
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Свойства измельчаемых материаловСтр 1 из 16Следующая ⇒
Свойства измельчаемых материалов Прочность - свойство материала сопротивляться разрушению под действием внутренних напряжений, вызванных действием внешних нагрузок. Количественными показателями этого свойства служат обычно пределы прочности на сжатие σ сж,.Исходя из предела прочности на сжатие, горные породы разделяют на: мягкие (σ сж< 80 МПа); средней прочности (80…150); прочные (150…250); особо прочные (более 250). Твердость - способность материала сопротивляться истиранию. Чем выше эта способность, тем более прочный материал. Хрупкость- свойство материала (породы) разрушаться без заметных пластических деформаций. Абразивность - способность перерабатываемого материала изнашивать органы машин. Выражают абразивность в граммах износа эталонных бил, отнесенных к 1 т перерабатываемого материала: U =г/т. По абразивности материал классифицируют следующим образом: U< 1 - не абразивный; U=1-8 - малоабразивный; U=8-65 - среднеабразивный; U=65-300 - высокоабразивный; U> 300 - сверхабразивный. Плотность - горные породы в зависимости от их вида различаются по плотности в широком диапазоне от 1200 до 3100 кг/м3. Чем больше плотность породы, тем больше ее прочность. Разрыхляемость – свойство горных пород увеличиваться в объеме при добычи или дроблении. Коэффициент разрыхляемости k р – отношение объема породы в плотном теле к разрыхленному ее объему: Крупность кусков обозначают линейными размерами: длинной а, шириной в, и толщиной с. Чаще приводят однозначную характеристику крупности куска по его диаметру d, причем эта величина определяется разными способами по одной из формул:
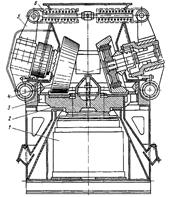
Зерновой состав продукта измельчения определяют рассевом пробы на наборе сит с круглыми отверстиями. Для одной и той же машины эта характеристика не является постоянной, т. к. зависит от физико-механических свойств исходного продукта, от процентного соотношения кусков по их размерам в исходном продукте, а также и от конструкции машины. Под степенью измельчения понимают отношение размеров кусков исходного продукта к размеру кусков готового продукта. Существуют различные количественные оценки степени измельчения. Например, степень измельчения можно выразить как отношение размера в исходном материале к размеру максимального куска в готовом продукте: или как отношение значений средней крупности (размер круглого отверстия сита, через которое проходит 50% всех зерен по массе): Состав машины, как системы. Машина – устройство, выполняющее механическое движение для преобразования энергии, материалов и информации с целью замены или облегчения физического труда человека. Машину для производства строительных материалов следует рассматривать как часть системы: параметры рабочих условий (среда)- машина – человек (оператор). Машина состоит из следующих компонентов: силовое оборудование (двигателя), служит для выработки энергии, необходимой для осуществления движений механизмов машины; рабочее оборудование, для непосредственного выполнения технологических операций машины; передаточный механизм, связывает силовое оборудование с рабочим оборудованием и исполнительными механизмами для передачи необходимой энергии и движения; ходовое оборудование (в подвижных машинах), обеспечивает передвижение машины в процессе ее работы или транспортировки; система управления для включения и выключения механизмов и регулировки рабочих параметров машины; рама, станина, корпус, служащих для монтажа основных частей машины. Общая классификация машин, осуществляется по следующим основным принципам: виду выполняемой работы, характеру технологии рабочего процесса, мощности или производительности, режиму работы, виду привода, подвижности, универсальности, виду управления. По виду выполняемой работы машины делятся на классы, например: машины для измельчения, сортировки, обжига и.т.д. Классы машин делятся на группы, различающиеся по характеру и технологии рабочего процесса. Например, машины для измельчения делятся на две группы: машины для дробления (дробилки) и машины для помола (мельницы). Группа машин делится на типы, отличающиеся конструкцией отдельных узлов, например, дробилки – щековые, конусные, валковые и.т.д. Типы машин должны иметь ряд типоразмеров, различающихся между собой мощностью привода, массой, производительностью, размерами рабочего органа, но имеющих в основном близкую конструкцию. По режиму работы: машины цикличного действия (бетоносмесители, барабанные мельницы), машины непрерывного действия (конвейеры, вращающиеся печи). По виду привода или используемого двигателя: с электрическим приводом, с гидравлическим или пневматическим приводом, с комбинированным приводом (дизель-электрическим, электрогидравлическим и др.), с приводом от двигателя внутреннего сгорания. По степени подвижности: стационарные, подвижные (самоходные, прицепные), в которых может использоваться гусеничный, колесный или шагающий движитель. По универсальности: универсальные, имеющие одну базовую машину и сменное рабочее, ходовое или силовое оборудование; специализированные машины, предназначенные для выполнения лишь определенного вида работ. По виду и средствам управления: с ручным управлением, механизированными и автоматизированными системами управления. Средства управления: механические, гидравлические, электрические, пневматические, смешанные (электропневматические и др.) средства и системы. Конусные дробилки Конусные дробилки применяют для крупного, среднего и мелкого дробления каменных твердых материалов и материалов средней твердости. В конусных дробилках измельчение материалов осуществляется раздавливанием и изгибом между неподвижным и подвижным конусами, совершающими круговые эксцентричные или поступательные движения в горизонтальной плоскости. Работа конусной дробилки подобна щековой, у которой ширина щеки равна длине окружности нижнего основания подвижного конуса.
«-»: относительная сложность и дороговизна конструкции, более дорогой ремонт и неприспособленность к измельчению вязких материалов. Конусные дробилки можно классифицировать по следующим основным признакам: 1) по установке вертикального вала или оси — с верхней опорой подвижного вала, с нижней опорой подвижного вала, с неподвижной осью; 2) по характеру движения подвижного конуса — с конусом, совершающим круговые качательные движения, эксцентричные относительно внутренней поверхности неподвижного конуса, и с конусом, совершающим поступательное движение в горизонтальной плоскости; 3) по роду привода — с односторонним и двусторонним ременным или гидродинамическим — редукционным приводом. Гидродинамический привод из-за низкого к. п. д. в конусных дробилках используется в редких случаях; 4) по наличию и конструкции амортизационных устройств — без амортизаторов и с амортизаторами — пружинными и гидравлическими; 5) по технологическому назначению на дробилки: ККД — крупного дробления с размером поступающих кусков 300—1200 мм и более; КСД - среднего дробления — 60—300 мм; КМД — мелкого дробления - 80—11О мм. Дробилки КСД изготовляют двух типов—нормальноконусные, средне-конусные и короткоконусные. Конусная дробилка крупного дробления ККД с верхней опорой подвижного вала и крутым конусом имеет производительность до 1500 т/ч. Крупные модели дробилок выполняют с двойным симметричным приводом, обеспечивающим запуск дробилки с заполненной камерой дробления. В этих дробилках подвижной вал 5 с закрепленным на нем бронированным конусом 6 имеет верхнюю опору 7, а его нижний конец свободно вставлен в эксцентрично наклонно расточенное отверстие втулки 4, последняя находится в корпусе 1 подшипника и сообщает валу круговые эксцентричные движения относительно внутренней поверхности неподвижного конуса 9, облицованного броней 8. Вал 5 дробилки гайкой 16 подвешен на кольце 17, которое опирается на втулку 18. Последняя при круговом движении вала 5 перекатывается по плоскости кольца 19, а боковой поверхностью скользит по внутренней конической поверхности втулки 12. Поворотом гайки 16 можно регулировать в небольших пределах величину выходной щели. Колпак 13 предохраняет опору от загрязнения. Ось 15 подвижного вала образует с вертикальной осью 14 угол α =2о÷ 50о, Втулка 4 с закрепленным на ней зубчатым колесом 3, опирающимся на пластины 10, приводится во вращение от электродвигателя через клиноременные передачи и две шестерни 11 и 2. При вращении втулки 4 ось 15 подвижного вала 5 с конусом 6 описывает коническую поверхность с вершиной в точке А относительно внутренней поверхности неподвижного конуса 9. Материал, непрерывно измельчаемый между коническими поверхностями, выпадает под действием собственной массы и удаляется из дробилки.Дробилка имеет централизованную систему смазки с шестеренчатым насосом, баком-отстойником, фильтром, холодильником и контрольными приборами. Предусмотрен электроподогрев масла в зимнее время.
