старогодные цельнокатаные колеса с отсутствующей, неясной или срезанной маркировкой разрешается использовать при ремонте колесных пар. 6.11. Запрещается использовать при ремонте колесных пар цельнокатаные колеса с прожженными в дисках отверстиями для водил. Цельнокатаные колеса без отверстий для водил, а также имеющие базовую расточку на внутренней части обода с наружной стороны колеса, используют на общих основаниях. 6.12. Шероховатость поверхностей при обработке на станках новых и старогодных элементов колесных пар должна быть не ниже классов, указанных в табл. 2. Шероховатость поверхности элементов колесных пар должна проверяться с помощью специальных приборов или путем сравнения со стандартными эталонами. 6.13. При ремонте колесных пар со сменой элементов разрешается применять как систему вала, так и систему отверстия. Таблица 2
Оси | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | Поверхность шейки (включая галтели): после обточки под накатку после накатки: у колесных пар для роликовых подшипников у колесных пар для подшипников скольжения | 5 7а 8а | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | Торцовые поверхности зарезьбовой канавки колесных пар для роликовых подшипников: со стороны шейки » » резьбы | 5 4 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | Цилиндрическая поверхность бурта | 5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 4 | Внутренняя поверхность бурта | 6а | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | Предподступичная часть: под накатку роликами после накатки у осей для подшипников то же для роликовых подшипников после шлифовки или обточки | 5 8а 7а 6а | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 | Подступичная часть: после обточки под накатку роликами » накатки | 5 7а | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 | Торец оси: у колесных пар для подшипников скольжения у колесных пар для роликовых подшипников | 4 4 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | Средняя часть оси: при обточке под накатку после накатки | 4 6а | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Цельнокатаные колеса | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | Отверстие ступицы | 5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | Внутренний и наружный торец ступицы, внутренняя грань обода, поверхность катания, наружная фаска поверхности катания и гребень | 3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
РАСПРЕССОВКА КОЛЕС С ОСЕЙ
7.1. Распрессовка колес с осей должна выполняться на гидравлических прессах с применением специальных приспособлений, исключающих изгибы шеек и повреждение их торцов, а также деформацию резьбы у колесных пар для роликовых подшипников.
7.2. При распрессовке одного колеса с оси колесной пары второе колесо должно также распрессовываться для испытания подступичной части оси магнитным дефектоскопом.
Примечание. Указанное требование не распространяется на колесные пары, у которых в процессе запрессовки забраковано одно из прессовых соединений.
7.3. Колесные пары, имеющие сдвиг ступиц колес, подлежат распрессовке с последующим использованием годных элементов при ремонте.
Рис. 15. Диаграммы запрессовки с плавными колебаниями давления
11.15. Не разрешается более двух раз перепрессовывать колесо на один и тот же конец оси без дополнительной механической обработки одной из сопрягаемых поверхностей.
11.16. При перепрессовках конечное усилие должно соответствовать п. 11.7 с увеличением нижнего предела на 15%.
11.17. На бланке диаграммы, кроме кривой изменения давления, должны быть записаны следующие данные: дата запрессовки, тип колесной пары, номер оси, диаметры подступичной части оси и отверстия ступицы колеса (с точностью до 0,01 мм), величина натяга, длина ступицы, конечное усилие запрессовки в тонно-силах, маркировка цельнокатаного колеса, сторона колесной пары (правая или левая).
11.18. Диаграмма запрессовки должна быть подписана: мастером и начальником вагоноколесных мастерских (ВКМ), а при отсутствии начальника ВКМ старшим мастером или заместителем начальника вагонного депо (ВЧД) в линейных предприятиях; мастером и инспектором ОТК на заводе, а на заводах промышленности, кроме того, заводским инспектором-приемщиком ЦБ МПС. На каждой забракованной диаграмме делается отметка «Брак» с указанием причины браковки.
11.19. Годные и забракованные диаграммы запрессовки после оформления и приемки колесных пар хранятся в течение 20 лет.

Рис. 16. Диаграмма со скачком давления в конце запрессовки

Рис. 17 Диаграммы с резким скачком давления в начале запрессовки
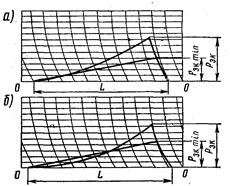
Рис. 18. Диаграммы запрессовки с вогнутой кривой
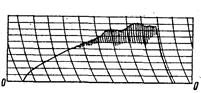
Рис. 19. Диаграмма с колебаниями давления запрессовки
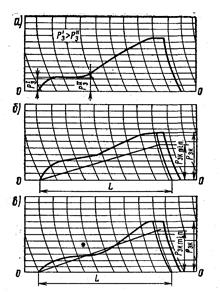
Рис. 20. Диаграммы запрессовки с линиями давления, имеющими местную вогнутость
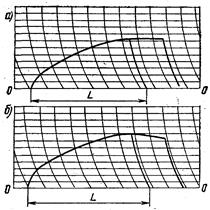
Рис. 21. Диаграммы с горизонтальной и наклонной линиями в конце диаграммы запрессовки
ОКРАСКА КОЛЕСНЫХ ПАР
20.1. Каждая колесная пара, принятая после формирования, должна быть окрашена краской черного цвета на олифе, лаком или эмалью марок, согласованных с ЦВ МПС.
