|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Сравнение характеристик насосов
Классификация насосов в зависимости от характеристики откачиваемой смеси приведена в табл. 4.35. Буквы П, В и Т, включенные после обозначения насоса, соответствуют следующим конструктивным особенностям: П — насос с седлами клапанов из твердых сплавов; В - то же, с пескозащитным устройством и сепаратором; Т - с седлами клапанов из твердых сплавов и с полым штоком (для подъема жидкости по полым штангам). Меньшими подачами обладает насос типа НСН1, так как у него из-за штока ограничена длина хода плунжера. Вставные насосы НВ1 имеют большую подачу, но примерно в 2 раза меньшую, чем трубные насосы НН2. Достижимые напоры, наоборот, меньше у трубных насосов НН (обычно до 1200-1500 м), чем у вставных (до 2500 м). Насосы с неметаллическим плунжером имеют самую большую подачу, примерно вдвое большую, чем НН2, а напор - до 1800 м. Вставные втулочные насосы выпускают с плунжером диаметром до 70 мм, трубные втулочные - с диаметром плунжера до 120 мм. Область применения таких насосов ограничена для скважин с малыми диаметрами обсадных колонн. С другой стороны, применение вставных насосов ограничено наличием в откачиваемой жидкости механических примесей и асфальто-смоло-парафинистых веществ, которые могут откладываться при откачке как в колонне НКТ, так и в самих замковых устройствах (якорях) скважинных вставных насосов. Это может привести к осложнениям при подъеме вставного насоса - образовании песчаной или парафинистой пробки или «пыжа» и даже заклинивании насоса с последующим обрывом колонны штанг. Таблица 4.35- Области применения штанговых насосов
Стандартные скважинные штанговые насосы возвратно- поступательного действия предназначены для добычи нефти из скважин при обводненности продукции скважин до 99%, температуре до 403 К (130°С), содержании механических примесей до 1,3 г/л, содержании H2S и С02 до 200 мг/л, минерализации воды до 200 мг/л и водородном показателе рН 4,0-8,0. Скважинные штанговые насосы следует применять для эксплуатации скважин в умеренном и холодном климатических районах по ГОСТ 16350. Категория изделий - 5 по ГОСТ 15150. Базовые типы насосов и обозначения конструкций должны соответствовать спецификации, приведенной в таблице 4.36. Таблица 4.35- Спецификация базовых типов скважинных штанговых насосов
Полное описание конструкции насоса включает: - номинальный диаметр колонны НКТ, мм; -тип насоса с указанием типа уплотнения плунжера и фиксирующего (якорного) устройства; - условный диаметральный размер цилиндра насоса, мм; - длина хода плунжера насоса в мм, уменьшенная в 100 раз; - длина плунжера в мм, уменьшенная в 100 раз; - группа посадки плунжера в цилиндре; - исполнение насоса по стойкости к перекачиваемой среде. Примеры обозначения насосов Вставной насос с верхним расположением замковой опоры (якоря) гидравлического типа, дифференциальный для откачки сильно- газированной жидкости с тонкостенным цилиндром и условными Диаметрами плунжеров насоса 44 и 32 мм, с длиной хода плунжера ^500 мм, длиной плунжеров по 1200 мм, второй группы посадки, износостойкого исполнения для работы с колонной НКТ условным диаметром 73 мм будет обозначаться: 73-НВ1Д2Т-Г-44/32-35-12-2-И. Невставной (трубный) насос с ловителем всасывающего клапана толстостенным цилиндром, манжетным уплотнением плунжерной пары, условным диаметром 32 мм, длиной хода плунжера 3000 мм, длиной плунжера 1500 мм, коррозионностойкого исполнения для работы с колонной НКТ условным диаметром 60 мм будет обозначаться: 60-НН2Бм-32-30-15-К. Конструктивное исполнение некоторых видов стандартных насосов и их элементов представлены ниже. Насосы типа НВ1Б — насосы вставные с верхним расположением опоры и толстостенным цилиндром (рис. 4.98).
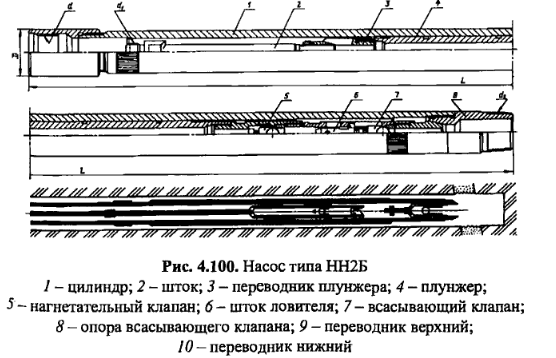
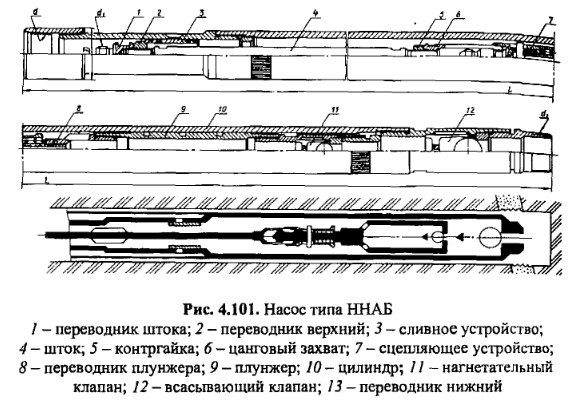
Насосы типа НН2Б - насосы невставные с толстостенным цельным цилиндром, ловителем всасывающего клапана и нагнетательным клапаном в нижней части проходного плунжера (рис. 4.100). Насосы типа ННАБ - насосы невставные с толстостенным цельным цилиндром, автосцепом, сливным устройством и нагнетательным клапаном в нижней части проходного плунжера (рис. 4.101).
