|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Влияние формы спирали индуктора на процесс обжима трубчатых заготовок
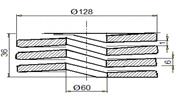
На базе разработанной в разделе 2 математической модели была проведена оценка эффективности конструкций индукторов для обжима - одновиткового, четырехвиткового цилиндрического, индуктора-концентратора, геометрические характеристики которых приведены на рис. 3.1.
Рис. 3.1. Геометрические размеры спиралей индукторов: а – одновиткового цилиндрического; б – цилиндрического (четырехвиткового); в – индуктора - концентратора
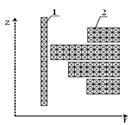
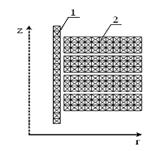
Принималось, что спираль индуктора изготовлена из стали 65Г имеющей следующие параметры: Удельное сопротивление, 10-9 Ом Теплоемкость, Дж/ кг Плотность, кг/м38430 Модуль Юнга, ГПа200 Коэффициент Пуассона0, 34 Материал обжимаемой заготовки АМг2М принимался упруго-пластическим с линейным законом упрочнения и имел следующие характеристики:: Удельное сопротивление, 10-9 Ом Теплоемкость, Дж/ кг Плотность, кг/м3 2700 Пластический модуль, ГПа 0, 6 Модуль Юнга, ГПа 80 Коэффициент Пуассона 0, 34 Геометрические размеры обжимаемой заготовки являлись следующими: наружный диаметр 57 мм, толщина 1, 2 мм и высота 38 мм, длина обжимаемого участка 6 мм. Расчетные схемы процессов обжима индукторами различной геометрии представлены на рис. 3.2, а - 3.2, в, при этом в связи с осесимметричным представлением спирали индуктора в виде набора кольцевых элементов рассматривали половину меридионального сечения индуктора и заготовки. Предварительные расчеты показали, что сходимость результатов достигается при разбиении заготовки на 1800 тороидальных треугольных конечных элементов с пятью слоями по толщине, а один виток спирали индуктора разбивался не менее чем на 100 элементов.
в Рис. 3.2. Расчетные схемы процессов обжима индукторов: а - одновиткового; б - цилиндрического; в - индуктора-концентратора; 1 – заготовка; 2 – индуктор
Численные эксперименты проводились для четырех типов установок одинаковой энергоёмкости, с различными напряжениями заряда [48]. Данные о параметрах установок приведены в табл. 3.1.
Таблица 3.1. Параметры разрядных контуров
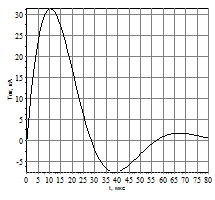
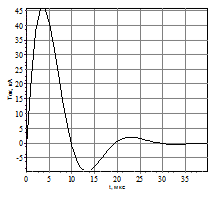
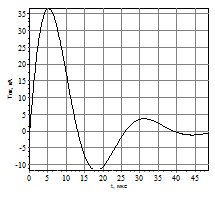
В результате расчетов были получены кривые тока для трех типов индукторов для каждого разрядного контура (рис.3.3 - 3.6).
Обработка кривых тока позволила установить зависимость рабочей частоты разряда от собственной частоты установки (рис. 3.7).
Рис. 3.7. Зависимость рабочей частоты разряда от собственной частоты установки при включении в разрядную цепь различных индукторов: 1 – индуктора-концентратора; 2 – цилиндрического четырехвиткового индуктора; 3 – одновиткового индуктора
Анализ показал, что наибольшая разность между собственной частотой установки и рабочей частотой разрядного контура наблюдается для четырехвиткового индуктора-концентратора, а наименьшая для одновиткового индуктора. При этом влияние типа индуктора на рабочую частоту разряда наиболее сильно проявляются в диапазоне собственных частот установки выше 60кГц. В результате расчетов были получены характерные графики распределения радиальной пондеромоторной силы по высоте заготовки для каждого типа индуктора (рис.3.8).
в Рис. 3.8. Графики распределения радиальной силы по высоте (Z) алюминиевой заготовки для индуктора: а - одновиткового; б - четырехвиткового цилиндрического; в - индуктора-концентратора на третьем разрядном контуре
На этих графиках кривые Е-Езаг соответствуют радиальной пондеромоторной силе, действующей на внешней поверхности заготовки, Д-Дзаг в среднем сечении заготовки, Г-Гзаг - на внутренней поверхности заготовки (рис.2.2). Анализ графиков показал, что распределение пондеромоторных сил не равномерно по сечению спирали индуктора. Эта неравномерность обусловлена не только количеством витков и формой спирали индуктора, но и также наличием зазоров между витками. Так максимальное значение пондеромоторных сил, действующих на внешней стороне заготовки находится на середине витка спирали наименьшего внутреннего диаметра одновиткового индуктора, а для цилиндрического четырехвиткового индуктора наибольшее значение пондеромоторных сил реализуется на середине второго и третьего витков спирали индуктора. Указанный характер распределения радиальной составляющей пондеромоторных сил подтверждается формой деформированной заготовки (рис. 3.9).
Рис. 3.9. Деформации заготовки при обжиме индукторами: а - одновитковым, б- четырехвитковым цилиндрическим, в – индуктором-концентратором
На рис. 3.10 - 3.12 приведены зависимости: максимального значения радиальной составляющей пондеромоторных сил; импульса пондеромоторных сил; а также окружной логарифмической деформации заготовки от собственной частоты разрядного контура установки.
Рис. 3.10. Зависимость максимального значения радиальной составляющей пондеромоторных сил от собственной частоты установки при обжиме алюминиевой заготовки: 1 – индуктор-концентратор; 2 - четырехвитковый цилиндрический индуктор; 3 - одновитковый индуктор
Рис. 3.11. Зависимость импульса пондеромоторных сил от собственной частоты установки при обжиме алюминиевой заготовки: 1 – индуктор-концентратор; 2 - четырехвитковый цилиндрический индуктор; 3 - одновитковый индуктор
Рис. 3.12. Зависимость окружной логарифмической деформации от собственной частоты разряда при обжиме алюминиевой заготовки: 1 – индуктор-концентратор; 2 - четырехвитковый цилиндрический индуктор; 3 - одновитковый индуктор
Анализ их показал, что максимальное формоизменение алюминиевой заготовки для всех типов индукторов достигается на первом разрядном контуре, для которого максимальные значения радиальной составляющей пондеромоторных сил минимальны, а радиальный импульс их достигает максимального значения. При этом наибольшая окружная логарифмическая деформация наблюдается для индуктора-концентратора.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-10-03; Просмотров: 212; Нарушение авторского права страницы
 а
а
 б
б
 в
в
 м80
м80 а
а
 б
б