Окраске подлежат:
а) средняя часть оси;
б) цельнокатаные колеса, за исключением ободов (окраска ободов запрещена);
в) места соединения лабиринтного кольца с предподступичной частью, а также предподступичная часть между лабиринтным кольцом и цельнокатаным колесом у колесных пар для роликовых подшипников после монтажа буке.
Особенно тщательно необходимо выполнять окраску оси в местах ее соединения со ступицей колеса с внутренней стороны колесной пары.
г) средняя часть у колесных пар с роликовыми осями, переделанными из осей III типа, окрашивается краской черного цвета на олифе или эмалью с нанесением контрольной полосы белого цвета размером 40х50 мм в местах сопряжения колес с осью с внутренней стороны колесных пар.
Основные размеры новых осей
| № п/п | Наименование осей | Тип оси | ||||||||
Размеры, мм
Оси для роликовых подшипников

















Размеры, мм
Оси для роликовых подшипников











ФОРМА УДОСТОВЕРЕНИЯ

Приложение 5
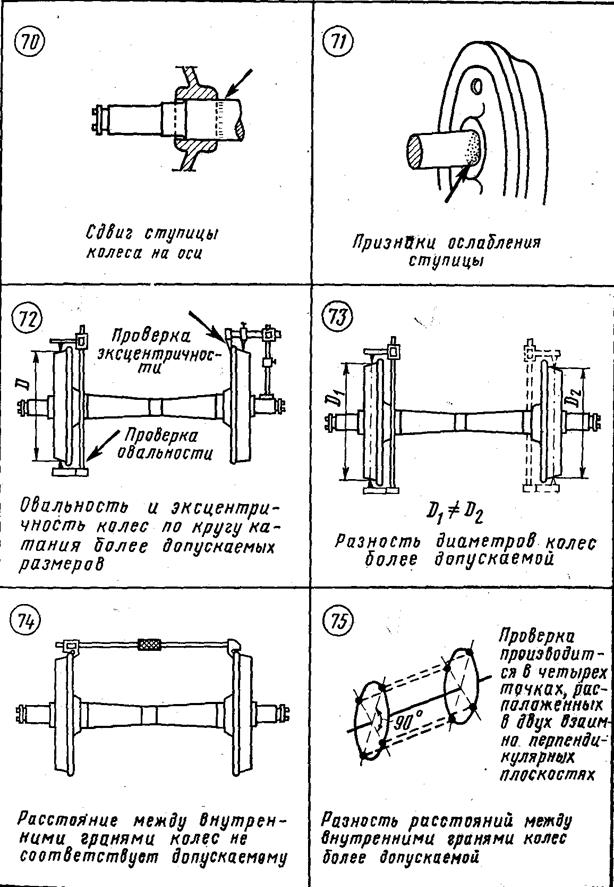
Неисправности осей

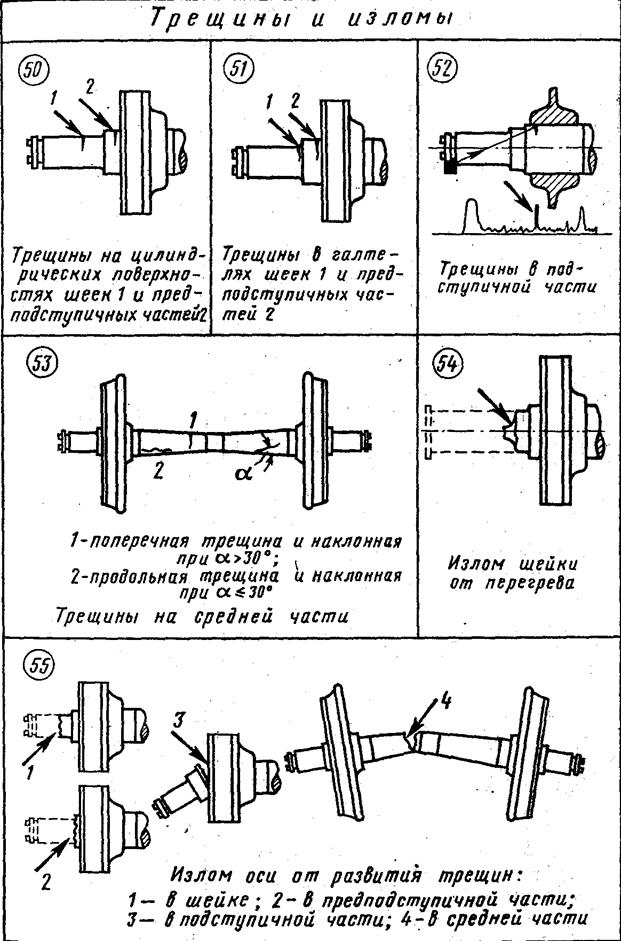
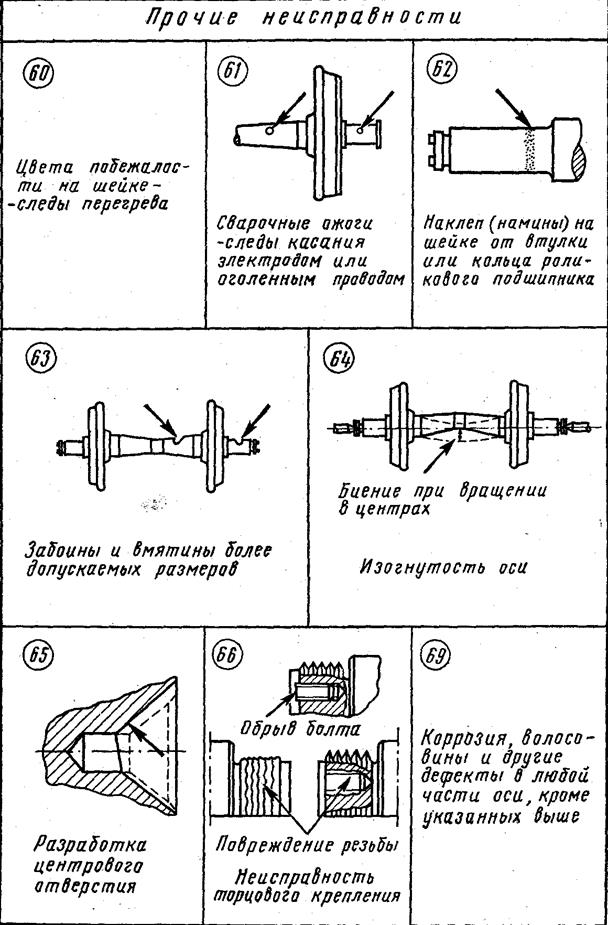
Неисправности колесных пар
Приложение 6
Колеса
Расстояние между внутренними гранями ободов цельнокатаных колес у колесных пар грузовых и пассажирских вагонов, обращающихся в поездах со скоростями до 120 км/ч*
Расстояние между внутренними гранями ободов цельнокатаных колес у колесных пар, подкатываемых под вагоны, обращающиеся в поездах со скоростями более 120 км/ч*
Разность расстояний между внутренними гранями ободов цельнокатаных колес, измерения в четырех противоположных точках, не более*