Соответствие насосов по ГОСТ Р и Spec 11АХ API приведено в таблице 4.37. Таблица 4.37- Соответствие обозначения насосов по российскому стандарту и API Spec 11 АХ
Цилиндры насосов могут изготавливаться в трех исполнениях: ЦБ - цилиндр цельный безвтулочный толстостенный; ЦТ - цилиндр цельный безвтулочный тонкостенный; ЦС - цилиндр втулочный (составной) из набора втулок, стянутых внутри кожуха переводниками. Толстостенные (рис. 4.102) и тонкостенные безвтулочные цилиндры должны изготавливаться из прецизионных холоднотянутых труб, материал которых определяется условиями эксплуатации насосов. Внутренняя поверхность цилиндра после механической обработки должна быть подвергнута термохимическому упрочнению, например, азотированию, на глубину 0,2-0,5 мм. Твердость упрочненного слоя -HV 870-1124 кгс/мм2 (8,7-11,2 ГПа). Отношение наружного и внутреннего диаметров (Did) для толстостенных цилиндров составляет 1,15—1,5, для тонкостенных -1,1.
Втулочные (составные) цилиндры состоят из корпуса, стальных или чугунных втулок и переводников, обеспечивающих стяжку и герметизацию втулок по их торцам. Корпус насоса представляет собой трубу, изготовленную из низколегированной конструкционной стали. Втулки изготавливаются из сталей марок 38Х2МЮА, 50Г, 40Х, 45, а также из серого чугуна СЧ28-48. Внутренняя поверхность втулок после механической обработки азотируется (сталь 38Х2МЮА) или подвергается закалке ТВЧ. Материалы, рекомендуемые для изготовления цельных и составных цилиндров в зависимости от условий эксплуатации, приведены в таблице 4.38. Таблица 4.38- Материал цилиндров и условия эксплуатации
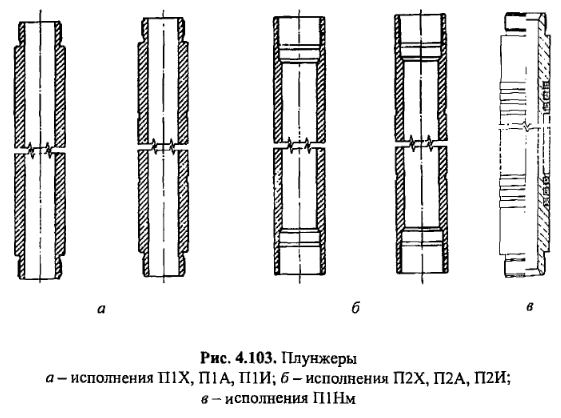
Плунжеры скважинных штанговых насосов имеют следующие исполнения: П1Х - с кольцевыми канавками, цилиндрической расточкой на верхнем конце и хромовым покрытием наружной поверхности; П2Х - то же, без цилиндрической расточки на верхнем конце, П1А - с кольцевыми канавками, цилиндрической расточкой на верхнем конце и азотированной наружной поверхностью; П2А - то же, без цилиндрической расточки на верхнем конце; П1И - с кольцевыми канавками, цилиндрической расточкой на верхнем конце и упрочнением наружной поверхности методом напыления; П2И - то же, без цилиндрической расточки на верхнем конце; П1НХ - с кольцевыми канавками, цилиндрической расточкой на верхнем конце и хромовым покрытием наружной поверхности и наружной присоединительной резьбой; П1НИ - с кольцевыми канавками, цилиндрической расточкой на верхнем конце, упрочнением наружной поверхности методом напыления и наружной присоединительной резьбой; ШНм - с манжетными (металлическими и неметаллическими) уплотнителями и наружной присоединительной резьбой
Кроме указанных типов плунжеров допускается конструкция плунжеров с гладкой цилиндрической поверхностью и с винтовой канавкой. Плунжеры изготавливаются из цельнотянутых, стальных труб с толщиной стенки от 5 до 9,5 мм и длиной 1200, 1500 и 1800 мм. Для повышения износостойкости и коррозионной стойкости плунжера применяется хромирование. Толщина хромового покрытия должна быть не менее 0,08 мм, микротвердость покрытия - HV 7,5-11,0 ГПА (750-1100 кгс/мм2). Допускается вместо хромирования применять химико-термическую (азотирование), термическую обработку (закалка ТВЧ) или нанесение порошковых покрытий. В качестве финишной механической обработки наружной поверхности плунжера должно применяться последовательно шлифование и полирование. Рабочие поверхности цилиндра и плунжера рекомендуется выполнять с разной величиной твердости для обеспечения приработки деталей и их минимального суммарного износа. Материалы, рекомендуемые для изготовления плунжеров скважинных штанговых насосов в зависимости от условий эксплуатации, приведены в таблице 4.39. Таблица 4.39- Материалы, рекомендуемые для изготовления плунжеров
Клапаны скважинных штанговых насосов могут иметь два исполнения по конструкции седла клапана: с цилиндрическим седлом и с цилиндрическим седлом с буртом (рис. 4.104). Оба исполнения по конструкции могут иметь нормальный и уменьшенный диаметр шарика.