Валковые дробилки Валковые дробилки применяют для тонкого, мелкого, среднего и крупного измельчения горных пород и других материалов различной твердости, брикетирования материалов, удаления из глины каменистых включений и т. д. В валковых дробилках измельчение материала осуществляется раздавливанием, частично истиранием, ударом или изгибом между двумя вращающимися навстречу друг другу валками и с гладкой, зубчатой или рифленой поверхностями. Валковые дробилки можно классифицировать по следующим основным признакам. По назначению и форме рабочей поверхности: 1) для тонкого, среднего и мелкого дробления материалов с гладкой поверхностью валков, с продольными полукруглыми выемками на одном из валков; 2) для крупного дробления глинистых материалов с зубчатыми валками; 3) для среднего и мелкого дробления глинистых материалов и удаления камней с одним гладким и другим рифленым валками и с валками, имеющими винтовую поверхность; 4) для крупного, среднего, мелкого, тонкого дробления материалов и формования брикетов с дырчатыми валками и валками, имеющими полусферические выемки на двух валках. По подвижности корпусов подшипников: 1) дробилки с подвижными корпусами подшипников у одного из валков, получившие наибольшее распространение;
3) дробилки с подвижными корпусами подшипников у двух валков, из-за сложности конструкции и эксплуатации они не нашли широкого распространения. По количеству валков в дробилках: дробилки с одной, двумя, тремя и более парами валков, последние из-за громоздкости конструкции и сложности эксплуатации не получили широкого распространения. По устройству привода часто комбинированные: редукторный и карданный (а), ременной и шестеренчатый (в), только ременной (б), редукторный и ременной (г) и др. Валковая дробилка мелкого и среднего дробления: валки — с гладкой, рифленой или зубчатой поверхностью и различно оформленным приводом. Зазор между валками устанавливается 3—30 мм. На станине установлены корпуса подшипников и, в которых смонтированы валы валков. Корпуса подшипников прикреплены к станине, а корпуса др. подшипников удерживаются предохранительными пружинами, которые позволяют валку отойти от валка в случае попадания между ними недробимых предметов. Привод валков осуществляется через ременную передачу, шкив, вал и шестерни. Шестерни и изготовляют с длинными зубьями. Привод валков осуществляется от электродвигателя через редуктор и карданные валы, которые обеспечивают передачу вращения валкам даже при значительном отходе их друг от друга. При разной окружной скорости валков с гладкой поверхностью они дробят материал раздавливанием и истиранием, а в дробилках с зубчатыми валками — ударом и изгибом. Если один из валков имеет продольные полукруглые выемки, то валки диаметром 600 мм могут захватывать куски материала размером 60 и даже 85 мм в поперечнике. Угол захвата α ≤ 2φ, i =17 (твердые м-лы)=7, 5 (мягкие м-лы). Бегуны Бегуны применяют для мелкого дробления (размер кусков готового продукта 3-8 мм) и грубого помола (0, 2-0, 5 мм) глины, кварца, шамота и других строительных материалов. Применение их вызвано специальными технологическими требованиями, когда наряду с измельчением необходимо обеспечить уплотнение, растирание, обезвоздушивание массы (например, при переработке глины). Бегуны представляют собой один, чаще всего два, массивных катка, которые, перемещаясь по какой-либо поверхности, раздавливают (измельчают) своей массой находящиеся на этой поверхности куски материала. Размеры и масса катков являются технической характеристикой бегунов. а — с неподвижной чашей; б — с вращающейся чашей; в — с вращающейся чашей и подвешенными катками
К верхней части вертикального вала 1 шарнирно прикреплены кривошипы осей 2 катков 3 и 4. Катки при вращении вала катятся по неподвижной чаше 5, вращаясь при этом вокруг своих горизонтальных осей 2. Шарнирное крепление осей к валу при помощи коленчатого рычага обеспечивает поднятие или опускание катков в зависимости от толщины слоя материала на чаше, а также безаварийное перекатывание по твердым частицам или недробимым предметам.
Катки бегунов измельчают, растирают материал и продавливают его сквозь отверстия плит. К валу прикреплены поводки со скребками, которые очищают борта и дно чаши и равномерно подают материал под катки. Пройдя через отверстия, он направляется в спускной лоток. Бегуны для сухого измельчения имеют вращающуюся чашу и верхний привод. Размер катков у таких бегунов от 600 Катки 3, 4 бегунов расположены на горизонтальной оси 2 и вращаются на ней, увлекаемые силами трения при вращении чаши 5. Концы горизонтальной оси катков находятся в направляющих 7, по которым ось с катками может перемещаться вверх и вниз в зависимости от слоя материала в чаше или при попадании под каток недробимого предмета. На верхней части вертикального вала 1 расположена коническая зубчатая пара 6, получающая вращение от привода. В нижней части вала жестко закреплена ступица чаши. Дно чаши у центра и под катками выполнено со сплошными плитами, а по периферии чаши расположено кольцевое сито 8. Скребковые устройства равномерно подают поступающий сверху из загрузочной воронки исходный материал под катки, а измельченный — на кольцевое сито. Не прошедшие сквозь отверстия сита куски материала снова подаются скребками под катки. Просеянный материал поступает на неподвижный поддон, с которого подается скребком в сборный лоток. У бегунов рассмотренных конструкций частота вращения вертикального вала составляет всего 0, 3—0, 6 с-1, что обусловливает их низкую производительность. Возрастание же числа оборотов вызовет увеличение центробежных сил и потребует в бегунах с неподвижной чашей более сложного крепления бандажей и ступиц бегунов к осям, а также более тщательной динамической балансировки вращающихся масс. В бегунах с вращающейся чашей измельчаемый материал будет отбрасываться к бортам чаши. Бегуны с вращающейся чашу. Измельченный материал выгружается под действием центробежных сил в зазор между дном 9 и бортом 10 чаши. Ширина зазора регулируется. Частицы, размер которых больше, чем зазор, подаются скребками под катки. Производительность бегунов достигает 75 т/ч, расход энергии 0, 7—1 кВт*т/ч, масса катков 5—6, 5 т, что способствует интенсивному измельчению материала. Оси 11 катков 3, 4 соединены тягами 12 с поперечиной 13, которая через пружину опирается на раму. Пружина рассчитана так, что если в чаше нет измельчаемого материала, то зазор между катком и дном чаши составляет 8-10 мм. При работе машины катки поднимаются, освобождая пружину, а следовательно, и раму от нагрузки (увеличивая нагрузку на чашу). При такой конструкции подвески катков облегчается пуск бегунов и снижаются нагрузки на оси катков. Привод бегунов может быть нижний или верхний. Угол захвата α ≤ 2φ
Дробилки ударного действия В дробилках ударного действия дробимый материал разрушается под действием механического удара, при котором кинетическая энергия движущихся тел полностью или частично переходит в энергию деформации и разрушения. Дробилки ударного действия применяют в основном для измельчения малоабразивных материалов средней прочности (известняка, доломитов, мергеля, угля, каменной соли и т. п.). В некоторых случаях из-за технологических особенностей производства дробилки ударного действия используют и при переработке материалов с повышенной прочностью и абразивностью (например, асбестовых руд, шлаков и т. п.). По конструктивному исполнению основного узла машины — ротора дробилки ударного действия разделяют на роторные и молотковые. Роторные дробилки имеют массивный ротор, на котором жестко закреплены сменные била из износостойкой стали. Дробилки с таким ротором можно применять для дробления крупных кусков сравнительно прочных материалов, т. е. для первичного дробления, а также на последующих стадиях. В молотковых дробилках дробление осуществляется благодаря кинетической энергии молотков, шарнирно подвешенных к ротору. Особенности этих машин определяются конструкцией молотка и поэтому они названы молотковыми. Материал, подлежащий дроблению, загружают в дробилку сверху. Под действием силы тяжести он падает или скользит по лотку и попадает под действие бил или молотков быстро вращающегося ротора. В результате удара билом или молотком кусок разрушается, его осколки разлетаются широким сектором (~90°) и отбрасываются на футеровку — отбойные плиты или колосники, образующие камеру дробления. Ударяясь о футеровку, материал дополнительно измельчается и, отражаясь, снова попадает под действие ротора. Это повторяется многократно, пока куски материала, достигнув определенной крупности, не выйдут через разгрузочную щель или щель колосниковой решетки на разгрузку.В некоторых случаях кусок материала, получив эксцентричный удар, начинает вращаться вокруг своего центра масс со скоростью, близкой к скорости рабочего органа дробилки (примерно 30 м/с), и разрушается, так как при этом от действия центробежных сил в куске материала возникает напряжение ~10 МПа, что превышает предел прочности при растяжении для многих горных пород. Таким образом, в дробилках ударного действия материал измельчается в результате удара о быстро движущийся рабочий орган, соударения кусков один о другой, удара о неподвижную футеровку камеры дробления, а также под действием центробежных сил. а - однороторные; б — двухроторные одноступенчатого дробления; в — двухроторные двухступенчатого дробления; г — однороторные реверсивные Дробилка состоит из корпуса 1, ротора 2, молотков 3, отбойной плиты 4, отбойного бруса 5 и двух колосниковых решеток поворотной 6 и выкатной 7. Корпус дробилки выполнен сварным из стальных листов. Внутренние стенки корпуса в зоне камеры дробления футерованы сменными плитами из износостойкого материала. В корпусе предусмотрены специальные дверки для доступа к ротору и извлечения колосниковых решеток. Отбойная плита сварная, футерована износостойкими плитами, своей верхней частью шарнирно прикреплена к корпусу дробилки. Нижняя часть плиты может перемещаться относительно ротора регулировочным устройством, в результате чего зазор между окружностью вращения молотков и нижним концом плиты может изменяться. Для регулирования крупности готового продукта в крупных молотковых дробилках используют также отбойный брус, который устанавливают в специальных направляющих. Брус перемещается и фиксируется специальными винтами. Со стороны ротора к брусу прикреплена износостойкая футеровка. Поворотная колосниковая решетка шарнирно подвешена на оси, закрепленной на корпусе дробилки. Выкатная решетка установлена на тележке с роликами, расположенными на рельсах. Такая конструкция решеток значительно упрощает ремонт колосников и их замену при износе. Щели между колосниками выполняют расширяющимися под углом 10—20° (в сторону разгрузки) и наклонными к радиусу ротора под углом 40—50° (в сторону движения материала). Этот облегчает разгрузку готового продукта из камеры дробления.
