|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Статистические методы контроля качества
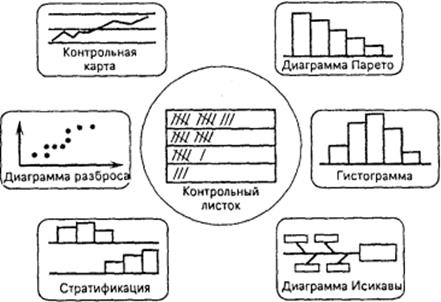
Принципы применения статистических методов (7). 1. Контрольный листок применяется для получения четкой картины фактов и систематического сбора данных. 2. Контрольная карта применяется, когда требуется установить характер неисправности и дать оценку стабильности процесса, когда необходимо установить, нуждается ли процесс в регулировании или нет. 3. Причинно-следственная диаграмма является средством понимания и выявления зависимости между данными следствия и его потенциальными причинами. 4. Гистограмма применяется, когда требуется исследовать и представить распределение данных о числе единиц в каждой категории с помощью столбикового графика. 5. Диаграмма Парето применяется, когда требуется представить относительную важность всех проблем или установить с целью выбора отправной точки для решения проблем, проследить за результатом или определить основную причину проблем. 6. Диаграмма разброса применяется, когда требуется представить, что происходит с одной из переменных волн, если другая переменная изменяется и проверить предположение о взаимосвязи 2-х переменных величин. 7. Временной ряд (график на плоскости) применяется, когда требуется самым простым способом представить ход наблюдаемых данных за определенный период времени.
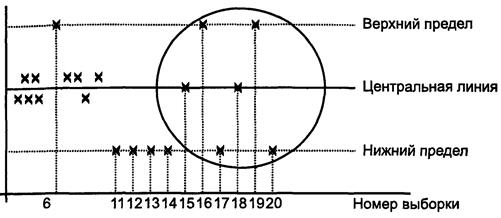
Рис. Инструменты контроля качества Качество обеспечивает контроль технологического процесса. Выход за пределы допустимого диапазона контрольных параметров может привести к выпуску бракованной продукции. Отклонения параметров происходят под воздействием случайных факторов. Для контроля качества технологических процессов применяются статистические методы. Наибольшее распространение среди них получили контрольные карты. Контрольная карта (рис. 16.4-6) состоит из центральной линии, двух контрольных пределов (над и под центральной линией) и значений характеристики (показателя качества), нанесенных на карту для представления состояния процесса.
Рис. 16.4. Контрольная карта
Рис. 16.5. Особенности контрольных карт Шухарта
В определенные периоды времени отбирают (все подряд, выборочно, периодически из непрерывного потока и т. д.) n изготовленных изделий и измеряют контролируемый параметр. Результаты измерений наносят на контрольную карту и в зависимости от полученного значения принимают решение о корректировке процесса или о продолжении процесса без корректировок.
Рис. 16.6. X и R – карты Сигналом о возможной разналадке технологического процесса могут служить: • выход точки (точка 6, нижний предел) за контрольные пределы. Это значит, что процесс вышел из-под контроля; • расположение группы последовательных точек около одной контрольной границы, но не выход за нее (11 — 14), что свидетельствует о нарушении уровня настройки оборудования; • сильное рассеяние точек (15 — 20) на контрольной карте относительно средней линии, что свидетельствует о снижении точности технологического процесса. При наличии сигнала о нарушении производственного процесса должна быть выявлена и устранена причина нарушения. Т.е., КК используются для выявления определенной, но не случайной причины. Под определенной причиной следует понимать существование факторов, которые допускают изучение. Вариация же, обусловленная случайными причинами, необходима, она неизбежно встречается в любом процессе, даже если технологическая операция проводится с использованием стандартных методов и сырья. При этом исключение случайных причин вариации невозможно технически или экономически нецелесообразно. Часто в управлении качеством используются: схемы Исикавы, диаграммы Парето. Они были предложены профессором Токийского университета Каору Исикавой в 1953 г. при анализе различных мнений инженеров. другое название схем Исикавы — диаграмма причин и результатов, диаграмма «рыбий скелет», «дерево» и т. д. Диаграмма состоит из показателя качества, характеризующего результат, и факторных показателей (рис. 16.7-8).