В зависимости от типоразмера клапана и насоса диаметры шаров меняются от 14,288 мм до 76,2 мм, высота клапана - от 21,9 до 82,1 мм. В зависимости от характера откачиваемой среды детали клапанов изготавливаются из различных материалов, приведенных в таблице 4.40. Таблица 4.40- Материалы деталей клапанов скважинных штанговых насосов
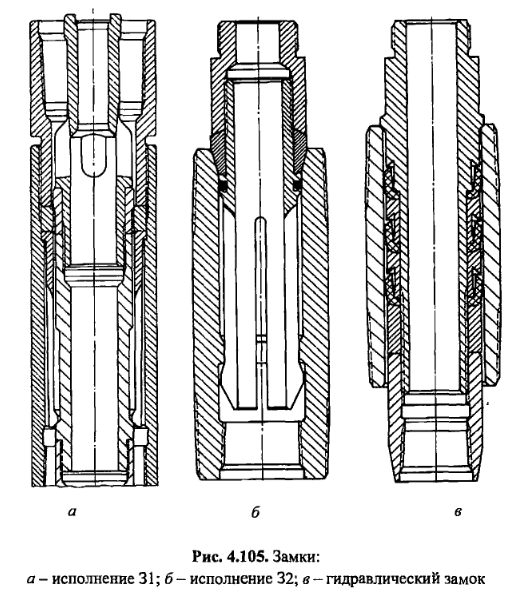
Замковая опора (якорь) вставных штанговых насосов вместе с уплотнением насоса должна обеспечивать герметичное закрепление насоса в опорной муфте колонны НКТ на заданной глубине скважины. Вставные штанговые насосы с неподвижным цилиндром могут иметь в зависимости от исполнения замковые опоры в верхней или в нижней части насоса. Насосы с подвижным цилиндром могут иметь замковые опоры только в нижней части насоса. Замковая опора может иметь механический или гидравлический якорь, который должен предотвращать срыв насоса под действием усилий трения, возникающих между цилиндром и движущимся вверх плунжером. Механический якорь должен обеспечивать фиксацию и уплотнение вставного насоса за счет силового воздействия и геометрического замыкания. Механический якорь опоры типа 31 располагается в верхней части вставного насоса и состоит из фиксирующего и уплотнительного устройства (рис. 4.105 а). Фиксирующее устройство имеет цанговую пружину и ответную деталь - упорный ниппель. Уплотнительное устройство состоит из седла и уплотнительного кольца, сопряжение между которыми происходит по конической поверхности. Допускается исполнение уплотнительного устройства с дополнительным уплотнительным неметаллическим кольцом, расположенным в цилиндрической расточке опорной муфты. Механический якорь замковой опоры типа 32 (рис. 4.105 б) расположен в нижней части вставного насоса и имеет конструкцию, аналогичную опоре 31. Гидравлические замки опор 31 и 32 (рис. 4.105 в) состоят из посадочной оправки, несущей на себе посадочные манжеты и опорные кольца, и стакана, являющегося частью опорной муфты колонны НКТ. Цанговая пружина замковой опоры может изготавливаться из стали 40Х и подвергаться закалке до твердости HRC 40-45. Седло уплотнительного устройства должно изготавливаться из стали 30X13 и подвергаться термической обработке до твердости HRC 32-38. Уплотнительное кольцо должно изготавливаться из коррозионностойкой стали или из спеченного металлопорошка и подвергается термообработке до твердости HRC 40-45. Остальные детали замковых опор должны быть изготовлены из конструкционной стали, причем верхнюю часть направляющей клетки и защитную втулку подвергается термической обработке для повышения стойкости против истирания. Автосцеп и сливное устройство насосов исполнения ННБА предназначены соответственно для сцепления штанг с плунжером насоса и слива жидкости из полости насосно-компрессорных труб при демонтаже насоса. Сливное устройство представляет собой патрубок со сливным отверстием в верхнем конце. Патрубок ввернут в цилиндр насоса, в расточке которого установлен упор. Внутри патрубка расположен золотник. Автосцеп состоит из отделяемой части, прикрепленной к колонне насосных штанг, и части, закрепленной на переводнике плунжера. Штоки штанговых насосов применяют для соединения плунжера с колонной насосных штанг и имеют диаметр от 18 до 26 мм. Длина Штоков достигает 7 м. В верхней части штока имеется головка, лыски которой взаимодействуют с замком насоса или защитным клапаном. Шток может изготовляться составным, в этом случае головка к нему присоединяется резьбой. Огромное количество разнообразных условий эксплуатации скважинных штанговых приводит к тому, что кроме стандартных видов насосов имеется большое число конструкций, приспособленных к конкретным геолого-техническим условиям месторождений. Российская фирма ООО «Экогермет» разработала и внедрила новые типы штанговых насосов для добычи нефти. Конструкция основных узлов насосов - уплотнений цилиндра и плунжера, клапанных узлов и сливных устройств - коренным образом отличается от конструкции узлов штанговых насосов, выпускаемых в соответствии со стандартами Американского нефтяного института (API) и с отечественными стандартами [8]. Уплотнение насоса относится к классу контактно-лабиринтных механических уплотнений. Оно состоит из нескольких плавающих колец, которые с помощью упругих элементов прижимаются одновременно к уплотняемой цилиндрической поверхности и друг к другу своими торцовыми поверхностями. Для получения максимального эффекта кольца должны прижиматься к уплотняемой поверхности с противоположных сторон. Суммарная площадь сечения уплотнительного зазора, образованного парой эксцентрично смещенных и прижатых друг к другу колец, намного меньше площади сечения зазора, образованного одним кольцом. В начальный момент работы машины