|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Разработка основной части дипломного проекта
2.5.1 Характеристика объекта проектирования. Созданиехарактеристики объекта проектирования диктуется необходимостью автоматизированного поиска в базе данных предприятия технологических разработок – аналогов, выполненных ранее. Краткая характеристика дипломного проекта, его социально-функционального назначения, формы и других особенностей. Объём 0, 5 – 0, 8 страницы.
ПРИМЕР: ДЕТАЛЬ «МУФТА» Под служебным назначением детали понимают максимально уточнённую и чётко сформулированную задачу, для решения которой предназначена деталь. Среди большого разнообразия изделий машиностроительной продукции весьма распространенную группу составляют муфты, которые служат для размещения отдельных деталей, механизмов и агрегатов. Являясь важнейшими элементами конструкций машин, эти детали должны обеспечивать точность взаимного расположения установленных на них деталей и сборочных единиц, как в статическом положении, так и при эксплуатации изделия. Большинство машин компонуется из механизмов, каждый из которых выполнен в виде агрегата, обеспечивающего возможность полной взаимозаменяемости. Кроме того, при передаче движения от двигателя к исполнительному механизму возникает необходимость включать и выключать работу исполнительного механизма, не прекращая работу двигателя. Эти задачи и ряд других решаются посредством применения муфт. Муфта – устройство для соединения валов, тяг, труб, канатов, кабелей. Следует различать муфты соединительные и муфты приводов машин. Поэтому далее понятием муфта объединяются устройства, предназначенные для передачи вращательного движения между валами или между валом и свободно сидящей на нём деталью (шкивом, звёздочкой, зубчатым колесом и т.п.) без изменения параметров движения. Современное машиностроение располагает большим арсеналом муфт, различающихся по функциональному назначению, принципу действия и конструктивному исполнению.
2.5.2 Глава 1 (теоретическая): Анализ базового технологического процесса изготовления детали, анализ материально-технической базы предприятия (ОАО «Гидроаавтоматика»; ПАО «Салют», АО «Авиаагрегат», АО «РКЦ Прогресс», и т.д.) по изготовлению детали и описание применяемое оборудование, на которое проектируется техпроцесс. Планировка оборудования и рабочих мест на участке механического цеха зависит от величины завода, характера производства, особенностей и объема производственного задания, габаритных размеров и массы обрабатываемых заготовок. В состав механических цехов входят производственные отделения или участки, вспомогательные отделения, служебные помещения, бытовые помещения и т. п. Состав производственных отделений или участков цехов определяется характером изготовляемых изделий, видом технологического процесса, объемом производства. Производственный участок служит для размещения на нем оборудования, служащего для выполнения технологических процессов обработки и сборки изделий. К вспомогательным отделениям относятся заготовительные, ремонтные, заточные, контрольные отделения, а также складские помещения для материалов, заготовок, деталей. В служебных и бытовых помещениях располагаются кабинеты административно-технического персонала, гардеробные, уборные, душевые, буфеты, медпункты, красные уголки. В состав, например, инструментального цеха входят отделения: механическое (станочное), слесарно-сборочное, лекальное, ремонтное, шлифовально-заточное, термическое, защитных покрытий, сварочное, кузнечное; склады; контрольное отделение; измерительная лаборатория; служебные и бытовые помещения. Станочные и слесарно-сборочные отделения делятся на специализированные участки, предназначенные для обработки заготовок определенного вида, например валов, зубчатых колес, корпусов, станин, изготовления деталей и сборки приборов, инструмента, приспособлений, штампов, металлических моделей и пресс-форм. В данной главе дипломного проекта необходимо описать процесс знакомства с производством и его структуру. Произвести анализ подготовки к проектированию технологического процесса, планирование и подбор технологического оборудования, подбор режущего и мерительного инструмента.