Рис. 16.7. Структура диаграммы причин и результатов
Рис. 16.8. Преимущества использования диаграмм Исикавы Построение диаграмм включает следующие этапы: • выбор результативного показателя, характеризующего качество изделия (процесса и т. д.); • выбор главных причин, влияющих на показатель качества. Их необходимо поместить в прямоугольники («Большая кость»); • выбор вторичных причин («Средняя кость»), влияющих на главные; • выбор (описание) причин третичного порядка («Мелкая кость»), которые влияют на вторичные. Для определения факторов второго, третьего и т.д. порядков рекомендуется использовать метод «мозгового штурма». Если есть возможность, рекомендуется провести исследование (подтверждение) зависимости полученных факторов на объект исследования, к примеру, с помощью «Диаграммы рассеивания». • ранжирование факторов по их значимости и выделение наиболее важных. Для эффективного применения диаграммы Исикавы рекомендуется производить разбиение факторов (на факторы четвертого, пятого и т.д. порядков) до выявления наиболее простых причин, оказывающих влияние на объект анализа. При нанесении стрелок на схему их наклон и размер не имеют значения. При построении диаграммы необходимо правильно отобразить соподчиненность и взаимозависимость факторов, а также оформить диаграмму таким образом, чтобы она легко читалась. В связи с этим наименования факторов рекомендуется записывать в горизонтальном положении. Удалите факторы, на которые невозможно повлиять или скомпенсировать их воздействие. Это правило можно использовать во время определения факторов, влияющих на объект анализа, т.е. на 2-4 этапах построения диаграммы. Оцените степень влияния (значимость) каждого, наиболее мелкого фактора, на который можно повлиять. Если для коррекции будет выбран фактор, на который воздействуют более мелкие факторы, то степень его влияния на показатель рассчитывается арифметическим суммированием значимости факторов, влияющих на него. Предпочтительно для оценки влияния факторов использовать данные измерений (контрольные листки, журналы измерений и т.д.). Если такой возможности нет, предлагается использовать метод командной оценки. Выпишите и используйте для улучшения показателя качества наиболее значимые факторы. Для этого рекомендуется воспользоваться диаграммой Парето Можно строить 2 вида таких диаграмм: А) диаграмма Паретто по результатам деятельности. Такая диаграмма предназначена для выявления главной причины и отражающаяся накопительные результаты деятельности: - качество: дефекты, поломки, ошибки, отказы, рекламации, ремонты, возвраты продукции; - себестоимость: объем потерь, затраты; - сроки поставок: нехватка запасов, ошибки в составлении счетов, срыв сроков поставок; - безопасность: несчастные случаи, трагические ошибки, аварии; Б) диаграмма Паретто по причинам отражающая причины проблемы, возникающие в ходе производства и использующаяся для выявления главных из них: - рабочий: смена, бригада, возраст, опыт работы, квалификация, индивидуальные характеристики; - оборудование: станки, агрегаты, инструменты, оснастка, организация использования, модели, штампы. - сырье: изготовитель, вид сырья, завод-поставщик, партия; - метод работы: условия производства, заказы-наряды, приемы работы, последовательность операций. Диаграмма Парето оказывается наиболее эффективной, если число факторов, размещаемых по оси абсцисс, составляет от 7 до 10. Диаграмма Парето используется и в противоположном случае, когда положительный опыт отдельных цехов и подразделений хотят внедрить на всем предприятии. С помощью диаграммы Парето выявляют основные причины успехов и широко пропагандируют эффективные методы работы. Рекомендуется строить много диаграмм Парето, используя различные способы классификации как результатов, так и причин, приводящих к этим результатам. Лучшей следует считать такую диаграмму, которая выявляет немногочисленные, существенно важные факторы, что и является целью анализа Парето. Построение диаграмм Парето включает следующие этапы: 1) выбор вида диаграммы (по результатам деятельности или по причинам (факторам); 2) классификация результатов (причин). Разумеется, что любая классификация имеет элемент условности, однако большинство наблюдаемых единиц какой-либо совокупности не должны попадать в строку «прочие»; 3) определение метода и периода сбора данных; 4) разработка контрольного листка для регистрации данных с перечислением видов собираемой информации. В нем необходимо оставить место для графической регистрации данных (рис. 16.9).
Рис. 16.9. Контрольный листок для регистрации данных с перечислением видов собираемой информации 5) ранжирование данных, полученных по каждому проверяемому признаку в порядке значимости. Группу «Прочие» следует приводить в последней строке вне зависимости от того, насколько большим получилось число; 6) построение столбиковой диаграммы (рис. 16.10).
Рис. 16.10. Связь между видами дефектов и числом дефектных изделий Выявление главных факторов, влияющих на качество продукции, позволяет увязать показатели производственного качества с каким-либо показателем, характеризующим потребительское качество. Для такой увязки возможно применение регрессионного анализа.
Лекция 17. Статистические методы оценки
|
Последнее изменение этой страницы: 2019-06-09; Просмотров: 349; Нарушение авторского права страницы