Разность диаметров по кругу катания колес, насаженных на одну ось, не более*
Толщина обода колеса, не менее, у вагонов:
а) следующих в пассажирских поездах со скоростями выше 140 до 160 км/ч
б) следующих в пассажирских поездах со скоростями выше 120 до 140 км/ч.
в) следующих в пассажирских поездах со скоростями до 120 км/ч.
г) грузовых четырех-, шести- и восьмиосных
Равномерный прокат колесных пар, не более:
а) у пассажирских вагонов, включаемых в поезда, обращающиеся со скоростями выше 120 до 160 км/ч
б) у пассажирских вагонов поездов дальнего следования
в) у пассажирских вагонов поездов местного и пригородного сообщения
г) у грузовых вагонов
3
6
7
7
Равномерный прокат у колесных пар с редуктором привода от торца оси
3*1
Неравномерный прокат на поверхности катания колеса, не более:
а) у пассажирских вагонов:
у колесных пар, подкатываемых под вагон
у невыкатываемых из-под вагона колесных пар
б) у грузовых вагонов:
у колесных пар, подкатываемых под вагон
у невыкатываемых из-под вагона колесных пар
0,5
1,0
1,0
1,5
Неравномерный прокат на поверхности катания колеса колесных пар с редуктором привода от торца оси
0
Ползуны (выбоины) на поверхности катания колес:
у пассажирских вагонов
у грузовых вагонов
|
|
0,5
11
1
12
1
13
26-33
29-33
31-33
14
Не допускается
15
|
|
Не более 0,5
16
0,5
17
1,0
Оси колесных пар*3 с подшипниками скольжения
18
7 - 21
19
9-13,5
20
0,4
21
2-3
20
20-40
* Проверяется только у колесных пар, подкатываемых под вагоны.