Ротор дробилки состоит из отдельных дисков, закрепленных на валу, между которыми на осях шарнирно подвешены молотки. Ротор рассматриваемой дробилки имеет шесть рядов молотков, расположенных в шахматном порядке. В дробилке М20  20 имеется всего 69 молотков. Число рядов молотков на роторе определяется размерами дробилки и ее назначением. Число рядов принимают 3—8, наиболее часто 4—6, на крупных дробилках устанавливают до 100 молотков. Масса молотков в зависимости от типоразмера дробилки 4—70 кг. 20 имеется всего 69 молотков. Число рядов молотков на роторе определяется размерами дробилки и ее назначением. Число рядов принимают 3—8, наиболее часто 4—6, на крупных дробилках устанавливают до 100 молотков. Масса молотков в зависимости от типоразмера дробилки 4—70 кг.
Q = (30÷ 45) L D, L – длина ротора, м; D – диаметр ротора, м P = 7, 5· D · L ·( n /60). Дезинтеграторы Дезинтеграторы применяемым для измельчения глины, мела, трепела и т. п. На станине 13 установлены валы 4 и 11, приводимые во вращение в разные стороны от индивидуальных двигателей через ременные передачи и шкивы 5 и 10. На валах установлены ступицы, на которых смонтированы диски 7 и 8. К дискам прикреплены по концентрическим окружностям пальцы 12. Свободные концы пальцев соединены между собой кольцами 7. Измельчаемый материал по воронке 6 подается на ступицу и стекает по ней в зону вращения пальцев, где подвергается многократным ударам. Для облегчения профилактических и ремонтных работ один из роторов установлен на передвижных опорах и может быть перемещен винтовым устройством 1. Шаровые кольцевые мельницы В шаровых кольцевых мельницах, применяемых для помола извести, гипса, сухой глины, материал измельчается в результате раздавливания и истирания при относительном перемещении шаров 2 и колец 1 и 8. ← Схема шаровой кольцевой мельницы
Материал питателем 6 по желобу 7 подается на нижнее кольцо 1, приводимое во вращение через редуктор 10, и под действием центробежных сил поступает в желоб с помещенными внутри него шарами диаметром 195—275 мм. Шары прижимаются к нижнему кольцу пружинами 3 через верхнее кольцо 8.
Скорость вращения кольца должна выбираться исходя из того, что при чрезмерной ее величине измельченные частицы будут выбрасываться под действием центробежной силы инерции. Необходимо, чтобы центробежная сила инерции была меньше сил сопротивления движению частиц, находящихся на размольном кольце. Силы сопротивления – это силы трения, возникающие за счет силы тяжести частиц и формы поверхности кольца. Производительность мельницы зависит от тонкости помола и свойств измельчаемого материала. Ее определяют опытным путем. Валковые мельницы В валковых мельницах материал измельчается между тарелкой 2, приводимой во вращение от электродвигателя через редуктор 1, и валками 4. Валки установлены на осях, закрепленных на рычагах 5, которые стягиваются пружинами 6, благодаря чему валки прижимаются к тарелке. В мельницах этого типа обычно имеется два валка. При вращении тарелки из-за сил трения валки также начинают вращаться и, перекатываясь по тарелке, измельчают материал раздавливанием и истиранием. Измельченный материал выносится потоком воздуха, подаваемого по каналу 3, в сепаратор. Валковые мельницы изготовляют с диаметром тарелки 0, 6-1, 7 м. Скорость вращения тарелки не более 3 м/с. Угловую скорость тарелки (рад/с) рассчитывают из условия, при котором частицы не должны выбрасываться центробежной силой с тарелки. Вибрационные мельницы
 50 клеб./с). Вследствие этого мелющие тела интенсивно воздействуют на материал и измельчают его. В процессе работы мельницы загрузка медленно поворачивается в сторону, противоположную направлению вращения дебалансного вала. 50 клеб./с). Вследствие этого мелющие тела интенсивно воздействуют на материал и измельчают его. В процессе работы мельницы загрузка медленно поворачивается в сторону, противоположную направлению вращения дебалансного вала.
Инерционная вибрационная мельница Это явление можно объяснить так: любая точка на боковой поверхности мельницы движется по круговой (или близко к ней ) траектории с ускорением, во много раз превосходящим ускорение свободно падающих шаров и материала. При этом загрузка отрывается от стенки корпуса. При возвращении в исходное положение стенка будет двигаться навстречу падающим шарам и материалу. При встрече происходит удар, который вызывает движение всей загрузки в направлении, обратном вращению дебалансного вала. Струйные мельницы Струйные мельницы для тонкого и сверхтонкого измельчения материалов находят применение в народном хозяйстве, особенно керамической и огнеупорной промышленностях. В струйных мельницах измельчителем является сам материал, что в значительной степени снижает загрязнение его продуктами износа; при этом достигается измельчение высокой тонкости. Противоточные струйные мельницы (а): эти мельницы оборудованы двумя помольными эжекторами 1 и 7, направленными друг против друга, помольной камерой 4, футерованной износостойкой броней, сплошными или кольцевыми разгонными трубами 3 и 5, соплами 2 и 6 с устройствами для перемещения их вдоль оси и приемниками 9 со смотровыми окнами 10.
← Схема противоточной струйной мельницы и помольной установки В помольной камере летящие навстречу друг другу частицы ударяются и благодаря этому измельчаются. Измельченный материал засасывается в трубу 21 и поступает в сепаратор 19, из которого пылевоздушный поток поступает в циклон 18, где происходит выделение тонких частиц; более тонкие частицы материала улавливаются в матерчатом фильтре 17, а более крупные из сепаратора поступают в помольную камеру 4 для повторного измельчения и т. д. Количество всасываемого воздуха регулируется дросселями 11. При подаче воздуха непосредственно в сепаратор через отверстия 20 производительность установки возрастает на 14% (по данным В. Н. Акунова и Н. Н. Мясина). Тонкость готового продукта R60 = 0, 55—1, 2% Мельницы самоизмельчения, особенности конструкции, принцип действия, способы измельчения материала в машине Мельница « Аэрофол »
В мельнице может измельчаться материал влажностью до 3-4, 5% без понижения производительности. При применении продувки горячими газами влажность материала может доходить до 12 %. Мельницы для бесшарового измельчения эффективны в тех случаях, когда нежелательно наличие в готовом продукте металлических частиц, появляющихся вследствие износа шаров. Мельницы « Гидрофол » Мягкие породы измельчаются в мельнице «Гидрофол» в результате удара, раздавливания и трения, при этом не исключается и размучивание. Таким образом, в мельнице «Гидрофол» происходит одновременный процесс дробления и помола. Время пребывания размалываемого материала в мельнице «Гидрофол» составляет 3-5 мин. Преимущества мельницы «Гидрофол» — высокая производительность, простота конструкции и обслуживания, небольшая частота вращения рабочих органов, низкая удельная затрата электроэнергии.
1, 10 — горловины; 2, 5 — цапфы; 3 — барабан, 4 — броневые плиты, 6 — шестерня, 7 — бутара, 8 —электродвигатель; 9 — редуктор, 11 — подшипники, 12 — решетка, 13 — лифтеры, 14 — втулка.