2.5.3 Глава 2 (практическая): Служебное назначение, условие работы детали В этом пункте определяется описание детали, которое выполняется по рабочему чертежу детали и служит для лучшего усвоения конструкции детали. Краткое первоначальное описание детали по основным конструкторским элементам можно получить путем декодирования конструкторского кода детали. Приводится практическое описание ее работы, указываются наиболее точные поверхности или конструктивные элементы, анализируется правильность выбора материала конструктором и твёрдость поверхностей детали, выданной в качестве объекта дипломного проектирования. Описывается роль и служебное назначение детали в сборочной единице, приводится практическое описание ее работы, указываются наиболее точные поверхности или конструктивные элементы, анализируется правильность выбора материала конструктором и твёрдость поверхностей детали, выданной в качестве объекта курсового проектирования. Также показывается сборочный чертеж узла, в который входит данная деталь. Производится анализ выбора материала детали и его свойств- по химическому составу, механическим свойствам (в зависимости от термической обработки). Данные сводятся в таблицы (см. табл. 3, 4). ПРИМЕР: ДЕТАЛЬ «МУФТА» Данная деталь изготавливается из отливки с последующей обработкой резанием. Деталь «муфта» служит для передачи крутящего момента от основного вала. Наиболее точными поверхностями являются: Ø 86+0, 085мм, 8 шлиц 9мм. Самая точная поверхность – 1 диаметр, выполненный по 8 квалитету. Анализ рабочего чертежа показал, что чертеж выполнен в соответствии с ГОСТами ЕСКД. Габаритные размеры детали: отливка Ф148х98мм. Все размеры, отклонения, допуски, шероховатости поверхностей, технические требования, необходимые для изготовления данной детали, проставлены. Также на рабочем чертеже присутствует достаточное количество видов (1). Сечения, местные виды, а также выносные элементы нет необходимости делать. Из чертежа видно, что самыми точными и менее технологичными поверхностями являются рабочие поверхности винта. Эти поверхности имеют шероховатость Ra1, 6; а также 7 и 8 квалитеты точности соответственно. Точность данных поверхностей нужна для обеспечения герметичности соединения винта с рычагом. Сталь 20 ГОСТ 1050-88: столь конструкционная углеродистая качественная:
Таблица 3 Химический состав, % (ГОСТ 1050-88)
Таблица 4 Механические свойства материала (ГОСТ 1050-88)
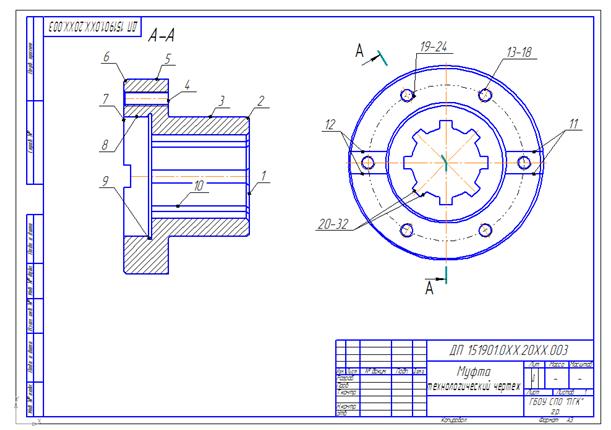
2.5.3.2 Анализ технологичности детали выполняется в соответствии с методическими указаниями [1]. Студент должен проанализировать конструкторский чертёж и определить достаточность числа проекций, сечений, разрезов, оценить простановку размеров и предельных отклонений, допуски формы и расположение поверхностей, соответствие точности поверхности и шероховатости [2, табл. 2; табл. П.1]. Достаточность простановки размеров определяют путём мысленного построения детали, аналогично тому, как это делает конструктор при выполнении чертежа [10]. При необходимости, студент вносит изменения в конструкторский чертёж, т.е. устраняет недостатки конструкторской подготовки производства. После анализа конструкторского чертежа и внесённых изменений студент оформляет чертёж детали, который включает в себя следующее: - необходимое число проекций, разрезов, сечений; - достаточность простановки размеров, предельных отклонений; - допуски формы и расположения; - обозначение шероховатости поверхности по ГОСТ2789-73; - материал детали; - твёрдость рабочих поверхностей детали, вид термической обработки; - точность обработки свободных поверхностей. Для специфических деталей могут быть указаны и другие технические требования (например, допустимая величина неуравновешенности масс, давление и время выдержки при контроле герметичности, вид покрытия, требования к качеству поверхностного слоя и др.). Перед началом разработки технологического процесса студенту необходимо оформить технологический чертеж детали по правилам, изложенным в источниках [1; 10]. При разработке технологического чертежа изображают деталь без размеров и производят присвоение номера каждой поверхности, подлежащей обработке, следующим образом: расстановка номеров поверхностей деталей производится против часовой стрелки, начиная с крайнего правого торца. Нумеруются все поверхности детали, как бы мала ни была их протяженность (рис. 2). Основные показатели, такие, как абсолютная трудоемкость изготовления и технологическая себестоимость, рекомендуется определять после разработки технологического процесса изготовления детали. На первоначальной стадии, при анализе служебного назначения детали и оценке ее технологичности необходимо использовать дополнительные показатели - такие, как масса детали, коэффициенты использования материала (Ким), точности обработки (Ктч), шероховатости (Кш), которые определяются следующим образом: где МD и МЗ – соответственно, массы детали и заготовки, кг; где АСР – средний квалитет точности обработки детали по всем поверхностям; где БСР – среднее числовое значение параметра шероховатости всех поверхностей детали.
Рисунок 1 - Чертеж детали «Муфта»
Рисунок 2 - Технологический чертеж детали «Муфта»
При наличии на поверхности детали различных свойств (точности, шероховатости, термообработки и т.д.) каждый участок рассматривается как отдельный элемент, каждому присваивается отдельный номер. Сложные комбинированные поверхности детали, обрабатываемые одним комбинированным инструментом (сверлом, разверткой, фасонным резцом, шлифовальным кругом), при подготовке чертежа обводятся штриховой линией, комбинированной поверхности присваивается один номер в общем порядке. Наружные и внутренние галтели нумеруются только в том случае, когда они обрабатываются отдельно. Таким образом, рабочий чертеж и технические требования приводят к виду, удобному для разработки технологического процесса. Студент оценивает состояние каждой поверхности детали, и все сведения сводит в таблицу. ПРИМЕР: (см. табл. 5) Таблица 5 Состояние поверхности детали |
||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-10-04; Просмотров: 273; Нарушение авторского права страницы
 , (1)
, (1) , (2)
, (2) , (3)
, (3)