|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
ЗАПРЕССОВКА ЦЕЛЬНОКАТАНЫХ КОЛЕС НА ОСИ
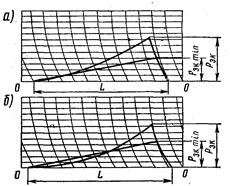
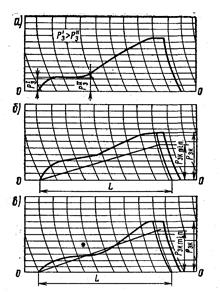
11.1. Запрессовка цельнокатаных колес на оси должна производиться на гидравлических прессах с записью процесса запрессовки самопишущим манометром (индикатором) на ленте. 11.2. Скорость движения плунжера гидравлического пресса при запрессовке должна быть не выше 2 мм/с. 11.3. Масштаб записи диаграммы запрессовки по длине должен быть не менее 1:2, а 1 мм диаграммы по высоте должен соответствовать усилию не более 2,5 тс. 11.4. Прессуемые элементы колесных пар (цельнокатаные колеса и оси) должны иметь одинаковую температуру; допускается разница не более 10ºС при условии превышения температуры колеса над температурой оси. 11.5. Перед запрессовкой элементы колесных пар проверяют и подбирают по размерам. Посадочные поверхности ступиц колес и подступичные части осей должны быть тщательно очищены, насухо протерты и покрыты ровным слоем натуральной олифы или другого вареного растительного масла (льняное, конопляное или подсолнечное). 11.6. Качество запрессовки контролируется по индикаторной диаграмме. К основным контролируемым параметрам диаграммы запрессовки относятся: а) величина конечных усилий; б) длина сопряжения; в) форма кривой. 11.7. Величина конечных усилий запрессовки должна быть в пределах 37-55 тс на каждые 100 мм диаметра подступичной части оси. 11.8. На основании нормы, приведенной в п. 11.7, на каждом предприятии (завод, вагоноколесные мастерские, депо) необходимо составить таблицу усилий запрессовки в килограмм-силах на квадратный сантиметр (кгс/см2) и тонно-силах (тс) для различных диаметров подступичных частей осей (через 1 мм) с учетом переводного коэффициента пресса из кгс/см2 в тс. При составлении таблицы результаты подсчета округляют до целых значений кгс/см2 в сторону повышения для нижнего и верхнего пределов. Указанная таблица должна быть утверждена главным инженером службы вагонного хозяйства или главным инженером завода. 11.9. Размеры натягов для достижения требуемых запрессовочных усилий устанавливаются предприятиями в пределах 0,10—0,25 мм. 11.10. Величина конечных усилий Рзк на диаграмме запрессовки определяется уровнем точки кривой, соответствующей концу процесса запрессовки (рис. 12, а, б). При расположении диаграммы выше (рис. 12, в) или ниже (рис. 12, г) нулевой линии 0-0, а также при перекосе (рис. 12, д) запрессовка не бракуется, а, конечные усилия должны определяться также уровнем точки диаграммы, соответствующей концу запрессовки с учетом величины смещения от нулевой линии. При обнаружении смещенных диаграмм запрессовки мастер прессового отделения обязан принять необходимые меры для ликвидации этого. Не подлежат бракованию диаграммы, имеющие вначале запись холостого хода плунжера пресса (рис. 12, е). Величину конечных запрессовочных усилий в этом случае нужно определять уровнем точки кривой, соответствующей концу процесса запрессовки, с уменьшением на величину давления холостого хода.
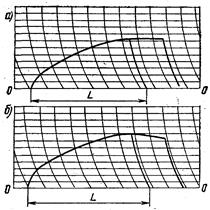
Рис. 12. Определение величины конечных усилий Рзк на диаграммах запрессовки 11.11. Минимально допустимая длина сопряжения (рис. 13), определяемая по диаграмме запрессовки, должна быть не менее размеров, указанных в табл. 4. Примечание. Длина сопряжения на диаграмме запрессовки определяется размером возрастающей ветви, т. е. расстоянием от начала до точки перехода в горизонтальную или наклонную прямую в конце (рис. 13,а). При отсутствии горизонтального или наклонного участка в конце длина сопряжения равна длине диаграммы (рис. 13,6). Таблица 4
i*— передаточное число индикатора (масштаб диаграммы по длине).