Мельница «Гидрофол» представляет собой короткий полый барабан 3, который опирается на два цапфовых подшипника 11. Внутренняя полость барабана футерована броневыми плитами 4 из износостойкого материала. Броневые плиты отливаются с подъемными ребрами (лифтерами 13), которые служат подъемниками для измельчаемых материалов. Лифтеры – это брусья, выступающие над плитами на 200 – 250 мм при шаге размещения 700 мм. Торцовые стенки футерованы ребристыми плитами, установленными под углом 10°. Внутренний пояс торцовых футеровок имеет форму усеченного конуса-отражателя, что способствует перемешиванию материала и направлению его к середине барабана. К фланцам торцовых стенок барабана, снабженных двумя рядами кольцевых плит конического сечения, присоединены загрузочная 2 и разгрузочная 5 опорные цапфы. Со стороны разгрузки расположена выходная классифицирующая решетка 12, через которую проходит готовый шлам. Готовый шлам ковшами подается в разгрузочную горловину 10. Для выделения крупных частиц из шлама разгрузочное устройство оснащено двойным коническим ситом с отверстиями размером 10 и 40 мм, называемым бутарой 7. Мельница вращается с помощью зубчатой венцовой шестерни 6 от редуктора 9 и электродвигателя 8. Мельница кроме главного привода снабжена вспомогательным для медленного вращения барабана при ремонте. Материал загружается в мельницу через горловину 1 и втулку 14 полой цапфы. В барабане материал лифтерами 13 поднимается, а затем падает с большой высоты, измельчаясь при ударах кусков один о другой и о броневые плиты 4. Мельницы «Гидрофол» отличаются высокой надежностью и долговечностью. Классификация (сортировка) материала - виды, назначение Грохочение, сепарация и классификация материалов могут осуществляться механическим, воздушным, гидравлическим и магнитным способами. Механическая сортировка (грохочение) осуществляется при помощи машин, снабженных ситами, решетами, колосниками. Применяют грохочение для получения двух или нескольких сортов зерен, различающихся по крупности. Число получаемых сортов зависит от количества решет (сит), через которые был пропущен обрабатываемый материал. Так, если количество решет n, то сортов получается n+1. Последовательность механической сортировки (грохочения) материала зависит от расположения решет и сит. Различают грохочение от мелкого к крупному, от крупного к мелкому и комбинированное. Можно выделить три основных вида грохочения: предварительное, промежуточное и товарное. Предварительное грохочение производят с целью выделения из исходной горной массы относительно мелких кусков, не требующих дальнейшего измельчения в первичных дробилках, при этом к качеству грохочения не предъявляющих высоких требований. Промежуточное грохочение в современных дробильно-сортировочных установках производят с целью распределения дробленых и других кусковых материалов по различным технологическим линиям. В этих процессах обычно используются грохоты тяжелого типа, чаще всего эксцентриковые. Товарное грохочение осуществляется с целью разделения кусковых и сыпучих материалов на фракции. Для получения относительно крупных фракций щебня и гравия используют средние инерционные и эксцентриковые грохоты. Воздушная сепарация материала по крупности основана на сортировке материала в воздушном потоке: частицы выпадают под влиянием сил тяжести или центробежных сил или же совместного действия тех и других. Гидравлическая сортировка материалов по крупности основана на различных скоростях падения зерен (частиц) неодинаковой величины и удельного веса, находящихся во взвешенном состоянии в водной среде. Магнитная сортировка служит для выделения из обрабатываемого материала железосодержащих примесей, загрязняющих продукт, или для отделения металлических предметов, случайно попавших в перерабатываемое сырье. Магнитная сортировка основана на притяжении к магниту металлических частей, попавших в зону магнитного поля. Машины для грохочения и сортировки, применяемые в промышленности строительных материалов, классифицируют следующим образом: 1) грохоты: а) плоские неподвижные, б) плоские подвижные, которые в свою очередь разделяют на качающиеся и вибрационные; в) вращающиеся — барабанные или призматические; 2) воздушные сепараторы: а) с горизонтальной струей воздуха; б) с вертикальной струей воздуха; в) с движением частиц под действием восходящей струи воздуха и центробежной силы; 3) машины и аппараты для гидравлической сортировки: а) классификаторы конусные, камерные, гидромеханические; б) сотрясательные столы; 4) магнитные сепараторы: а) электромагнитные сухие и б) электромагнитные мокрые. Проходные сепараторы
В проходном сепараторе (рис. 6.9.) материал в виде аэросмеси подается с воздухом, который также используют для разделения смеси. Воздух с исходным материалом поступает по патрубку 1 в корпус сепаратора 2. Из-за расширения канала, по которому движется смесь, скорость потока падает, и крупные частицы выпадают из смеси под действием сил тяжести. Воздушный поток проходит по направляющим лопастям 4 во внутренний конус 5, где он закручивается благодаря форме лопастей, и из него выпадают мелкие частицы в результате воздействия на них центробежных сил. Крупные частицы отводятся из сепаратора по патрубку 7, мелкие по трубе 6, воздух по трубе 5. Граница разделения регулируется дросселированием входящего потока или изменением угла поворота лопастей 4. «-» сепараторов является повышенный расход сжатого воздуха. Такие сепараторы рационально применять в установках, где сжатый воздух используется для перемещения мелкосыпучих материалов.
Циркуляционные сепаратор Такие схемы сепараторов более компактны и экономичны, поскольку в одном агрегате объединены источник движения воздуха (вентилятор), сепарирующие и осадительные устройства. Исходный материал поступает по патрубку 1 на вращающийся, на валу 2 диск 5, с которого сбрасывается под действием центробежной силы. Крупные частицы падают под действием сил тяжести или отбрасываются центробежной силой к стенкам внутреннего корпуса 6, где теряют скорость и также сползают вниз в воронку 11, образуя крупную фракцию, которая выводится из сепаратора по трубе 9. Вентилятор 3 и крыльчатка 4, вращаемые вместе с диском 5, засасывают воздух из нижней зоны, который пересекает материал, сбрасываемый с диска, захватывает средние и мелкие частицы, выносит их в зону вращения крыльчатки 4. Здесь под действием центробежных сил вращающегося потока средние частицы отбрасываются к стенкам корпуса 6 и стекают вниз в крупный продукт. Мелкие частицы вместе с воздухом проходят через вентилятор 3 в пространство между наружным и внутренним корпусами, где воздух движется вниз по спирали. Окружная скорость потока воздуха в этой зоне максимальная, вследствие чего имеющиеся в нем мелкие частицы отбрасываются центробежной силой к стенкам корпуса 8, теряют скорость и стекают вниз по трубе 10, образуя мелкую фракцию. Воздух снова через жалюзи 7 поступает во внутренний кожух, захватывая случайно попавшие в крупный продукт мелкие частицы. Граница разделения в рассмотренном сепараторе может регулироваться изменением радиуса расположения лопастей крыльчатки 4 и угла установки лопаток жалюзи 7. Сепараторы с внешним вентилятором и выносными циклонами. В сепараторе использована центробежная поперечно-поточная схема зоны осаждения, осуществляемая восходящим потоком воздуха, нагнетаемым внешним вентилятором 11 по воздуховоду 10 и входной улитке 2 в корпус сепаратора 5 и вращающейся крыльчаткой 7. Материал поступает по патрубкам 8 на диск 4, вращаемый двигателем через редуктор 9, размещенным на крышке корпуса 6.
Оборудование применяемое для очистки газовых потоков (механическая, гидравлическая, электрическая) В пыле воздушной смеси, выходящей из воздушных сепараторов, а так же в отходящих газах из тепловых агрегатов (вращающиеся печи, сушильные барабаны и пр.) содержатся пылевидные частицы, являющиеся ценным материалом, который необходимо выделить. Пыль необходимо отделять от воздуха и газов во избежание засорения ею окружающей среды. Для этой цели применяются следующие методы: механическая сухая очистка, при которой частицы выделяются под действием центробежных сил и сил тяжести в центробежных циклонах; очистка смеси с помощью матерчатых фильтров, задерживающих взвешенные в газе (воздухе) твердые частицы; электрическая очистка путем осаждения твердых частиц в электрическом поле высокого напряжения в электрофильтрах; мокрая очистка газов. Подробности смотри вопрос 24, 25, 26!!!!! Мокрая очистка Оборудование для мокрой очистки запыленных газов применяется для окончательной очистки газов, отходящих из вращающихся печей и сушильных барабанов. ← Вертикальный скруббер, который работает следующим образом. Загрязненный газ по вводному патрубку 6 поступает в нижнюю зону корпуса 1, футерованного керамической плиткой 2. В верхнюю зону скруббера через специальные отверстия 3 подаётся вода.
Во избежание выноса воды в сборник4 скорость движения газа в корпусе скруббера не должна превышать 6 м/с. Степень очистки в таком скруббере составляет 95 – 99, 8 %.