*' При единой технической ревизии вагона.
*2 Допускается выпускать вагоны с зачищенными наждачным кругом с «наварами» на поверхности катания колес; грузовые - из деповского и текущего ремонтов; пассажирские, обращающиеся в поездах со скоростями не выше 120 км/ч, - из текущего ремонта. При этом зачищенные участки должны удовлетворять требованиям, изложенным в п. 4.1.
*3 Допускаемые размеры диаметров шеек, предподступичных, подступичных и средних частей осей указаны в приложении 7.
Приложение 7
Колесные пары
Оси III типа колесных пар для подшипников скольжения*
* При постановке новой оси ее размеры должны удовлетворять требованиям, указанным в приложении 2.
| 18 | Конусность подступичной части при условии, что больший диаметр обращен к середине оси, не более | 0.1 | - |
| 19 | Овальность подступичной части, не более | 0,05 | - |
| 20 | Волнистость подступичной части, не более | 0,02 | - |
| 21 | Радиус перехода от подступичной части к средней: у оси с необточенной средней частью, не менее у оси с обточенной средней частью, не менее | 40 100 | - - |
| 22 | Диаметр средней части, не менее | 155 | 150 |
| Оси колесных пар для роликовых подшипников*1 | |||
| 23 | Диаметр шейки оси типа: РУ РУ1 и РУ1Ш | 

| 

|
| 24 | Диаметр шейки оси типа РУ после переточки | 



|

|
| 25 | Диаметр оси в месте зарезьбовой канавки у колесных пар с осями РУ1 | 90 | 90 |
| 26 | Ширина зарезьбовой канавки колесных пар с осями РУ1 | 8+1 | 8+1 |
| 27 | Занижение (уменьшение) диаметра шейки у галтели (глубина на сторону) | 0,10-0,45 | 0,10-0,45 |
| 28 | Расстояние от торца предподступичной части до начала занижения диаметра | 27-34 | 27-34 |
| 29 | Местная конусность шейки на расстоянии 27 мм и менее от торца оси, не более | 0,3 | 0,3 |
| 30 | Конусность и овальность шейки, не более: при втулочной посадке » горячей » | 0,03 0,02 | 0,03 0,02 |
| 31 | Радиальное биение шейки не более | 0,3 | 0,3 |
| 32 | Диаметр предподступичной части | 
|
|
| 33 | Диаметр предподступичной части после переточки |    
|    
|
| 34 | Овальность и конусность предподступичной части | 0,05 | 0,05 |
| 35 | Диаметр средней части, не менее | 155 | 150 |
*1 При постановке новой оси ее размеры должны удовлетворять требованиям, изложенным в приложении 2.
*2 Допускается износ шейки оси до 0,25 мм по сравнению с промежуточными номинальными ремонтными размерами.
*3 Допускается износ предподступичной части оси до 0,02 мм по сравнению с промежуточными номинальными ремонтными размерами.
| 36 | Радиусы галтелей | Должны соответствовать чертежу (см. прилож. 2) | |||
| 37 | Диаметр подступичной части, не менее | 180 | 180 | ||
| 38 | Длина, овальность, конусность и волнистость подступичной части | Такие же, как у осей III типа для подшипников скольжения | |||
| Цельнокатаные колеса | |||||
| 39 | Диаметр по кругу катания наибольший для колесных пар III-950 | 964 | 964 | ||
| То же III-1050 | 1064 | 1064 | |||
| 40 | Овальность по кругу катания, не более: при обточке без обточки | 0,5 1,0 | 0,5 1,0 | ||
| 41 | Толщина обода, не менее при обточке колесных пар: III типа и роликовые грузовые роликовые пассажирские без обточки: III типа и роликовые грузовые роликовые пассажирские | 27 40 - - | 24 35 24 33 | ||
| 42 | Равномерный прокат, не более: при обточке по кругу катания без обточки » » » |
0 | 7 | ||
| 43 | Неравномерный прокат | Не допускается | |||
| 44 | Ширина обода: нового колеса старогодного колеса | 130-133 126-136 | - 126-136 | ||
| 45 | Длина ступицы: колеса диаметром 950 мм » » 1050 » | 180-205 190-215 | - - | ||
| 46 | Толщина стенки ступицы (измеряется на расстоянии 170 мм от наружного торца ступицы у колес диаметром 950 мм и на расстоянии 180 мм у колес диаметром 1050 мм), не менее | 31 | - | ||
| 47 | Разность толщины стенки ступицы в различных местах по окружности, не более | 10 | - | ||
| 48 | Конусность отверстия ступицы при условии, что больший диаметр отверстия расположен с внутренней стороны ступицы, не более | 0,10 | - | ||
| 49 | Овальность отверстия ступицы, не более .............. | 0,05 | - | ||
| 50 | Волнистость поверхности отверстия ступицы, не более | 0,02 | - | ||
| 51 | Отклонения профиля поверхности катания от максимального шаблона, не более: по высоте гребня по поверхности катания, поверхности гребня и внутренней грани обода | 1,0 0,5 | 1,0 0,5 | ||