уплотнительные кольца контактируют с уплотняемой поверхностью по линии, и жидкость из области высокого давления движется в область низкого давления по щелевому зазору переменного сечения. По мере приработки трущихся уплотнительных поверхностей площадь контакта увеличивается, и уплотнение из контактно-щелевого превращается в контактное, в котором непрерывный уплотнительный поясок состоит из двух смещенных сегментов. Герметизирующая способность уплотнения зависит от количества пар уплотнительных колец. В отличие от самоуплотняющихся эластомерных уплотнений контактная нагрузка в паре трения в этом типе уплотнения не зависит от перепада давления, и поэтому она может работать при очень высоких давлениях среды (до 50 МПа и выше) с минимальным износом. Долговечность работы уплотнения обеспечивается так же за счет компенсации износа уплотнительных поверхностей. В качестве упругих элементов используется резиновая обойма, которая одновременно служит и уплотнением между уплотнительными кольцами, и неподвижным корпусом. Приняв за основу такое механическое уплотнение, ООО «Экогермет» разработало и внедрило два типа штанговых насосов: поршневой и плунжерный. Поршневые насосы новой конструкции отличаются от серийных тем, что вместо длинномерного плунжера в них используется короткий поршень с механическим уплотнением. Сборные поршни типа 2СП устанавливаются в цилиндры стандартных насосов как вставного, так и не вставного типа. Такие насосы имеют обозначение соответственно НВ-2СП и НН-2СП. Сборные поршни типа 2СП (см. рис. 4.106) включают в себя механическое уплотнение, состоящее из двух резиновых обойм, на эксцентричных буртах которых размещено 24 стальных уплотнительных кольца. Обоймы вместе с кольцами монтируются на полый корпус поршня, в верхней части которого имеется переходник для соединения с колонной штанг. Нижняя часть корпуса поршня на резьбе соединяется с корпусом шарикового клапана отечественной конструкции.
Рис. 4.106. Схема сборного поршня типа 2СП 1 - корпус поршня; 2, 3- кольцо соответственно стальное и резиновое; 4 - резиновая обойма ; 5 - кольцо уплотнительное; б- корпус клапана; 7- клапан типа К; 8 - опора седла клапана По этой же схеме может быть собран насос скважинный с длиной хода 30 м, в котором цилиндр составлен из восьми стандартных цилиндров. Ввиду того, что в механическом уплотнении нет зазора между цилиндром и уплотнительными кольцами, насосы типа НН-2СП лучше работают на загрязненных жидкостях, чем серийные насосы. Песок или другие механические частички просто «сбриваются» с поверхности цилиндра. В механическом уплотнении созданы лучшие условия для смазки трущихся поверхностей, так как каждое кольцо с одной стороны контактирует с цилиндром, а с другой стороны образует зазор, своего рода канавку, в которой собирается смазка и продукты износа. Наличие упругой обоймы приводит к уменьшению изнашивания пар трения в абразивной среде, а также дает возможность работать поршню в частично изношенном цилиндре, где имеются ступенчатые выработки. В плунжерном насосе механическое уплотнение, через которое проходит плунжер, установлено в неподвижном корпусе, который соединяется с колонной НКТ. Для того чтобы уменьшить длину плунжера, в корпусе устанавливается не одно, а два или три механических уплотнения, расстояние между которыми должно быть меньше длины плунжера. В насосах с приводом от станка-качалки и длиной хода до 3-х метров длина плунжера принята 1200 мм. Корпус насоса состоит из отрезков НКТ, соединенных между собой 3-мя муфтами, в которых размещены механические уплотнения. Плунжер проходит последовательно одно за другим механические уплотнения, не нарушая процесса всасывания или нагнетания, Таким образом, в плунжерном насосе отсутствует наиболее трудоемкая деталь — цилиндр. Поэтому такие насосы названы бесцилиндровыми - насосы типа НСБ. Секционная конструкция позволяет создавать насосы типа НСБ практически с любой длиной хода. Наличие коррозионно-активных веществ и механических примесей в откачиваемой пластовой жидкости приводит к быстрому выходу из строя скважинных насосов. Отказы скважинных поршневых или плунжерных насосов происходят либо по причине сверхдопустимого износа рабочих органов, либо из-за прихвата (заклинивания) плунжера (поршня) в цилиндре. Анализ возможности устранения нежелательного воздействия пластовой жидкости на рабочие органы скважинных насосов показал, что одним из самых перспективных видов защиты плунжерной пары является диафрагма. Анализ конструктивных элементов скважинных насосных установок для добычи нефти при их эксплуатации в осложненных условиях позволил специалистам выбрать для конструирования несколько наиболее рациональных схем скважинных диафрагменных насосов [8]. Насосные штанги Насосные