Рукавные фильтры В рукавных фильтрах пылевоздушная смесь пропускается через перегородки, изготовляемые из толстых тканей (шерстянки, миткали, муслина, бумазеи, байки и др.) Производительность матерчатых фильтров составляет 2-5 м3/мин с 1 м2 поверхности ткани (по воздуху). Коэффициент качества очистки в матерчатых фильтрах достигает 98 – 99 % при запыленности смеси 110-450 г/м3. Для очистки газов, разъедающих ткань и имеющих температуру выше 100°, необходимо использовать специальные ткани (стеклянные, перхлорвиниловые и т. д.). Газ пропускают через ткань, сшитую в виде рукава, один конец которого открыт (для входа газов), а другой закрыт. В закрытом металлическом корпусе 1 подвешиваются матерчатые рукава 2 цилиндрической формы. Рукава (по 8-12 шт.) собраны в секции. Секции разделены перегородками на отдельные камеры. Нижние концы рукавов открыты для входа газов. Запыленный газ по трубопроводу 3 подводится в нижнюю часть 4 фильтра, откуда направляется в нижние открытые отверстия рукавов. Проходя через поры ткани, газ очищается, оставляя пыль на внутренних стенках рукавов. Очищенный газ собирается в верхней части металлического кожуха, затем отводится через трубу в общий трубопровод 6. Через матерчатые фильтры газ просачивается при помощи вентиляторов, которые могут нагнетать их в фильтр или отсасывать через последний. B первом случае установка работает под давлением, во втором - под разрежением. Фильтр работает под разрежением. Во избежание загрязнения ткани частицами пыли, оседающими на внутренней поверхности рукавов, их периодически встряхивают. Пыль при этом падает в нижнюю часть кожуха, из которого отводится винтовым транспортером 7. Рукава каждой секции подвешены к планке 8, которая соединена со встряхивающим механизмом 9, работающим от электродвигателя. В момент встряхивания рукавов камера отсоединяется от сборного трубопровода 6 заслонкой 10 (в отдельных конструкциях вместо заслонки применяют клапан, действующий от механизма встряхивания). Для лучшей очистки от пыли ткань продувают воздухом в направлении, обратном основному движению газов. Рукава каждой камеры встряхивают, в течение 18-20 сек, затем клапаны продувочного воздуха закрывают, а заслонку 10 открывают, и секция вновь включается в работу. Диаметр рукавов обычно равен 180-210 мм, длина 2 -3, 5 м. Степень очистки газа 97 – 99 %. Рукавные фильтры имеют недостатки: в них невозможно без замены обычных тканей специальными очищать газы, температура которых выше 1000. При очистке влажных газов на фильтрующей ткани конденсируется пары воды и ткань рукавов замазывается. Кроме того, при встряхивании из фильтра удаляется не вся пыль, из-за чего рукава необходимо очищать в среднем через каждые три месяца. Для наблюдения за работой фильтров рекомендуется устанавливать V – образные манометры, повышение сопротивления в которых свидетельствует о замазывании фильтрующей ткани, а понижение – о разрыве ткани. Для работы при более высокой температуре изготовляют рукава из стеклоткани. Электрофильтры Электрический метод очистки является наиболее совершенным. Степень очистки газов в электрофильтрах доходит до 99-99, 5 %. Электрофильтры делятся на две группы: трубчатые и пластинчатые. Последние могут быть вертикальными и горизонтальными. Принцип действия электрофильтров. Если пропускать воздух (газ) со взвешенными в нем частицами пыли через электрическое поле, созданное двумя электродами, то происходит его ионизация. Взвешенные частицы получают при этом электрический заряд, за счёт которого они с определённой скоростью перемещаются по направлению к электроду, заряд которого имеет противоположный знак. Под ионизацией понимается процесс распада электрически нейтральной молекулы воздуха на положительно и отрицательно заряженные частицы (ионы). Электрическое поле может быть создано между электродами в виде двух концентрических цилиндров (полый цилиндр и стержень – проволока внутри него) или в виде плоскости и цилиндров (стержни или проволока и плоская пластина между ними). При появлении ионного разряда вокруг поверхности проволоки (стержня) 1 возникает слабое голубоватое свечение, показывающее зону образования положительно и отрицательно заряженных ионов. Это свечение называется «короной», а соответствующий ионный разряд – «коронным разрядом». Провод, вокруг которого образовалась корона, носит название коронирующего электрода. Электрофильтры питаются постоянным током. Осадительный электрод 2 присоединяется к положительному полюсу, а к коронирующему электроду через проходной изолятор 3 подводится постоянный ток отрицательного знака, потому что отрицательно заряженные ионы, например, воздуха, движутся со скоростью в 1, 37 раза больше, чем положительные. Опыт показывает, что при этом улучшаются условия для выделения из газа пыли и степень очистки может достигать 99-99, 5 %. Положительно заряженные электроды имеют заземление 4 при подводе к коронирующему электроду постоянного тока положительного знака степень очистки составляет 99 %, а при подводе переменного тока – всего 71-72 %. Поэтому для создания электрического поля между электродами фильтра чаще используют постоянный ток высокого напряжения (до 75000 В). Объем и сечение камеры электрофильтра определяют исходя из следующего. Практически время пребывания газа в камере принимают равным 2-3, 5 сек. Такая продолжительность считается достаточной для осаждения пыли на осадительном электроде. Это означает, что частицы пыли, получив заряд, достигают осадительного электрода и, отдав ему свой заряд, оседают на нем.
По направлению движения газов электрофильтры подразделяются на вертикальные и горизонтальные. Новейшие мощные электрофильтры выпускаются обычно горизонтальными. Скорость движения газов в новейших конструкциях доходит до 2-2, 2 м/сек. Пластинчатый питатель
Преимуществами пластинчатых питателей являются: возможность транспортирования тяжелых крупнокусковых и горячих грузов; высокая производительность (до 120 м3/ч); плавный ход; возможность непосредственной загрузки (самопитание из бункеров без применения дополнительных питателей). К недостаткам пластинчатых питателей относятся: высокая металлоемкость, сложность эксплуатации и ремонта из-за большого числа шарнирных сочленений деталей цепей. Пластинчатый питатель устанавливается на раме, по концам которой смонтированы две звездочки (на загрузочном конце - натяжная звездочка с винтовым натяжным устройством 10, на разгрузочном — приводная звездочка 5. Бесконечный грузонесущий орган, состоящий из пластин с бортами 2 прикреплен к. двум тяговым цепям 1, которые огибают концевые звездочки и находятся в зацеплении с их зубьями. Тяговые цепи 1 снабжены опорными роликами 4, они соединяются с пластинами посредством пальцев 3 и движутся по направляющим путям 9 вдоль продольной оси конвейера. Привод питателя осуществляется от электродвигателя 6 через редуктор 7 и цилиндрическую зубчатую передачу 8. Рабочая скорость ленты принимается для питателей тяжелого типа в пределах 0, 05—0, 25 м/сек, а нормального типа — 0, 025— 0, 15 м/сек. Производительность пластинчатого питателя с бортами:
Тарельчатые питатели Применяют для непрерывного и равномерного питания машин порошкообразными и кусковыми м-ми с величиной кусков до 20 ÷ 30 мм. Тарельчатый питатель состоит из вращающейся вокруг вертикальной оси тарели 4, над которой укреплена не доходящая до поверхности тарели телескопическая цилиндрическая обойма 6, расположенная под круглым выпускным отверстием бункера 7, и ножа 5, сбрасывающего часть материала с тарели. Транспортируемый материал высыпается из бункера на тарель в форме усеченного конуса, нижний диаметр которого определяется углом естественного откоса материала и расстоянием от обоймы 6 до тарели 4. Производительность питателя регулируется двумя способами: изменением положения обоймы 6 и изменением угла установки ножа 5. Привод питателя осуществляется, от электродвигателя 1 через червячный редуктор 2 и коническую зубчатую передачу 3. Производительность (т/ч) тарельчатого питателя ориентировочно составляет
