Группы элементов и соединений при расчете на выносливость
| № п/п
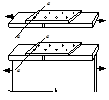
| Схема элемента и расположение расчетного сечения
| Характеристика
элемента
| Группа элемента
| | 1
| 
| Основной металл с прокатными или обработанными механическим путем кромками
То же, с кромками, обрезанными машинной газовой резкой
| 1
2
| | 2
| 
| Основной металл с обработанными механическим путем кромками, при разной ширине и радиусе перехода r, мм:
200
10
|
1
4
| | 3
| 
| Основной металл в соединениях на высокопрочных болтах
| 1
| | 4
| 
| Основной металл в болтовом (болты класса точности А) соединении в сечениях по отверстию:
а) при парных накладках
б) при односторонних накладках
|
4
5
| | 5
| 
| Переход и закругление (класс чистоты газовой резки 1 или фрезеровка) при a³72°, 
| 2
| | 6
| 
| Фасонки прямоугольной формы, приваренные встык или тавр к элементам конструкций без механической обработки перехода от фасонки к элементу
| 7
| | 7
| 
| Фасонки, приваренные встык или в тавр к стенкам и поясам балок, а также к элементам ферм при a £ 45°
| 4
| | 8
| 
| Фасонки прямоугольной или трапециевидной формы, приваренные к поясам балок внахлестку с обваркой по контуру нахлестки без механической обработки швов
| 7
| | 9
| 
| Стыковой необработанный шов; нагрузка перпендикулярна сварному шву; стыкуемые элементы одинаковой ширины и толщины
| 2
| | 10
| 
| Стыковой необработанный шов; стыкуемые элементы разной ширины или разной толщины
| 5
| | 11
| 
| Основной металл в месте перехода к стыковому шву со снятым механическим способом усилением шва:
при стыковании элементов одинаковой толщины и ширины
то же, разной толщины и ширины
|
2
3
| | 12
| 
| Стыковой шов, выполненный на подкладном листе; нагрузка перпендикулярна сварному шву
| 4
| | 13
| 
| Стыковой шов труб, выполненный на подкладном кольце
| 4
| | 14
| 
| Соединение встык прокатных профилей
| 4
| | 15
| 
| Сварные сечения двутаврового, таврового и других типов, сварные непрерывными продольными швами при действии усилия вдоль оси шва
| 2
| | 16
| 
| Элемент со вспомогательным элементом, прикрепленным продольными швами, при a:
до 45°
90°
|
4
7
| | 17
| 
| Обрыв поясного листа без механической обработки поперечного (лобового) шва
| 7
| | 18
| 
| Основной металл с поперечным швом; сварной шов двусторонний с плавным переходом к основному металлу
| 4
| | 19
| 
| Основной металл растянутых поясов балок и элементов ферм вблизи диафрагм и ребер, приваренных угловыми швами
| 5
| | 20
| 
| Основной металл в месте перехода к поперечному (лобовому) угловому шву
| 6
| | 21
| 
| Основной металл в соединениях с фланговыми швами (в местах перехода от элемента к концам фланговых швов):
а) с двойными фланговыми швами
б) с фланговыми и лобовыми швами
в) при передаче усилия через основной металл
г) щеки анкеров для крепления стальных канатов
|
8
7
7
8
| | 22
| 
| Основной металл трубы растянутого раскоса при отношении толщины к наружному диаметру трубы пояса:
tm/dm³1/14
1/20£tm/dm<1/14
|
7
8
| | 23
| 
| Основной металл трубы растянутого раскоса при отношении диаметров раскоса и пояса dd/dm=0,4–0,7 и отношении толщины к наружному диаметру трубы пояса:
tm/dm³1/14
1/20£tm/dm<1/14
1/35<tm/dm<1/20
|
6
7
8
| Таблица 84
Коэффициенты b для расчета элементов с учетом хрупкого разрушения стали
|
Номер схемы элемента и расположение расчетного сечения
| Толщи-на элемента в расчет-ном сече-
|
Значение b для сталей с пределом текучести и климатических районов строительства
| |
| нии, мм, не
| до 285 МПа (2900 кгс/см2)
| св. 285 МПа (1900 кгс/см2)
до 380 МПа (3900 кгс/см2)
| |
| более
| II5
| II4 (I4, I2, II2 и II3)3
| I2, II2 и II3
| I1
| | № по табл. 83* при гильотинной резке свободных кромок1
| 10
20
30
| 1,00
0,90
0,85
| 1,00
Не применять
То же
| 1,00
0,80
Не применять
| 0,75
Не применять
То же
| | № 3 или 4 по табл. 83* при наличии колотых отверстий2
| 10
20
| 1,00
1,00
| 1,00
0,95
| 1,00
1,00
| 1,00
Не применять
| | № 6 или 7 по табл. 83*
| 10
20
30
| 1,00
0,90
0,85
| 0,95
0,80
0,75
| 1,00
0,90
0,60
| 0,90
0,90
Не применять
| | № 16 по табл. 83*
| 10
20
30
| 1,00
1,00
1,00
| 1,00
0,95
0,87
| 1,00
1,00
0,90
| 1,00
0,80
Применять только во вспомогательных элементах
| | № 18 по табл. 83*
| 10
20
30
| 1,00
0,95
0,90
| 1,00
0,85
0,80
| 1,00
1,00
0,90
| 1,00
0,90
0,60
| | № 21,а по табл. 83* при гильотинной резке свободных кромок
| 10
20
30
| 1,00
0.90
0,85
| 0,95
Не применять
То же
| 1,00
0,75
Не применять
| 0,70
Не применять
То же
| | 1 В остальных случаях b =1,00.
2 При сверленых отверстиях b =1,00.
3 С учетом требований п. 2.1*.
| Приложение 8,а
Определение свойств металла
1. При исследовании и испытании металла необходимо определять следующие показатели:
химический состав с выявлением содержания элементов, предусмотренных государственными стандартами или техническими условиями на сталь;
предел текучести, временное сопротивление и относительное удлинение при испытаниях на растяжение (рекомендуется проводить их с построением диаграммы работы стали) по ГОСТ 1497–84*;
ударную вязкость по ГОСТ 9454–78* для температур, соответствующих группе конструкций и климатическому району по таблице 50*, и после механического старения в соответствии с государственными стандартами или техническими условиями на сталь.
Для конструкций 1-й и 2-й групп табл. 50*, выполненных из кипящей стали толщиной свыше 12 мм и эксплуатирующихся при отрицательных температурах, дополнительно следует определять:
распределение сернистых включений способом отпечатка по Бауману по ГОСТ 10243–75*;
микроструктуру с выявлением размера зерна по ГОСТ 5639–82*.
Механические свойства стали допускается определять с применением других методов, обеспечивающих надежность результатов, соответствующую испытаниям на растяжение.
2. Отбор проб для химического анализа и образцов для механических испытаний производят из элементов конструкций отдельно для каждой партии металла.
К партии металла относятся элементы одного вида проката (по номерам профилей, толщинам и маркам стали), входящие в состав однотипных элементов конструкций (пояса ферм, решетка ферм, пояса подкрановых балок и т. п.) одной очереди строительства. Партия металла должна относиться не более чем к 50 однотипным отправочным маркам общей массой не более 60 т. Если отправочные марки представляют собой простые элементы из прокатных профилей (прогоны, балки, связи и т. п.), к партии может быть отнесено до 250 отправочных марок.
Число проб и образцов от каждой партии металла должно быть не меньше чем указано в табл. 85, при отборе проб и образцов необходимо соблюдать требования ГОСТ 7564–73*.
Таблица 85
|