штанги, соединенные в штанговую колонну, передают возвратно-поступательное движение от точки подвеса штанг поверхностного привода к плунжеру насоса. Штанга представляет собой стальной стержень круглого сечения диаметром 12 (в некоторых источниках указан диаметр 13 мм), 16, 18, 22, 25 мм, с высаженными концами. На концах штанги имеется участок квадратного сечения для захвата под ключ при свинчивании- развинчивании, и выполнена резьба метрическая специальная, причем резьба накатывается. Штанги соединяются между собой муфтами. ГОСТ 13877-80 предусматривает изготовление штанг номинальной длиной 8000 мм. Для подбора необходимой длины подвески колонны изготовляются укороченные штанги длиной 1000, 1200, 1500, 2000 и 3000 мм. Для соединения штанг одинаковых размеров выпускают соединительные муфты, а штанг разных размеров - переводные муфты. Муфты каждого типа изготовляют в двух исполнениях: с лысками под ключ и без них. Муфты из стали марок 40 и 45 подвергают поверхностной закалке током высокой частоты (ТВЧ). Для тяжелых условий эксплуатации муфты изготовляют из легированной стали марки 20Н2М. Штанги поставляют с навинченными на один конец муфтами. Открытая резьба штанги и муфты защищается колпачками или пробками. Материал для изготовления насосных штанг представлен в табл. 4.41. Таблица 4.41- Характеристика материалов отечественных насосных штанг
Маркировка насосных штанг наносится на двух противоположных сторонах каждого квадрата. На одной стороне квадрата наносятся товарный знак или условное обозначение предприятия-изготовителя и условный номер плавки, на другой стороне квадрата - марта стали, год выпуска и квартал. Допускается после обозначения наносить технологическую маркировку завода-изготовителя. На штанге, подвергнутой обработке ТВЧ, наносится буква Т. На наружной поверхности муфты поверхностно-пластическим деформированием наносится маркировка, содержащая: товарный знак или условное обозначение предприятия-изготовителя; марку стали; год выпуска и квартал; букву С (для муфт, не подвергнутых обработке ТВЧ). Марку стали маркируют буквами: У - сталь 40 и сталь 45; Н - 20Н2М; X - ЗОХМА; Р - 15НЗМА; П - 15Х2НМФ; Т-15Х2ГМФ , С - 36М17 (для румынских штанг). Год выпуска маркируют одной последней цифрой календарного года. Кварталы маркируют буквами: А - первый; Б - второй; Г - третий; И - четвертый. Условный номер плавки маркируется тремя цифрами. Примеры маркировки штанг: Ш375 Н9А, где Ш - условное обозначение завода им. лейтенанта Шмидта; 375 - номер плавки; Н - сталь марки 20Н2М; 9 - год изготовления 1999; А-первый квартал; МПОБ С52А, где М- условное обозначение Мотовилихинского завода; П - сталь марки 15Х2НМФ; 0 - год изготовления - 2000; Б - второй квартал; С - штанги сорбитизированные; 52 - номер плавки; А - литер смены. Примеры условного обозначения штанг и муфт (по ГОСТ 13877-80). Штанга диаметром 19 мм, длиной 8000 м из стали марки сталь 40: штанга насосная ШН19-40; то же длиной 3000 мм: штанга насосная ШН19-3000-40; то же, подвергнутая поверхностному упрочнению нагревом ТВЧ: штанга насосная ШН19-3000-40Т; то же, с соединительной муфтой исполнения 1: штанга насосная ШН19-3000-40Т-1. Муфта соединительная диаметром 19 мм; исполнения 1, из стали марки сталь 40, подвергнутая обработке ТВЧ: муфта МШ19 (ГОСТ 13877-80); то же, не подвергавшаяся обработке ТВЧ: муфта МШ19-С (ГОСТ 13877-80); то же, исполнение 2, из стали марки 20Н2М, не подвергнутой поверхностному упрочнению нагревом ТВЧ: муфта МШ19-2-20Н2М-С (ГОСТ 13877-80); Резьба штанги диаметром 19 мм обозначается: резьба Ш19 (ГОСТ 13877-80). Соответствие прочности штанг российского производства классам прочности штанг по API Spec 11В представлено в таблице 4.42. Величина предела пропорциональности материала штанг характеризует и классифицирует прочностные характеристики самой штанги (класс С, К, Д по API Spec 11В). Таблица 4.42- Соответствие российских и американских штанг
Существуют разработки стеклопластиковых или углепластиковых насосных штанг для использования в скважинах с коррозионно- активной средой. Конструкция аналогична стальным штангам, т.е. есть гладкое тело штанги и высаженная часть с резьбой. Сама высаженная часть и резьба выполняется из композита (стеклопластик или углепластик), либо резьба и высаженная часть штанги выполнена из стали, а сама высаженная часть прикрепляется к гладкому телу штанг. Вариант крепления высаженной части штанги к ее гладкой части представлен на рисунке 4.107. Основная особенность стекло- пластиковых штанг - их малая масса: при одинаковой прочности они в 3-4 раза легче стальных, но в 2-3 раза эластичнее. Обычно их используют (в сочетании со стальными штангами) в глубоких скважинах (более 2000 м) или в скважинах с высококоррозионной пластовой жидкостью.