Шнековый питатель. Шнековые питатели получили широкое распространение в промышленности строительных материалов благодаря высокой производительности (до 300 т/ч) при малых габаритах, простоте устройства и обслуживания, высокой надежности, возможности герметичного устройства и обслуживания, высокой надежности, возможности герметичного транспортирования пылящих измельченных материалов. Шнековые питатели применяются для транспортирования сыпучих материалов в горизонтальном направлении и под углом к горизонту. В зависимости от угла наклона оси шнека к горизонту их подразделяют на: - горизонтальные ( β =0°); - пологонаклонные(0°< β < 30°); - крутонаклонные ( 30°< β < 60°); - вертикальные (б0°< β < 90°). Шнековый. питатель представляет собой, винт (шнек).3, вращающийся в подшипниках, внутри корпуса 4 цилиндрической формы. Загрузка и разгрузка материала производится через загрузочный 5 и разгрузочный 6 патрубки. Вал шнека приводится во вращение от электродвигателя 1 через редуктор 2. Корпус питателя, изготавливают из трубы или сварным из листовой стали толщиной 3-5 мм. В промышленности строительных материалов применяются шнеки следующих конструкций: а) сварные, в которых вал шнека изготовлен из трубы с приваренными к ней цапфами и винтовой поверхностью по длине трубы (вала); б) литые из износостойкого отбеленного чугуна. В зависимости от целевого назначения питателя применяют шнеки: а) с сплошной винтовой поверхностью; б) ленточные, имеющие винтовую поверхность, изготовленные из узкой стальной полосы, которая укреплена на валу с зазором; в) лопастные, состоящие из установленных на валу по винтовой линии лопастей. Подшипниковый узел крепления вала шнека, воспринимающий осевые нагрузки от шнека, в. горизонтальных питателях включает упорный и радиальный подшипники. В наклонных питателях этот узел воспринимает еще и нагрузку от осевой составляющей от силы тяжести шнека. Противоположный конец вала шнека опирается на радиальный подшипник. Ленточный весовой дозатор
Производительность регулируют, изменяя скорость движения ленты и высоту слоя материала. Питатель шлама
← Схема контроля и автоматического регулирования загрузки вращ. печи шламом: 1- измерительный преобразователь расхода, 2- шламопроводы, 3- напорный бак, 4- регулирующий орган, 5- усилитель, 6- потенциометр, 7- преобразователь, 8- регулятор, 9- задатчик, 10 — приемник шлама, 11- сливная труба, 12- вращающаяся печь Шлам из верхнего или нижнего шламопровода 2 поступает в напорный бак 3. В баке поддерживается постоянный уровень шлама, что позволяет сглаживать пульсации, возникающие при подаче шлама насосами. Из напорного бака шлам проходит через регулировочный орган 4, измерительный преобразователь расхода 1 и подает в приемный бак 10, а затем через сливную трубу 11 в печь 12. При отклонении расхода от заданного значения измерительный преобразователь 1 расхода подает сигнал, который преобразуется в преобразователе 7 и поступает в электронный потенциометр 6, контролирующий текущий расход шлама, а также в электронный регулятор 8. Регулятор сравнивает текущее значение расхода с тем значением, которое задано задатчиком 9, и подает сигнал через усилитель 5 регулирующему органу 4. В зависимости от управляющего сигнала регулирующий орган изменяет количество шлама, протекающего через измерительный преобразователь расхода и поступающего в печь. Гравитационный смеситель Перемешивание компонентов в гравитационных смесителях происходит в барабанах, к внутренним стенкам которых прикреплены лопасти. При вращении барабана смесь лопастями, а также силами трения поднимается на некоторую высоту и затем сбрасывается вниз. Для обеспечения однородности смеси необходимо произвести 30—40 циклов подъема и сброса смеси в барабане. Для обеспечения свободного перемещения смеси в барабане его объем в 2, 5—3 раза должен превышать объем смеси. Скорость вращения барабана невысокая, так как в противном случае центробежные силы инерции будут препятствовать свободному перемещению смеси. Бетоносмесители изготовляют с наклоняющимися и стационарными барабанами. Эти барабаны выполняют грушевидной, конусной и цилиндрической формы. В настоящее время выпускаются стационарные бетоносмесители объемом 750 и 1200 л (по загрузке), выполненные по более прогрессивной схеме - с центральным приводом. Смеситель имеет компактный барабан 1, в котором установлено шесть быстросъемных лопастей 2. Барабан насажен ступицей на выходной вал редуктора 3, встроенного в траверсу и вращающегося от двигателя 4. Траверса установлена в подшипниках на стойках рамы 9 и при помощи гидроцилиндра 6 и рычага 5 может занимать разные положения, в результате чего барабан будет иметь соответствующие позиции: на загрузку, перемешивание и выгрузку. Смеситель имеет индивидуальный гидропривод, состоящий из насосной станции 8 и распределителя 7 с электроуправлением. Преимущество этого смесителя заключается не только в хороших конструктивных решениях привода (исключены открытые зубчатые колеса), но и в форме барабана и лопастного аппарата, что позволяет обеспечивать качество смеси за время, не превышающее 60 с. В результате компактного размещения узлов уменьшены также и габаритные размеры машины. Смеситель принудительного действия Циклические бетоносмесители с принудительным смешиванием материалов применяют для приготовления бетонных смесей с крупностью заполнителя не более 70 мм, строительных растворов. В настоящее время большое распространение получили смесители роторного типа, работающие с повышенными скоростями движения рабочих органов. Особенно эффективны роторные смесители при приготовлении жестких бетонных смесей. Материалы перемешиваются лопастями 2 в кольцевом пространстве, образованном корпусом смесителя 1 и внутренней оболочкой 10. Сменные лопасти 12, закрепленные на кронштейнах 13, перемещаются в кольцевом пространстве при вращении ротора 9 от мотор-редуктора 6 через зубчатую пару 5. Загрузка компонентов производится через воронку 3, а выгрузка готовой смеси — через затвор 8, управляемый пневмоцилиндром 7. Лопасти крепятся к ротору при помощи амортизирующего устройства, состоящего из пружины 14 и рычага 15. Такое устройство предотвращает поломки лопастей при заклинивании щебнем. Положение лопастей регулируется винтом 16. Вода подается в смеситель по кольцевой перфорированной трубке 4. Днище и боковые стенки смесительной камеры облицованы сменными износостойкими плитами 11. Двухдольный бетоносмеситель непрерывного действия Бетоносмесители непрерывного действия с принудительным смешиванием материала применяют для приготовления бетона и растворов на бетоносмесительных установках непрерывного действия. Процесс смешивания в смесителях непрерывного действия осуществляется путем механического воздействия на компоненты смеси вращающихся лопастей при одновременном перемещении смешиваемой массы от места загрузки к месту выгрузки. Рабочим органом смесителей являются один - два вращающихся навстречу друг другу горизонтальных вала с закрепленными на них по винтовой линии лопастями. Смешивание осуществляется внутри металлического неподвижного корпуса желобчатой формы. Корпус 1 смесителя корытообразной формы установлен под углом 3° в сторону разгрузки, что увеличивает производительность и снижает энергоемкость процесса.