| 52 | Толщина гребня: при обточке без обточки | 32-33 32-33 | 27-33 30-33 | ||
| 53 | Дефект на поверхности катания, вызванный смещением металла («навар») | Не допускается | |||
| 54 | Кольцевые выработки на поверхности катания у основания гребня и на уклоне 1:7: при обточке без обточки |
Не допускаются | |||
| - | допускаются шириной не более 10 мм, глубиной не более 0,5 мм | ||||
| 55 | Выщербины без трещин, идущих в глубь обода, длиной не более 15 мм или глубиной не более 1 мм | Не допускаются | Допускаются | ||
Приложение 9
Оси
Колесную пару направляют в колесные мастерские или на ремонтный завод
Ось бракуют. Поверхности шеек, знаки и клейма, относящиеся к ее изготовлению, зарубают крестообразно зубилом. Примечание. Разрешается удалять обточкой трещины независимо от их глубины на подступичных частях осей, изготовленных после 1959 г. При этом толщина снимаемого слоя должна быть больше глубины трещины не менее чем на 0,5 мм, а диаметр подступичной части после обточки должен быть не менее 182 мм.
После проточки подступичные части накатываются роликами
То же
Ось бракуют
»
То же
»
Оси III типа перетачивают в оси типа РУ1Ш. С остальными осями поступают так же, как в п. 1
5
Продольные трещины и плены:
а) на средней обточенной и необточенной частях оси
б) на шейках и предподступичных частях оси
Разрешается оставлять одну длиной не более 25 мм или несколько суммарной длиной не более 25 мм. При длине трещины или плены свыше 25 мм ось бракуют
Шейки и предподступичные части обтачивают до полного исчезновения дефекта. Диаметр этих частей оси после обточки должен быть в пределах установленных допусков.
Если диаметр после обточки менее допускаемого размера, то:
колесную пару направляют в колесные мастерские или на ремонтный завод
с колесной парой поступают так же, как в п. 4 .
Устраняют обточкой на станке
7
Забоины и вмятины:
а) на средней частицей
б) на шейках и предподступичных частях осей для подшипников скольжения
в) на шейках осей для роликовых подшипников
г) на предподступичных частях осей для роликовых подшипников
Если размеры оси в месте забоины или вмятины находятся в пределах допускаемых. То ось не бракуют, а если менее допустимых размеров, то:
колесную пару направляют в колесные мастерские или на ремонтный завод
с колесной парой поступают так же, как в п. 4
Шейки и предподступичные части обтачивают на станке до полного удаления дефекта
Тупые забоины и вмятины глубиной не более 1,5 мм и площадью до 50 мм2 на расстоянии не ближе 50 мм от торца предподступичной части допускается оставлять без устранения. Выступающие края надо зачистить заподлицо с поверхностью шлифовальной шкуркой зернистостью 6 (ГОСТ 5009—75) с маслом в направлении вдоль шейки оси. При наличии забоин и вмятин более указанных размеров:
колесную пару направляют в колесные мастерские или на ремонтный завод
с колесной парой поступают так же, как в п. 1
Глубиной до 2 мм допускается оставлять без устранения с последующей зачисткой краев так же, как в п.7
При забоинах и вмятинах более допускаемых размеров:
колесную пару направляют в колесные. мастерские или на ремонтный завод
с колесной парой поступают так же, как в п. 1
8
Волосовины:
а) на средней необточенной части оси
б) на средней обточенной части оси
в) на галтелях
г) на цилиндрической части шейки оси
д) на предподступичных и подступичных частях
Устраняют так же, как в п. 5, б
Допускается оставлять без устранения не более трех волосовин в одном поперечном сечении при условии, что длина отдельной волосовины не превышает 50 мм.
При отклонении от указанных норм:
колесную пару направляют в колесные мастерские или на ремонтный завод
среднюю часть оси обтачивают на станке до полного удаления дефекта
Ось обрабатывают на станке до полного удаления дефекта
Допускается оставлять без устранения, если общее количество волосовин не более пяти или в любом поперечном сечении не более трех и если длина отдельной волосовины не превышает 10 мм.
При отклонении от указанных норм:
колесную пару направляют в колесные мастерские или на ремонтный завод
шейки оси обтачивают до полного устранения дефекта
Допускается оставлять без устранения, если в одном поперечном сечении имеется не более трех волосовин общей длиной 25 мм или одна волосовина длиной до 25 мм.