Кроме сплошных насосных штанг могут применяться полые или трубчатые штанги. Полые штанги предназначены для передачи движения от головки балансира станка-качалки плунжеру скважинного насоса при непрерывной или периодической подаче в полость насосных труб ингибиторов коррозии, ингибиторов отложения парафина, растворителей парафина, теплоносителей, деэмульгаторов, жидкости гидрозащиты насоса. Продукция скважины при этом отбирается по кольцевому пространству между полыми штангами и НКТ. Другим вариантом применения полых штанг является откачка пластовой жидкости с высоким содержанием механических примесей. При этом откачка пластовой жидкости проводится по центральному каналу. За счет малого диаметра проходного сечения увеличивается скорость движения откачиваемой жидкости по каналу, что препятствует выпадению (оседанию) механических примесей из потока жидкости. Полые штанги конструктивно состоят из трубчатой основной части и резьбовых концов, которые присоединяются к трубчатой части с помощью сварки (рис. 4.108). Марки стали, применяемые для изготовления полых насосных Штанг, соответствуют маркам стали, применяемым для изготовления обычных насосных штанг. Исходным материалом для изготовления полых насосных штанг служит бесшовная холоднокатанная калибрированная труба. Головки, изготовляемые методом горячей объемной штамповки, предварительно сверлятся. Вслед за предварительной обработкой головка штанги соединяется с трубой многослойной сваркой кольцевым швом. Затем зона сварного шва - корневой слой сварочного соединения - растачивается. Этим специальным методом обработки и сварки достигается точная соосность штанги и головки. После сварки вся штанга подвергается термической обработке, правке растяжением и дополнительному контролю соосности. Дефектоскопия, нарезание резьбы, и калибровка производятся таким же образом, что и у цельнометаллических штанг. Ввиду того, что у полых насосных штанг самым критическим местом является зона сварного шва, этой зоне следует уделять особое внимание. Полые насосные штанги после нанесения каждого слоя сварки полностью проверяются капиллярным методом. В дополнение к этой проверке определенное количество готовых штанг подвергается 100%-ной рентгеноскопии всей зоны сварного шва. Техническая характеристика полых штанг, выпускаемых в РФ Наружный диаметр штанги, мм 42 Толщина стенки, мм 3,5 Наружный диаметр муфты, мм 57 Длина штанги, мм: Полномерной 6000 Укороченной 1 ООО, 1500, 2000 Масса полномерной штанги, кг 25 При применении полых штанг изменяется конструкция оборудования устья скважин, в состав которого входят устьевой сальник для полых штанг, устьевой полый шток, трубопровод шарнирный или рукав высокого давления и др. Колонна насосных штанг может выполняться не только из отдельных, дискретных штанг, соединенных между собой с помощью резьбы, но и в виде непрерывной колонны. К непрерывным насосным штангам (ННШ) относятся прутковые и гибкие штанги.
Прутковые ННШ представляют собой колонну необходимой длины, состоящую из отдельных участков разного поперечного сечения. Отдельные участки колонны соединяются с помощью сварки в стык, сварной шов проходит термическую и механическую обработку и имеет прочность 0,95-1,00 с основным телом штанги. Поперечное сечение участков ННШ выбирается из условий равнопрочности колонны. Колонна ННШ может состоять из нескольких (до 10) участков, условный диаметр которых различается на 1,5 мм. Как правило, такая штанга имеет массу на 8 - 10 % меньше, чем аналогичная колонна обычной конструкции. Поскольку штанга имеет непрерывную конструкцию с соединениями только на насосе и полированном штоке, сила трения такой колонны по колонне НКТ и в перекачиваемой жидкости значительно меньше. Помимо этого, из-за отсутствия муфт ННШ большего размера можно устанавливать в НКТ меньшего диаметра. При транспортировании прутковых ННШ, а также при спуске и подъеме их из скважины колонна штанг наматывается на барабан, Диаметр которого выбран из условия возникновения в теле штанг напряжений изгиба, не превышающих предел текучести материала штанг. Из-за этого диаметр барабана для намотки непрерывных штанг может достигать величины 7-11 м. Для уменьшения этих раз- Меров поперечное сечение штанг выполнено не круглым, а эллиптическим, причем намотка штанг на барабан происходит по малой оси эллипса (рис. 4.109).
Опыт создания и применения ННШ, выполненных из стальных прутков эллиптического сечения, впервые созданных канадской фирмой Corod Manufacturing и показавших свою работоспособность и эффективность на нефтяных промыслах Северной Америки выявил не только их технические и экономические преимущества, но и недостатки, к главным из которых можно отнести большой габарит агрегата для проведения спускоподъемных операций с ННШ. Большой (от 6 до 12 м) диаметр барабана для намотки ННШ обусловлен требованиями минимальной деформации штанг при их размещении на барабане. В соответствии с разработками специалистов Corod Manufacturing эта деформация изгиба не должна была превышать величину, при которой напряжения в теле ННШ составляют от 70 до 90 % предела пропорциональности (или предела текучести) материала штанг. Эти требования были основаны на многочисленных теоретических и экспериментальных работах, свидетельствующих о недопустимости эксплуатации насосных штанг, которые потеряли прямолинейность из-за неправильной транспортировки, хранения или эксплуатации. Авторы указанных работ утверждали, что предварительная деформация изгиба насосных штанг приводит к их преждевременному выходу из строя из-за снижения усталостной прочности материала и появления дополнительных нагрузок в теле штанг из-за их непрямолинейности. Непрерывная штанга наматывается на барабан с напряжениями, не превышающими пропорциональности (текучести), в связи с чем при разматывании штанги (т.е. при спуске ННШ в скважину) штанга сама принимает прямолинейную форму и не имеет остаточных напряжений в своем теле. Однако для выполнения этих условий необходимо, чтобы радиус кривизны изгиба штанги на барабане и радиус поперечного сечения самой штанги находились в следующей зависимости:
Следовательно, для штанг диаметром 25 мм диаметр барабана должен превышать 12,5 м, а при использовании штанг эллиптического сечения с размером малой оси 14 мм диаметр барабана может быть уменьшен до 7,0 м. То есть, транспортировка агрегатов с барабанами таких размеров по дорогам как общего пользования, так и по промысловым с наличием электрических сетей является трудной задачей. Гибкие ННШ могут выполняться в виде канатов различных конструкций или лент, выполненных из металлических или композитных материалов. Применение в скважинной насосной установке канатных штанг в современных глубоких скважинах, продукция которых обладает значительной коррозионной активностью, не может быть реализовано без решения вопросов о жесткости каната и сопротивлении усталостной прочности каната при его использовании в качестве непрерывных наматываемых штанг. Вопрос о жесткости каната при использовании его в качестве колонны насосных штанг возникает в связи с тем, что в настоящее время ШСНУ используются для откачки пластовой жидкости из глубоких (до 3500м) скважин со значительными величинами динамического уровня (до 2000м) и при дебитах до 80 м3/сут., для чего используют насосы с диаметрами до 70-120 мм. При таких условиях эксплуатации гидравлическая нагрузка на колонну насосных штанг может достигать больших значений и приводить к деформации (удлинению) колонны насосных штанг (или, что то же самое — к потере эффективной длины хода плунжера). Так, для достаточно часто встречающихся условий эксплуатации - динамический уровень Нд = 1200 м, плотность откачиваемой жидкости р = 950 кг/ м3, условный диаметр насоса d н = 44 мм при использовании колонны стальных насосных штанг диаметром du, = 22 мм - потеря хода плунжера, подвешенного на глубине в 1400 м, составляет 350 мм, т.е. может достигать 10% хода точки подвеса колонны штанг для таких, наиболее часто применяемых приводов СШНУ, как станки-качалки типа СК8, ПШ8 и др. При перемещении плунжера насоса с помощью обычного стального каната возникают такие проблемы, как конструктивное и упругое удлинение каната, износ, коррозия, остаточная деформация и обрыв отдельных проволок и прядей, приводящих к быстрому износу каната и НКТ. Обычные канаты, применяемые в нефтяной промышленности, не могут быть использованы для привода существующих ДСНУ ввиду значительных конструктивных удлинений (порядка 50 см на 500 м подвески скважинного насоса) и малой устойчивости к механическому износу и коррозии [8]. Удлинение же каната специальной конструкции (например — по ГОСТ 10506-76) при использовании его в аналогичных условиях дает потерю хода плунжера на 15% больше, чем при использовании стандартной колонны штанг, т.е. 402 мм. Следовательно, потеря хода плунжера достигнет 11,5% от длины хода точки подвеса колонны штанг. Аналогичные работы по совершенствованию тягового органа скважинных насосных установок ведутся в СНГ. В РГУ нефти и газа им.Губкина была разработана СШНУ с балансирным приводом, у которой в качестве гибкого тягового органа использовался канат закрытой конструкции по ГОСТ 10506-76 диаметром 20 мм. Научно- исследовательские и опытно-конструкторские работы позволили сделать вывод о достаточно высокой выносливости этого каната (несколько превышающей коррозионную выносливость стандартных штанг из стали 20Н2М), а также о благоприятном воздействии использования каната на работу всей установки в целом. Последнее происходит из-за демпфирующих свойств каната, что приводит к уменьшению динамических составляющих общей нагрузки на наземный привод. Внедрение разработанной конструкции на нефтяных промыслах подтвердило работоспособность и эффективность оборудования и возможность проведения спускоподъемных операций с высокими скоростями [8]. Уменьшение сил трения каната о перекачиваемую жидкость и стенки НКТ, снижение динамических нагрузок и увеличение коэффициента наполнения насоса происходит за счет конструктивных особенностей канатов, играющих не только роль штанговой колонны, но и роль амортизатора, демпфера. Эти же конструктивные особенности каната требуют дорабатывать существующие методики оценки состояния и работоспособности оборудования ШСНУ, основанные на анализе динамограмм. Уменьшение массы канатной штанги по сравнению со стандартной может вызвать затруднения при ходе плунжера вниз, поэтому для нормальной работы установки необходимо применять утяжелители. Иногда неметаллический трос на основе стекловолокна и полимерных связывающих материалов в литературе по штанговым насосным установкам называют кабелем. Часто кабель имеет металлический наполнитель для увеличения его массы, что обеспечивает усилие, необходимое для хода плунжера скважинного насоса вниз. Многими зарубежными фирмами применяется комбинированный тяговый орган - стандартная штанговая колонна с гибким элементом. Так, например, фирма Маре для длинноходовых установок серии LSPU применяет стандартную штанговую колонну с полированным штоком необходимой длины, который с помощью клиновой подвески соединяется с гибким элементом. В качестве последнего используется сдвоенный стальной канат диаметром 31 мм, по наружной поверхности защищенный специальным полимерным покрытием. При работе установки канат подвергается растягивающей нагрузке от 25 до 195 кН и напряжению изгиба при прохождении через направляющий блок и при намотке на барабан. Применение стального каната и полимерного покрытия, снижающего контактное напряжение между канатом и телом направляющего блока и барабаном лебедки, позволяет значительно уменьшить их диаметры. Преимущество комбинированного тягового органа состоит в том, что в этих случаях в установках используются отработанные конструкции колонны насосных штанг, уплотнительных устьевых устройств, соединительных узлов