Загружаются компоненты смеси через загрузочное отверстие 9 в начале корпуса смесителя. Смешиваясь вращающимися навстречу друг другу лопастными валами, масса перемещается вдоль оси смесителя к разгрузочному отверстию 10 под действием наклонно установленных на валах' лопастей. Турбосмеситель Для смешивания асбеста с цементом служит турбосмеситель, представляющий собой цилиндрическую емкость с коническим дном. Перемешивание в нем материалов производится при интенсивном движении смеси по сложной траектории. При вращении лопастного ротора 5, закрепленного на валу 4, который установлен в подшипниках 3, смесь под действием центробежных сил отбрасывается к конусной стенке корпуса 7, движется по ней вверх и затем, под действием сил тяжести, стекает в центральную часть ротора. Кроме того, смесь циркулирует и по окружности. Характер воздействия на материал такого быстроходного (до 500 об/мин) смешивающего аппарата аналогичен характеру воздействия рабочего колеса центробежного насоса. Компоненты смеси подаются по патрубку 10 в крышке 11, а готовая смесь разгружается через затвор 6, управляемый пневмоцилиндром 9. После того как основная часть смеси выйдет из барабана, оставшаяся часть смеси отбрасывается ротором и прилипает к стенкам. Очистка стенок корпуса и удаление оставшейся смеси производится лопастями 16, подвешенными на шарнирах 15 к рычагам 14. Во время смешивания эти лопасти поднимаются и плавают по поверхности и по мере выхода смеси они постепенно опускаются и очищают стенки. Очистные лопасти приводятся во вращение через вал 8, муфту 13 и редуктор 12. Вал ротора вращается двигателем 17, установленным на раме 1, через ременную передачу. 2. Ковшовая мешалка Машины, обеспечивающие приготовление асбестоцементной массы, работают периодически, а для бесперебойной работы последующих непрерывно-действующих машин необходима непрерывная подача массы, при этом обязательным условием является её однородность массы. С этой целью в общей цепи машин предусматривается установка так называемого ковшового смесителя, который предназначен для непрерывного перемешивания и поддержания во взвешенном состоянии асбестоцементных частиц, а также для последующей непрерывной подачи асбестоцементной массы в приемные устройства формовочных машин. Ковшовый смеситель представляет собой резервуар 1, в котором установлен перемешивающий механизм, состоящий из вала 2, смонтированного в подшипниках 3. На валу (на шпонках) закреплены ступицы 4 с крестовинами 5, к которым прикреплены лопасти 6. Перемешивающее устройство приводится во вращение от электродвигателя 7 через редуктор и зубчатую передачу. На валу 2 имеется также колесо 8 с закрепленными по его окружности ковшами 9. При вращении колеса ковши захватывают перемешанную асбестоцементную массу и затем, при переходе крайнего верхнего положения, сливают свое содержимое в лоток 10, из которого по желобу 11 масса отводится к формующим машинам. При необходимости очистки смесителя, а также при ремонтах содержимое резервуара может быть выпущено через люк 12, закрепленный при работе заглушкой. Свойства измельчаемых материалов Прочность - свойство материала сопротивляться разрушению под действием внутренних напряжений, вызванных действием внешних нагрузок. Количественными показателями этого свойства служат обычно пределы прочности на сжатие σ сж,.Исходя из предела прочности на сжатие, горные породы разделяют на: мягкие (σ сж< 80 МПа); средней прочности (80…150); прочные (150…250); особо прочные (более 250). Твердость - способность материала сопротивляться истиранию. Чем выше эта способность, тем более прочный материал. Хрупкость- свойство материала (породы) разрушаться без заметных пластических деформаций. Абразивность - способность перерабатываемого материала изнашивать органы машин. Выражают абразивность в граммах износа эталонных бил, отнесенных к 1 т перерабатываемого материала: U =г/т. По абразивности материал классифицируют следующим образом: U< 1 - не абразивный; U=1-8 - малоабразивный; U=8-65 - среднеабразивный; U=65-300 - высокоабразивный; U> 300 - сверхабразивный. Плотность - горные породы в зависимости от их вида различаются по плотности в широком диапазоне от 1200 до 3100 кг/м3. Чем больше плотность породы, тем больше ее прочность. Разрыхляемость – свойство горных пород увеличиваться в объеме при добычи или дроблении. Коэффициент разрыхляемости k р – отношение объема породы в плотном теле к разрыхленному ее объему: Крупность кусков обозначают линейными размерами: длинной а, шириной в, и толщиной с. Чаще приводят однозначную характеристику крупности куска по его диаметру d, причем эта величина определяется разными способами по одной из формул:
Зерновой состав продукта измельчения определяют рассевом пробы на наборе сит с круглыми отверстиями. Для одной и той же машины эта характеристика не является постоянной, т. к. зависит от физико-механических свойств исходного продукта, от процентного соотношения кусков по их размерам в исходном продукте, а также и от конструкции машины. Под степенью измельчения понимают отношение размеров кусков исходного продукта к размеру кусков готового продукта. Существуют различные количественные оценки степени измельчения. Например, степень измельчения можно выразить как отношение размера в исходном материале к размеру максимального куска в готовом продукте: или как отношение значений средней крупности (размер круглого отверстия сита, через которое проходит 50% всех зерен по массе): |
Последнее изменение этой страницы: 2019-06-08; Просмотров: 418; Нарушение авторского права страницы

 , среднегеометрическое этих величин
, среднегеометрическое этих величин  , или как диаметр окружности, описанной вокруг ширины и толщины куска
, или как диаметр окружности, описанной вокруг ширины и толщины куска  .
.

 «+»: меньший расход энергии на 1 т дробимого материала, так как дробление осуществляется не только раздавливанием, но и изгибом; большую производительность, более спокойный ход и отсутствие динамических нагрузок, так как процесс дробления совершается непрерывно в течение всего оборота подвижного конуса; возможность включать дробилку при заполненной камере дробления. и т. д.
«+»: меньший расход энергии на 1 т дробимого материала, так как дробление осуществляется не только раздавливанием, но и изгибом; большую производительность, более спокойный ход и отсутствие динамических нагрузок, так как процесс дробления совершается непрерывно в течение всего оборота подвижного конуса; возможность включать дробилку при заполненной камере дробления. и т. д. 2) дробилки с неподвижно закрепленными корпусами подшипников у двух валков;
2) дробилки с неподвижно закрепленными корпусами подшипников у двух валков;  Бегуны с неподвижной чашей и нижним приводом (а) применяют для мокрого измельчения. Они предназначены для измельчения материалов средней и низкой прочности влажностью более 15%. Размер (диаметр
Бегуны с неподвижной чашей и нижним приводом (а) применяют для мокрого измельчения. Они предназначены для измельчения материалов средней и низкой прочности влажностью более 15%. Размер (диаметр  300 до 1800
300 до 1800  Катки находятся на разном расстоянии от вертикального вала, так как их дорожки должны перекрывать возможно большую площадь чаши. Вертикальный вал получает вращение от двигателя и редуктора через коническую пару 6. Дно чаши бегунов состоит из отдельных плит с овальными отверстиями, размер которых выбирается от 6х30 до 12х40 мм в зависимости от требуемой крупности готового продукта. Чтобы отверстия не забивались, их выполняют расширенными.
Катки находятся на разном расстоянии от вертикального вала, так как их дорожки должны перекрывать возможно большую площадь чаши. Вертикальный вал получает вращение от двигателя и редуктора через коническую пару 6. Дно чаши бегунов состоит из отдельных плит с овальными отверстиями, размер которых выбирается от 6х30 до 12х40 мм в зависимости от требуемой крупности готового продукта. Чтобы отверстия не забивались, их выполняют расширенными.
 -мокрый;
-мокрый;  - сухой
- сухой

 Измельченный материал пересыпается через внешнюю кромку нижнего кольца и уносится потоком воздуха, подводимым по патрубку 9, со скоростью 20— 30 м/с в сепаратор 5, где разделяется по крупности. Готовый материал выносится по трубе 4, а материал, требующий доизмельчения, поступает опять в мельницу. Диаметр шаров должен в 10—12 раз превышать размер наибольшего куска поступаемого материала.
Измельченный материал пересыпается через внешнюю кромку нижнего кольца и уносится потоком воздуха, подводимым по патрубку 9, со скоростью 20— 30 м/с в сепаратор 5, где разделяется по крупности. Готовый материал выносится по трубе 4, а материал, требующий доизмельчения, поступает опять в мельницу. Диаметр шаров должен в 10—12 раз превышать размер наибольшего куска поступаемого материала. (Б) Благодаря разрежению, создаваемому вентилятором 16, материал, поступающий в трубу 21, засасывается в сепаратор 19, в котором происходит разделение частиц материала по крупности. Крупные частицы по трубам 12 и 22 через приемники 9, эжекторы 1 и 7, разгонные трубки 3 и 5 сжатым воздухом или перегретым паром, подаваемым по трубам 8 и 23 под давлением 0, 4-0, 8 МПа и более со скоростью до 500 м/с вгоняются в помольную камеру 4.
(Б) Благодаря разрежению, создаваемому вентилятором 16, материал, поступающий в трубу 21, засасывается в сепаратор 19, в котором происходит разделение частиц материала по крупности. Крупные частицы по трубам 12 и 22 через приемники 9, эжекторы 1 и 7, разгонные трубки 3 и 5 сжатым воздухом или перегретым паром, подаваемым по трубам 8 и 23 под давлением 0, 4-0, 8 МПа и более со скоростью до 500 м/с вгоняются в помольную камеру 4. Барабан 1 мельницы большого диаметра (5—8 м) по торцам имеет днища 2, центральная часть которых выполнена в виде цапф 3, которыми барабан опирается на подшипники 4. Барабан мельницы приводится во вращение от электродвигателя через редуктор и венцовое зубчатое колесо 5. С внутренней стороны барабан выложен броневыми плитами, при этом в боковых плитах имеются треугольные выступы, которые обеспечивают отбрасывание крупных кусков к центру, предупреждая тем самым разделение в последующем кусков по крупности. Барабан вращается с числом оборотов, составляющим 85-90% от критического, при этом материал непрерывно поднимается и обрушивается. Крупные куски материала при падении дробятся сами и измельчают меньшие по размерам.
Барабан 1 мельницы большого диаметра (5—8 м) по торцам имеет днища 2, центральная часть которых выполнена в виде цапф 3, которыми барабан опирается на подшипники 4. Барабан мельницы приводится во вращение от электродвигателя через редуктор и венцовое зубчатое колесо 5. С внутренней стороны барабан выложен броневыми плитами, при этом в боковых плитах имеются треугольные выступы, которые обеспечивают отбрасывание крупных кусков к центру, предупреждая тем самым разделение в последующем кусков по крупности. Барабан вращается с числом оборотов, составляющим 85-90% от критического, при этом материал непрерывно поднимается и обрушивается. Крупные куски материала при падении дробятся сами и измельчают меньшие по размерам.