Волосовины длиной до 3 мм на всех частях оси, кроме галтелей, при нестрочечном и нескученном их расположении не учитывают
9
Искривление оси в средней необточенной части, оставшееся после ее изготовления
Допускается не более 8 мм. Определяется проворачиванием оси в центрах станка, при этом величина биения не должна превышать 16 мм
При отклонении от указанных норм:
колесную пару направляют в колесные мастерские или на ремонтный завод
10
Изогнутость оси
Определяется измерением расстояния между внутренними гранями ободов колес в четырех точках или вращением в центрах станка по обточенным частям оси. При наличии изогнутости оси:
колесную пару направляют в колесные мастерские или на ремонтный завод
11
Протертость на средней части оси
Глубиной не более 2,5 мм допускается оставлять без устранения
При протертости более указанной:
колесную пару направляют в колесные мастерские или на ремонтный завод
12
Задиры:
а) на шейках и предподступичных частях осей колесных пар с подшипниками скольжения
б) на шейках осей колесных пар с роликовыми подшипниками
в) на предподступичных частях осей колесных пар с роликовыми подшипниками
Устраняют обточкой на станке
То же
Глубиной до 2 мм под лабиринтным кольцом допускается оставлять без устранения при условии зачистки выступающих краев.
При большей глубине:
колесную пару направляют в колесные мастерские или на ремонтный завод
ось бракуют. Колесную пару расформировывают, с осью поступают так же, как в п. 1
Допускается оставлять без устранения:
поперечные глубиной и шириной не более 0,5 мм при расположении их не ближе 80 мм от торца предподступичной части оси; продольные глубиной не более 1 мм при расположении их не ближе 50 мм от торца предподступичной части оси; невыведенные круговые риски от задира при проворачивании втулки переднего подшипника глубиной не более 1,5 мм, общей площадью (после зачистки) не более 20% посадочной поверхности; отдельные вырывы металла глубиной до 2,5 мм.
При превышении указанных допускаемых размеров риски устраняют шлифовкой или обточкой
Устраняют обточкой на станке
Допуски и порядок устранения такие же, как указано в п. 12, в
Устраняют зачисткой или обточкой
Восстанавливают обточкой на станке
Восстанавливают наплавкой с последующей механической обработкой
Допускается оставлять без устранения при отсутствии признаков расслоений металла. При наличии расслоения дефект устраняют обточкой
Ободы цельнокатаных колес
18
Трещины поперечные и косые
Цельнокатаные колеса бракуют:
колесную пару направляют в колесные мастерские или на ремонтный завод
неисправное цельнокатаное колесо заменяют исправным
Устраняют обточкой на станке
Дефекты устраняют вырубкой с плавным переходом к основной поверхности. Допускаются: глубина вырубок на наружных гранях не более 5 мм, на внутренних (за исключением гребня) не более 3 мм при общей длине их не свыше 300 мм; количество вырубок в одном сечении не более трех. При отклонении от указанных норм колесную пару обтачивают на станке
Колесную пару обтачивают на станке
То же
»
»
»
Колесную пару обтачивают или устраняют «навар» наждачным кругом с соблюдением следующих требований: на зачищенном месте не должно быть трещин; переход зачищенной поверхности к незачищенной должен быть плавным; зачищенная поверхность должна располагаться заподлицо с прилегающими бездефектными участками; в месте зачистки допускается углубление не более 0,5 мм, величину которого проверяют абсолютным шаблоном
Колесную пару обтачивают на станке
Колесную пару обтачивают на станке
То же
»
Поверхность катания и гребень обтачивают на станке. Тонкий гребень наплавляют с последующей обточкой поверхности катания и наплавленного гребня на колесотокарном станке
Устраняют так же, как в п. 29
Колесную пару направляют в колесные мастерские или на ремонтный завод
Цельнокатаное колесо заменяют исправным
Устраняют восстановлением фаски на станке, а при необходимости – обточкой по всему профилю
Колесные пары
36
Расстояние между внутренними гранями ободов колес не соответствует установленным нормам
При расстоянии менее допускаемого размера обтачивают внутренние грани.
Если расстояние более допускаемого размера:
колесную пару направляют в колесные мастерские или на ремонтный завод
колесную пару переформируют
Производят обточку внутренних граней. При наличии хотя бы в одном из обмеряемых мест расстояния между внутренними гранями более допускаемых размеров дефект устраняют так же, как в п. 36; проверяют биение оси
Колесную пару направляют в колесные мастерские или на ремонтный завод
Производят опробование на сдвиг ступицы колеса, имеющего признаки ослабления.