с полированным штоком и плунжером скважинного насоса. Мачтовая конструкция наземного привода позволяет производить смену скважинного насоса без использования агрегата для подземного ремонта скважины. Одним из направлений по усовершенствованию тягового органа скважинного насоса является применение в качестве непрерывной штанги неметаллической ленты, изготовленной из винилэфира, армированного графитными волокнами. Фирма Hanlun (США) выпускала ленту Ribbon Rod. Материал ленты имеет высокий модуль упругости и обладает достаточной жесткостью для использования в скважине и гибкостью для намотки на барабан. Барабан диаметром 2,4 м для намотки ленты длиной 1500 м монтируется на грузовике. Размер ленты 35,6x1,8 мм, линейная плотность 0,108 кг/м, предельное кратковременное разрывное усилие 56 кН, предел прочности на разрыв 862МПа. Рекомендуемая максимальная рабочая нагрузка 26,6 кН при температуре 77° С. Штанговая колонна работает в тяжелых условиях, на нее действуют агрессивная скважинная среда и переменные нагрузки, приводящие к накоплению усталостных явлений в штанговой колонне. Кроме этого, колонна штанг изнашивается вследствие трения о колонну НКТ, особенно при эксплуатации в наклонно направленных скважинах. На штанговую колонну действуют следующие нагрузки: статические - вес штанговой колонны с учетом силы плавучести и вес столба жидкости над плунжером высотой от динамического уровня жидкости, за вычетом объема, занимаемого штанговой колонной; динамические - силы инерции движущихся масс штанговой колонны и жидкости, так как их движение осуществляется с ускорением, а также силы вибрации, обусловленные волновыми явлениями, возникающими в штанговой колонне при работе насоса. При работе штанговой колонны в наклонно направленных скважинах и при откачке высоковязких жидкостей, эмульсий необходимо учитывать силы трения штанговой колонны о трубы и жидкость, так как их значение может быть соизмерено с весом колонны. Наибольшие растягивающие напряжения действуют в верхней части колонны, наименьшие - в нижней. Однако в нижней части колонны могут возникнуть и сжимающие напряжения при ходе вниз при откачке вязких жидкостей и эмульсий. Это отрицательно влияет на долговечность работы штанговой колонны, поэтому в этих условиях данный участок усиливают, т.е. применяют тяжелые штанги или штанги большего диаметра. Как было показано в предыдущем разделе настоящей книги, возможно применение и специальных насосов с гидравлическим утяжелителем низа штанговой колонны, что устраняет возможность знакопеременного нагружения нижней части штанговой колонны. Разрушение штанговой колонны носит усталостный характер. Промысловый опыт показал, что чаще всего штанга обрывается на участках длиной 0,25-0,35 м, прилегающих к головкам, т.е. там, где конструкция имеет максимальные концентраторы напряжений за счет изменения формы штанги и где может возникнуть изгибающий момент от возможной несоосности тела и головки штанги. В связи с усталостным характером разрушения штанг их долговечность снижается при работе в коррозионной среде. Квадрат штанги маркируется твердым штампом, где указывается фирменный знак изготовителя, обозначение стандарта, класс API, код идентификации расплава, месяц и год изготовления. На рис. 4.110 представлен общий вид штанги, а в таблице 4.43 даны размеры штанги по стандарту API Sped IB.
Таблица 4.4- Показатели насосных штанг по стандарту АНИ
Для подгонки длины колонны штанг и длины колонны НКТ спецификацией стандарта предусмотрен выпуск коротких штанг (pony rods) с длинами 2, 4, 6, 8, 10 и 12 футов (610, 1220, 1830,2440,3050 и 3660 мм). Резьбы готовьте для отгрузки штанг смазываются специальной смазкой и защищаются пластмассовыми колпачками и заглушками. По стандарту АНИ предусмотрен выпуск муфт, которые могут выполняться с лыской под ключ или без нее. Для штанг 5/8, 3/4, 7/8, и 1,0 дюйм длина муфты одинакова - 101,6 мм (4 дюйма). Ниппельная же часть штанги при этом увеличивается. Поэтому при смазывании резьбовых соединений внутренняя полость муфты может переполниться смазкой, что препятствует свинчиванию соединения. Поэтому обильная смазка резьбовых соединений не рекомендуется. На долговечность штанговой колонны большое влияние оказывает момент свинчивания резьбового соединения. При малом моменте свинчивания торцы ниппеля и муфты могут при действии растягивающей нагрузки расходятся и пластовая жидкость имеет возможность воздействовать на резьбовую часть колонны штанг, что приводит к быстрому выходу ее из строя. При слишком большом моменте свинчивания на резьбовую часть штанги кроме растягивающей нагрузки от внешних сил действует растягивающая нагрузка от предварительной затяжки резьбового соединения. Эта суммарная нагрузка может вызвать пластическую деформацию ниппеля и его разрушение. Прочность резьбового соединения должна быть не меньше прочности тела штанги. Правильно свинченное резьбовое соединение должно создавать на упорных торцах муфты и ниппеля такие сжимающие нагрузки, чтобы при работе соединения в скважине максимально возможное растягивающее усилие в штангах не могло разжать и раскрыть стык. Если стык будет раскрыт, то резьбовое соединение будет подвергаться воздействию коррозионно-активной пластовой жидкости и быстро выходить из строя. Поэтому для правильного свинчивания колонны необходимо применять специальные механические ключи. Свинчивание вручную штанговой колонны часто не позволяет достичь требуемых моментов, что приводит к снижению наработок на отказ колонн насосных штанг. При сборке соединения необходимо очищать и смазывать резьбу. Как указывается в работе [8], это сильно влияет на правильность сборки соединения, так как только 10-20 % создаваемого крутящего момента расходуется на создание сжимающих напряжений |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Последнее изменение этой страницы: 2019-06-09; Просмотров: 521; Нарушение авторского права страницы



 (см.
(см.