|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Материалы применяемые для герметизации резьбовых трубных соединений.
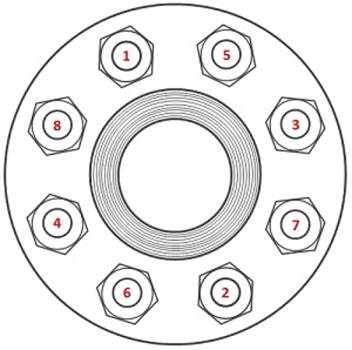
Для предотвращения утечки газов и жидкостей через фитинги трубных соединений необходимо обеспечить герметизацию резьбы. + видео пр.№1-8.1/1-8.2 Незатвердевающые пасты являются удобным и несложным методом герметизации соединений труб. Такие уплотнения представляют собой вязкий продукт, на основе синтетических смол, масел и наполнителей. Используется специально в конкретных случаях при определенных режимах работы. Герметики на основе растворителей являются высыхающими пастами. Метод герметизации резьбовых соединений логичный с технической точки зрения. В нашей стране широко применяется совсем недавно, и обычно совместно с льняной прядью, что снижает технологичность метода. Лента ФУМ: лента из тонкой фторопластовой пленки. Широко распространен благодаря тому, что в последние годы без труда можно приобрести этот материал, который еще три десятилетия назад являлся остро дефицитным. Универсальная нить для уплотнений: нейлоновый шнур, пропитанный специальным герметизирующим составом («Унилок», «Локтайт 55» сделанные в Евросоюзе, подмотка для труб «Рекорд» изготавливаемая в России). Анаэробные клеи – герметики: это жидкие продукты различной вязкости, способные длительное время оставаться на воздухе в стабильном состоянии без изменения свойств. Но когда эти составы попадают в узкие зазоры между металлическими поверхностями, то там, в отсутствие кислорода воздуха и под влиянием металла, быстро полимеризуются без усадки, образуя прочную, твердую, термореактивную пластмассу, заполняющую резьбовой зазор. В результате обеспечивается надежная герметичность независимо от рабочего давления и усилия свинчивания соединения. Такое свойство анаэробов отвердевать только в небольшом зазоре, является ценным, так как не засоряются рабочие каналы и седла клапанов, а избытки клея остаются жидкими на открытой поверхности и легко удаляются. Нарезание резьбы Для резьбовых соединений, как правило, применяют метрическую резьбу; М10 означает: метрическая резьба с наружным диаметром 10 мм. Существуют также метрические резьбы с мелким шагом. Для труб и арматуры применяют трубные резьбы, размеры которых даны в дюймах и регламентированы Международной системой СИ. Резьбы бывают правые (если посмотреть на головку винта, его ввертывают, вращая по часовой стрелке) и левые С дополнительным обозначением, например М10 левая. Наружную резьбу нарезают плашкой. Плашка - инструмент для нанесения резьбы на болтах, винтах, шпильках и т.п. деталях. Различают плашки для накатки резьбы путем пластического деформирования металла заготовки (накатные) и для нарезания резьбы (нарезные). Накатные плашки представляют собой комплект из двух прямоугольных призм или двух роликов, рабочие части которых имеют чисто обработанный профиль, противоположный профилю накатываемой резьбы. Закрепляются в специальных держателях. Нарезные плашки бывают цельные круглые (лерки) разрезные (круглые, квадратные, шестигранные), трубчатые и др. Плашки для ручного нарезания используют в клуппах, плашкодержателях (леркодержателях). Плашку зажимают в воротке винтами, расположенными по его контуру. На торце стержня, на котором необходимо нарезать резьбу, на заточном станке снимают фаску под углом 60о до диаметра, равного 80% диаметра резьбы. Затем плашку смазывают животным жиром (салом) или растительным маслом - машинное масло лучше не использовать, так как оно портит резьбу. На конец прочно зажатого в тисках стержня с фаской в виде усеченного конуса устанавливают точно в горизонтальной