Примечание. Признаки ослабления см. п.4.1 к настоящей Инструкции
Колесную пару направляют в колесные мастерские или на ремонтный завод
Колесную пару расформируют
То же
Колесную пару переформируют
Колесную пару обтачивают на станке
ЦВ/3429
ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция распространяется на колесные пары вагонов железных дорог широкой колеи (за исключением колесных пар специальных вагонов, а также моторных и прицепных вагонов электро- и дизель-поездов). Ею определяются порядок и сроки осмотра, освидетельствования и ремонта колесных пар, а также устанавливаются нормы и требования, которым они должны удовлетворять при осмотре, освидетельствовании, ремонте и формировании.
1.2. В Соответствии с Правилами технической эксплуатации железных дорог Союза ССР (ПТЭ) каждая колесная пара должна удовлетворять требованиям настоящей Инструкции, выполнение которой обязательно для всех работников, связанных с осмотром, освидетельствованием, ремонтом, формированием и подкаткой колесных пар под вагоны.
1.3. Освидетельствование, ремонт и формирование колесных пар, а также полная ревизия букс с роликовыми подшипниками должны производиться в пунктах, имеющих соответствующее оборудование и разрешение на выполнение этих работ.
1.4. Каждая колесная пара должна иметь на оси четко поставленные знаки о времени и месте формирования и полного освидетельствования, а также клейма о приемке ее при формировании. Кроме того, на элементах колесной пары должны быть знаки и клейма, установленные соответствующими стандартами и техническими условиями.
Годные к эксплуатации колесные пары, поставленные по импорту, а также сформированные на заводах и в вагоноколесных мастерских (ВКМ) в период 1957г-1958 гг. и не имеющие приемочных клейм, до поступления их на вагоноремонтный завод (ВРЗ) и в ВКМ эксплуатируются под вагонами на общих основаниях.
1.5. Размеры колесных пар и их элементов при эксплуатации, ремонте и формировании должны соответствовать установленным настоящей Инструкцией нормам, а также чертежам и требованиям стандартов.
1.6. Технология ремонта и формирования колесных пар для вагонных депо (ВЧД) и вагоноколесных мастерских устанавливается Главным управлением вагонного хозяйства (ЦВ МПС), для вагоноремонтных и локомотиво-вагоноремонтных заводов - Главным управлением по ремонту подвижного состава и производству запасных частей (цтвр МПС), для вагоностроительных заводов - технологическими процессами, принятыми на этих заводах.
1.7. Перечень измерительного инструмента и шаблонов, правила пользования ими, а также порядок ведения учетных и отчетных форм по колесным парам устанавливаются МПС.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ О КОЛЕСНЫХ ПАРАХ И ИХ ЭЛЕМЕНТАХ
2.1. На железных дорогах широкой колеи применяются следующие типы вагонных колесных пар:
для вагонов с роликовыми подшипниками (рис. 1,а):
РУ 1-950 с цельнокатаными колесами;
РУ1Ш-950 с цельнокатаными колесами;
РУ-950 с цельнокатаными колесами;
РУ-1050 с цельнокатаными колесами;
для вагонов с подшипниками скольжения (рис. 1, б):
III-950 с цельнокатаными колесами.
Основные размеры вновь формируемых колесных пар приведены в приложении 1.
2.2. Вагонные колесные пары имеют три конструкции осей, которые работают с роликовыми подшипниками (рис. 2, а, б) и с подшипниками скольжения (рис. 2, в).
Основные размеры новых осей указаны в приложении 2.
2.3. Для установки на станках каждая ось должна иметь на торцах центровые отверстия (рис.3).


Рис. 1. Типы вагонных колесных пар
2.4. Для восстановления геометрического центра оси и ограничения мест постановки клейм и знаков на торцах шеек осей колесных пар с подшипниками скольжения наносится контрольная окружность диаметром 100 мм с разбивкой на секторы (рис. 4). Ширина и глубина канавки контрольной окружности должны быть 0,5 мм.
2.5. Колесные пары должны иметь цельнокатаные колеса (рис. 5).
Размеры новых цельнокатаных колес приведены в приложении 3. Посадка цельнокатаных колес на оси прессовая.
Примечание. По варианту узла I (см. рис. 5) диаметр D 2 внутренней поверхности обода с наружной стороны колеса должен быть меньше диаметра D 3 с внутренней стороны не менее, чем на 5 мм, но в пределах поля допуска.