Рис. 13. Определение длины сопряжения на диаграмме запрессовки
11.12. По форме нормальная диаграмма запрессовки должна иметь плавно нарастающую несколько выпуклую вверх кривую по всей длине с начала до конца (см. рис. 12, а). 11.13. В зависимости от качества обработки посадочных поверхностей и других причин диаграммы запрессовки могут иметь отклонения от установленной формы. Порядок определения качества (пригодности) прессовых соединений, диаграммы которых имеют отклонения от нормальной формы, указан в табл. 5. Таблица 5
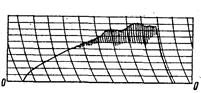
1 При оценке длины сопряжения таких диаграмм измеренная длина должна быть уменьшена на величину горизонтальной прямой или их суммы. 11.14. В случае если при напрессовке колеса на ось будет получена неудовлетворительная по форме или длине сопряжения диаграмма или конечное усилие запрессовки не будет соответствовать установленной в п. 11.7 норме, прессовое соединение бракуется и подлежит распрессовке. Распрессованное колесо разрешается повторно насаживать на тот же или другой конец оси или другую распрессованную ось без дополнительной механической обработки оси при условии, что на посадочных поверхностях подступичной части оси и отверстия ступицы нет задиров. Примечание. Запрещается повторно перепрессовывать соединения, диаграммы которых имеют резкие колебания давления (рис. 14).
Рис. 14. Диаграмма запрессовки с резкими колебаниями давления
Рис. 15. Диаграммы запрессовки с плавными колебаниями давления
11.15. Не разрешается более двух раз перепрессовывать колесо на один и тот же конец оси без дополнительной механической обработки одной из сопрягаемых поверхностей. 11.16. При перепрессовках конечное усилие должно соответствовать п. 11.7 с увеличением нижнего предела на 15%. 11.17. На бланке диаграммы, кроме кривой изменения давления, должны быть записаны следующие данные: дата запрессовки, тип колесной пары, номер оси, диаметры подступичной части оси и отверстия ступицы колеса (с точностью до 0,01 мм), величина натяга, длина ступицы, конечное усилие запрессовки в тонно-силах, маркировка цельнокатаного колеса, сторона колесной пары (правая или левая). 11.18. Диаграмма запрессовки должна быть подписана: мастером и начальником вагоноколесных мастерских (ВКМ), а при отсутствии начальника ВКМ старшим мастером или заместителем начальника вагонного депо (ВЧД) в линейных предприятиях; мастером и инспектором ОТК на заводе, а на заводах промышленности, кроме того, заводским инспектором-приемщиком ЦБ МПС. На каждой забракованной диаграмме делается отметка «Брак» с указанием причины браковки. 11.19. Годные и забракованные диаграммы запрессовки после оформления и приемки колесных пар хранятся в течение 20 лет.
Рис. 16. Диаграмма со скачком давления в конце запрессовки
Рис. 17 Диаграммы с резким скачком давления в начале запрессовки
Рис. 18. Диаграммы запрессовки с вогнутой кривой
Рис. 19. Диаграмма с колебаниями давления запрессовки
Рис. 20. Диаграммы запрессовки с линиями давления, имеющими местную вогнутость
Рис. 21. Диаграммы с горизонтальной и наклонной линиями в конце диаграммы запрессовки
|
Последнее изменение этой страницы: 2019-05-08; Просмотров: 279; Нарушение авторского права страницы


 ,
,  ,
,  и
и  , т. е. когда каждое последующее значение выше предыдущего (рис. 15,а), соединение браковке не подлежит;
б) при наличии падения давления, т. е. когда последующее значение ниже предыдущего (рис. 15, б) или при наличии горизонтальных прямых (рис, 15,в) соединение подлежит браковке. Однако оно не бракуется, если на диаграмме имеется одна горизонтальная прямая длиной не более 5 мм при масштабе диаграммы по длине 1:2 или несколько прямых суммарной длиной не более 5 мм. При другом масштабе записи должен быть сделан пересчет допускаемой длины горизонтальной прямой1
, т. е. когда каждое последующее значение выше предыдущего (рис. 15,а), соединение браковке не подлежит;
б) при наличии падения давления, т. е. когда последующее значение ниже предыдущего (рис. 15, б) или при наличии горизонтальных прямых (рис, 15,в) соединение подлежит браковке. Однако оно не бракуется, если на диаграмме имеется одна горизонтальная прямая длиной не более 5 мм при масштабе диаграммы по длине 1:2 или несколько прямых суммарной длиной не более 5 мм. При другом масштабе записи должен быть сделан пересчет допускаемой длины горизонтальной прямой1