 В зоне крыльчатки крупные частицы центробежной силой отбрасываются к стенкам и стекают в приемник крупной фракции 1 Мелкие частицы выносятся воздухом во внешние циклоны 3, где они осаждаются. Очищенный воздух по коллектору 12 вновь поступает в вентилятор. Такая схема сепаратора выгодно отличается от ранее рассмотренных схем тем, что внешние осадители - циклоны могут быть приняты желаемых оптимальных размеров. Это позволяет повысить удельную нагрузку в камере сепаратора, уменьшить ее размеры, а также повысить степень очистки газов в циклонах. При этом увеличивается КПД вентилятора и уменьшается износ его лопастей, так как он перекачивает более очищенный газ.
В зоне крыльчатки крупные частицы центробежной силой отбрасываются к стенкам и стекают в приемник крупной фракции 1 Мелкие частицы выносятся воздухом во внешние циклоны 3, где они осаждаются. Очищенный воздух по коллектору 12 вновь поступает в вентилятор. Такая схема сепаратора выгодно отличается от ранее рассмотренных схем тем, что внешние осадители - циклоны могут быть приняты желаемых оптимальных размеров. Это позволяет повысить удельную нагрузку в камере сепаратора, уменьшить ее размеры, а также повысить степень очистки газов в циклонах. При этом увеличивается КПД вентилятора и уменьшается износ его лопастей, так как он перекачивает более очищенный газ. В корпусе установлены насадки 5 из деревянных реек. Верхняя насадка равномерно распределяет воду по сечению корпуса, средняя служит для улавливания пыли, а нижняя распределяет поток входящего газа. Газ вводится в скруббер со скоростью 18-20 м/с по касательной к корпусу. Крупные частицы центробежными силами инерции отбрасываются к стенкам, смачиваются водой и в виде плёнкообразной массы стекают вниз в сборник 7. Окончательно частицы улавливаются водой при прохождении потока газа через водяную завесу, образованную по всему сечению скруббера в верхней зоне.
В корпусе установлены насадки 5 из деревянных реек. Верхняя насадка равномерно распределяет воду по сечению корпуса, средняя служит для улавливания пыли, а нижняя распределяет поток входящего газа. Газ вводится в скруббер со скоростью 18-20 м/с по касательной к корпусу. Крупные частицы центробежными силами инерции отбрасываются к стенкам, смачиваются водой и в виде плёнкообразной массы стекают вниз в сборник 7. Окончательно частицы улавливаются водой при прохождении потока газа через водяную завесу, образованную по всему сечению скруббера в верхней зоне. Пенный пылеуловитель, состоит из корпуса 3, разделенного по высоте решеткой 4. В верхнее отделение на решетку по патрубку 2 подается вода с таким расчетом, чтобы высота ее слоя на решетке составляла 20-30мм. Запыленный газ поступает по трубе 1 и движется вверх через решетку на встречу струям воды. В результате такого движения образуется слой пены толщиной 120 – 180 мм, в котором задерживаются частицы пыли. Очищенный газ собирается в колпаке 5 и отводится в атмосферу. Частицы пыли, образующие с водой шлам, отводятся через сборник 7 и частично через боковое отверстие 6 вместе со шламом.
Пенный пылеуловитель, состоит из корпуса 3, разделенного по высоте решеткой 4. В верхнее отделение на решетку по патрубку 2 подается вода с таким расчетом, чтобы высота ее слоя на решетке составляла 20-30мм. Запыленный газ поступает по трубе 1 и движется вверх через решетку на встречу струям воды. В результате такого движения образуется слой пены толщиной 120 – 180 мм, в котором задерживаются частицы пыли. Очищенный газ собирается в колпаке 5 и отводится в атмосферу. Частицы пыли, образующие с водой шлам, отводятся через сборник 7 и частично через боковое отверстие 6 вместе со шламом. В так называемых пластинчатых электрофильтрах осадительные электроды имеют вид пластин, между которыми размещаются коронирующие электроды.
В так называемых пластинчатых электрофильтрах осадительные электроды имеют вид пластин, между которыми размещаются коронирующие электроды. Пластинчатые питатели применяются для равномерной подачи крупнокусковых, абразивных, горячих материалов в дробильное и другое технологическое оборудование, а также для выдачи кусковых материалов из бункеров. Такие питатели изготавливаются для тяжелых, средних и легких условий работы при транспортировании материалов крупностью до 1, 3; 0, 5 и 0, 2 м соответственно. Тяговым элементом питателя является одна или две цепи, грузонесущим — жесткий металлический настил, состоящий из отдельных пластин (поэтому питатель и называется пластинчатым), движущийся по направляющим. Действие динамических нагрузок на тяговые цепи ограничивает скорость их движения обычно до 1, 25 м/с.
Пластинчатые питатели применяются для равномерной подачи крупнокусковых, абразивных, горячих материалов в дробильное и другое технологическое оборудование, а также для выдачи кусковых материалов из бункеров. Такие питатели изготавливаются для тяжелых, средних и легких условий работы при транспортировании материалов крупностью до 1, 3; 0, 5 и 0, 2 м соответственно. Тяговым элементом питателя является одна или две цепи, грузонесущим — жесткий металлический настил, состоящий из отдельных пластин (поэтому питатель и называется пластинчатым), движущийся по направляющим. Действие динамических нагрузок на тяговые цепи ограничивает скорость их движения обычно до 1, 25 м/с. кг/ч (В — расстояние между бортами, м; h — высота бортов, м; v — скорость движения ленты, м/сек; ρ — объемная масса материала, кг/м3; ψ — коэффициент заполнения сечения ленты, ψ = 0, 75—0, 8.
кг/ч (В — расстояние между бортами, м; h — высота бортов, м; v — скорость движения ленты, м/сек; ρ — объемная масса материала, кг/м3; ψ — коэффициент заполнения сечения ленты, ψ = 0, 75—0, 8. , (h — высота подъема патрона над тарелкой (может быть равна высоте ножа), м; R — радиус нижнего основания усеченного конуса материала, м; r— радиус патрона, м; n — угловая скорость тарелки мин-1;
, (h — высота подъема патрона над тарелкой (может быть равна высоте ножа), м; R — радиус нижнего основания усеченного конуса материала, м; r— радиус патрона, м; n — угловая скорость тарелки мин-1;  — плотность материала, т/м3).
— плотность материала, т/м3). Дозатор состоит из рамы 1, подвешенной через рычажную систему 2 к строительной конструкции, ленточного транспортера 3, приемной воронки 4, электродвигателя, цепного вариатора 5, редуктора 6, рычажной весовой системы 2 и заслонки 7.
Дозатор состоит из рамы 1, подвешенной через рычажную систему 2 к строительной конструкции, ленточного транспортера 3, приемной воронки 4, электродвигателя, цепного вариатора 5, редуктора 6, рычажной весовой системы 2 и заслонки 7. Для питания печей шламом применяют ковшевые питатели.
Для питания печей шламом применяют ковшевые питатели. Однако широкое распространение получили автоматические реактивные питатели шлама (АРПШ), предназначенные для непрерывного контроля расхода шлама.
Однако широкое распространение получили автоматические реактивные питатели шлама (АРПШ), предназначенные для непрерывного контроля расхода шлама.

 Внутри корпуса навстречу друг другу вращаются два лопастных вала 2. При этом на ведомом валу лопасти 3 установлены по поточной схеме и перемещают смешиваемую массу к разгрузочному отверстию 10, на ведущем валу. 6, 9 и 12 - я пары лопастей являются обратными и создают противоток смеси, а последние две пары на обоих валах также являются обратными и создают подпор движущейся к выгрузке массы. Подобная схема установки лопастей, а также увеличенная частота вращения валов позволили повысить однородность смеси и производительность смесителя (с 30 до 35 м3/ч). Корпус смесителя установлен на раме 4 сварной конструкции. Лопастные валы, установленные в подшипниках 11 и 12, получают вращение от электродвигателя 5 через клиноременную передачу 6, редуктор 7 и зубчатую передачу 8.
Внутри корпуса навстречу друг другу вращаются два лопастных вала 2. При этом на ведомом валу лопасти 3 установлены по поточной схеме и перемещают смешиваемую массу к разгрузочному отверстию 10, на ведущем валу. 6, 9 и 12 - я пары лопастей являются обратными и создают противоток смеси, а последние две пары на обоих валах также являются обратными и создают подпор движущейся к выгрузке массы. Подобная схема установки лопастей, а также увеличенная частота вращения валов позволили повысить однородность смеси и производительность смесителя (с 30 до 35 м3/ч). Корпус смесителя установлен на раме 4 сварной конструкции. Лопастные валы, установленные в подшипниках 11 и 12, получают вращение от электродвигателя 5 через клиноременную передачу 6, редуктор 7 и зубчатую передачу 8.