плоскости вороток с плашкой и вращают обеими руками вороток по часовой стрелке (глядя сверху), если резьба правая, с небольшим нажимом на плашку. Иногда рекомендуется плавно вращать вороток по часовой стрелке, иногда - после каждого полуоборота немножко повернуть его обратно, чтобы сломать стружку. Главное хорошо смазать все рабочие лезвия, чтобы резьба не рвалась, а плашка не тупилась. Диаметр стержней под наружную метрическую резьбу следует подбирать по таблице. Внутреннюю резьбу нарезают с помощью метчиков. Метчик - металлорежущий инструмент для нарезания внутренней резьбы в предварительно просверленных отверстиях. Бывают ручные (вращаются при помощи воротка) и станочные, гаечные и инструментальные (маточные и плашечные). При нарезании глубокой резьбы обычно применяют комплект из трех метчиков: первый метчик (обозначение - одна риска) - предварительный, второй (две риски) нарезает резьбу и третий (три риски или без низ) ее калибрует. Гаечные метчики пригодны для нарезания короткой резьбы (как в гайке) и имеют последовательно расположенные режущие кромки; после прохождения всей длины получают полную резьбу. Большое значение имеет правильный выбор диаметров отверстия. Если диаметр больше, чем следует, то внутренняя резьба не будет иметь полного профиля и получится непрочное соединение. При меньшем диаметре отверстия вход метчика в него затруднителен, что ведет к срыву первых витков резьбы или к заклиниванию и поломке метчика. Диаметр отверстия под метрическую резьбу можно приближенно определить, умножив размер резьбы на 0, 8 (например, для резьбы М2 сверло должно иметь диаметр 1, 6 мм, для М3 - 2, 4-2, 5 мм и т.д. (см.. таблицу). Фланцевые соединения. Фланец — деталь трубопровода, предназначенная для монтажа отдельных его частей, а также для присоединения оборудования к трубопроводу. Фланцевые соединения, состоят из: · Собственно фланца; · комплекта крепежных изделий (шпильки, гайки, шайбы); · прокладки(паронитовые, фторопластовые, из терморасширенного графита, стальные и др.). На территории Российской Федерации и стран СНГ наибольшее распространение получили три фланцевых стандарта: ГОСТ 12820-80 — фланец стальной плоский приварной. ГОСТ 12821-80 — фланец стальной приварной встык. ГОСТ 12822-80 — фланец стальной свободный на приварном кольце. Затяжка фланцевых соединений Затяжка фланцевых соединений – ключевой момент монтажа фланца. Чтобы достичь максимальной герметизации, необходимо чтобы все детали были точными. Подготовка элементов Поверхности фланцев очисть и обезжирить, проверить на наличие царапин, впадин и вмятин. Осмотреть на наличие коррозии самого фланца и крепежных элементов – болтов и гаек. Удалить заусеницы с резьбы, предварительно также можно «прогнать» по резьбе каждый болт и гайку. Смажьте резьбу болта, или шпильки. Подготовьте и установите прокладку. Убедитесь в правильности ее установки, она должна лежать по центру. Важно: Не используйте старые прокладки, если нет возможности заменить прокладку допускается установка нескольких старых прокладок. Последовательность затяжки Надежную и правильную фиксацию фланца обеспечит правильный порядок затяжки болтов. Для этого слегка затените первый болт, следующий болт выбираете с противоположной стороны, затяжка также провести слегка. Третий болт, который затягиваете, отстает от первого на четверть оборота(90°) или близкий к этому углу. Четвертый – напротив третьего. Последовательность продолжить пока не будут затянуты все болты. При затяжке фланцев с креплением на 4 болта используют технику – крест-накрест.
|
Последнее изменение этой страницы: 2019-06-08; Просмотров: 208; Нарушение авторского права страницы