2.6. Обработанный обод цельнокатаного колеса должен иметь профиль поверхности катания, установленный стандартом (рис. 6).
|
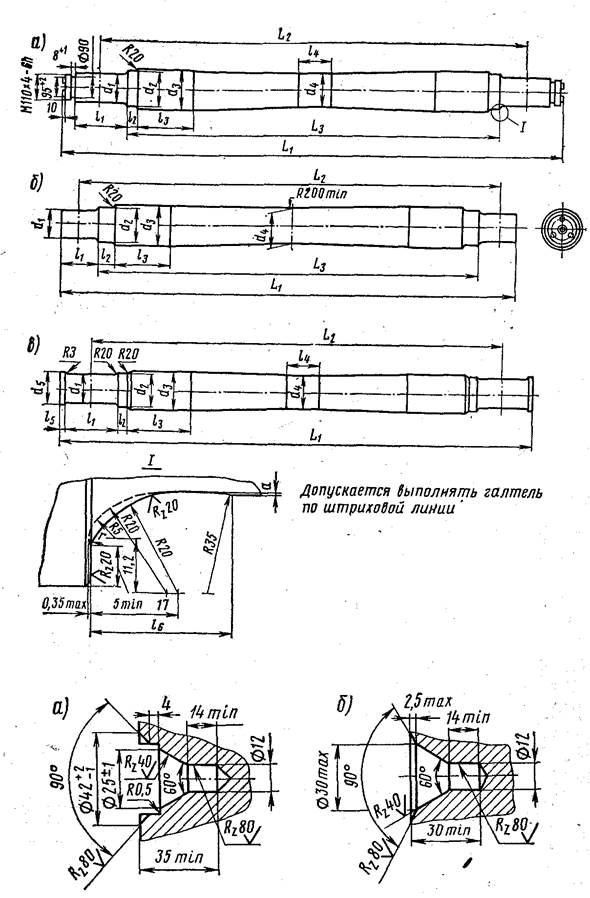
Рис. 3. Центровые отверстия осей:
а - для роликовых подшипников; б - для подшипников скольжения
| Рис 5. Цельнокатаное колесо |


|

Рис. 6. Профиль поверхности катания обработанного колеса
3. ВИДЫ, СРОКИ, ПОРЯДОК ОСМОТРА И ОСВИДЕТЕЛЬСТВОВАНИЯ КОЛЕСНЫХ ПАР
Основные положения
3.1.1. Для проверки состояния и своевременного изъятия из эксплуатации колесных пар, угрожающих безопасности движения поездов, а также для контроля за качеством подкатываемых и отремонтированных колесных пар установлена система их осмотра и освидетельствования, состоящая из:
осмотра колесных пар под вагонами;
обыкновенного освидетельствования;
полного освидетельствования.
3.1.2. Осмотр колесных пар под вагонами должны производить осмотрщики вагонов, а при текущем отцепочном ремонте вагонов - мастера и бригадиры. Указанные лица должны ежегодно сдавать испытания в знании должностных инструкций.
3.1.3. Обыкновенное и полное освидетельствование колесных пар разрешается производить лицам, испытанным в знании настоящей Инструкции, технологического процесса и организации ремонта колесных пар и получившим право на выполнение этих работ.
Лицам, сдавшим установленные испытания, выдается удостоверение по форме, указанной в приложении 4. Проверочные испытания проводятся ежегодно.
3.1.4. Удостоверение на право производства полного и обыкновенного освидетельствования колесных пар должны иметь:
в отделениях дорог - начальники вагонных отделов и их заместители;
в вагонных депо, вагоноколесных мастерских, пунктах технического обслуживания, пунктах подготовки вагонов к перевозкам - начальники вагонных депо, вагоноколесных мастерских, их заместители (в депо, не имеющих заместителя начальника депо, - старшие мастера), приемщики и старшие приемщики вагонных депо, главные инженеры, начальники пунктов технического обслуживания и подготовки вагонов к перевозкам, мастера и бригадиры колесных и роликовых цехов, мастера и бригадиры по подкатке;
на ремонтных заводах - главные инженеры и их заместители, начальники колесных и роликовых цехов и их заместители, начальники отдела технического контроля (ОТК) и их заместители, главные технологи, технологи, мастера, бригадиры, инспектора и контролеры ОТК колесных цехов, инспектора-приемщики вагонов;
на вагоностроительных заводах - заводские инспектора-приемщики ЦВ МПС.
3.1.5. Прием испытаний и выдачу удостоверений на право производства полного и обыкновенного освидетельствования колесных пар осуществляют комиссии в составе:
а) начальника службы вагонного хозяйства или его заместителя (председатель) и помощника дорожного ревизора по безопасности движения поездов по вагонному хозяйству.
Комиссия испытывает: начальников вагонных отделов и их заместителей, заводских инспекторов-приемщиков ЦВ МПС, приемщиков и старших приемщиков вагонов, работников ремонтных заводов и колесных мастерских, а также начальников, их заместителей и главных инженеров вагонных депо;
б) начальника вагонного отдела или его заместителя (председатель) и помощника участкового ревизора по безопасности движения поездов по вагонному хозяйству.
Комиссия испытывает работников вагонных депо, за исключением указанных в п. «а».
Последнее изменение этой страницы: 2019-05-08; Просмотров: 1725; Нарушение авторского права страницы




