|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
|
|
Архитектура Аудит Военная наука Иностранные языки Медицина Металлургия Метрология Образование Политология Производство Психология Стандартизация Технологии |
Основные методы обработки металлов резанием.Стр 1 из 17Следующая ⇒
Основные методы обработки металлов резанием. Процесс обработки деталей резанием основан на образовании новых поверхностей путем деформирования и последующего отделения поверхностных слоев материала с образованием стружки. Та часть металла, которая снимается при обработке, называется припуском. Или, говоря иначе, припуск — это избыточный (сверх чертежного размера) слой заготовки, оставляемый для снятия режущим инструментом при операциях обработки резанием. Основные методы обработки металлов резанием. В зависимости от характера выполняемых работ и вида режущего инструмента различают следующие методы обработки металлов резанием: точение, фрезерование, сверление, зенкерование, долбление, протягивание, развертывание и др. (рис. 2.1). Точеие — операция обработки тел вращения, винтовых и спиральных поверхностей резанием при помощи резцов на станках токарной группы. При точении (рис. 2.1, 1) заготовке сообщается вращательное движение (главное движение), а режущему инструменту (резцу) — медленное поступательное перемещение в продольном или поперечном направлении (движение подачи). Фрезерование — высокопроизводительный и распространенный процесс обработки материалов резанием, выполняемое на фрезерных станках. Главное (вращательное) движение получает фреза, а движение подачи в продольном направлении — заготовка (рис. 2.1, 2). Сверление — операция обработки материала резанием для получения отверстия. Режущим инструментом служит сверло, совершающее вращательное движение (главное движение) резания и осевое перемещение подачи. Сверление производится на сверлильных станках (рис. 2.1, 3). Строгание — способ обработки резанием плоскостей или линейчатых поверхностей. Главное движение (прямолинейное возвратно-поступательное) совершает изогнутый строгальный резец, а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка. Строгание производится на строгальных станках (рис. 2.1, 4). Долбление — способ обработки резцом плоскостей или фасонных поверхностей. Главное движение (прямолинейное возвратно-поступательное) совершает резец, а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка. Долбление производят на долбежных станках (рис. 2.1, 5). Шлифование — процесс чистовой и отделочной обработки деталей машин и инструментов посредством снятия с их поверхности тонкого слоя металла шлифовальными кругами, на поверхности которого расположены абразивные зерна.
Рис. 2.1. Основные методы обработки металлов резанием Главное движение вращательное, которое осуществляется шлифовальным кругом. При круглом шлифовании (рис. 2.1, 6) вращается одновременно и заготовка. При плоском шлифовании продольная подача осуществляется обычно заготовкой, а поперечная подача — шлифовальным кругом или заготовкой (рис. 2.1, 7). Протягивание — процесс, производительность при котором в несколько раз больше, чем при строгании и даже фрезеровании. Главное движение прямолинейное и реже вращательное (рис. 2.1, 8).
https: //cyberpedia.su/11 КЛАССИФИКАЦИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ Признаки классификации: по технологическому назначению; по степени универсальности; по весу; по точности; По основному размеру. Классификация по технологическому назначению. По технологическому назначению станки разбиты на девять групп. Главным признаком объединения станков в группы является идентичность выполняемых технологических операций, например, токарных сверлиль- ных фрезерных и т.д. Выделяют следующие группы станков: Токарные; 2 – сверлильные; 3 – шлифовальные; 4 – комбинирован- ные; 5 – зубо и резьбообрабатывающие; 6 – фрезерные; 7- строгальные, долбёжные и протяжные; 8 – станки заготовительных производств; 9 – разные. Каждая группа станков делится на девять типов по следующим ос- новным признакам: - по количеству исполнительных органов одинакового назначения ( многошпиндельные и т.д.) - по типу инструмента ( зубодолбёжные и т.д.) - по компоновке ( вертикальношпиндельные, горизонтальношпин- дельные, одностоечные и т.д.) - по типу обрабатываемых поверхностей ( круглошлифовальные, Плоскошлифовальные и т.д.). Классификация по весу. По весу все станки делятся на: - легкие – весом до1 тонны; - средние – весом до10 тонн; - крупные – весом до30 тонн; - тяжёлые – весом до100 тонн; - уникальные – весом свыше100 тонн. Тах грузоподъёмных механизмов соответствующей грузоподъёмности для установки и снятия заготовок на станок и со станка. От веса станка зависит так же способ его установки в цеху. Станки легкие и средние устанавли- ваются на общем полу цеха, а станки крупные и выше требуют специаль- ных фундаментов для их установки. Классификация по точности. По точности все станки делятся на станки: - нормальной точности, обозначаются буквой Н(обычно не обозна- чаются); - повышенной точности – П; - высокой точности – В; - особо высокой точности – А; - особо точные – С(мастер- станки). Данный признак классификации используется технологом при назна- чении станка в зависимости от требуемой точности обработки. Станки классов точности В, А и С должны эксплуатироваться в специальных по- мещениях(термоконстантные участки или цеха), в которых поддержива- ется стабильный температурный режим. Причем чем ни выше точность станка, тем жестче температурный режим помещения. Классификация по основному размеру. Станок каждого типа имеет свой основной размер, который характе- ризует размер или размеры обрабатываемых деталей, инструмента или размеры станка. Для токарных автоматов и токарноревольверных станков таким размером является максимальный диаметр прутка, который может быть вставлен в отверстие шпинделя станка. Для карусельных, круглош- лифовальных и зубофрезерных станков таким размером является наи- больщий диаметр обрабатываемой детали. Для фрезерных станков разме- ры стола и т.д. Для станков наиболее распространенных типов разработа- ны размерные ряды. Каждый ряд включает в себя несколько станков по- добных по конструкции, компоновке, принципу действия и т.д. и отлича- ются друг от друга диапазоном размеров обрабатываемых деталей. Напри- Обозначение станов. Для большинства станков включенных в размерные ряды установлено следующее правило построения обозначения модели станка. Первая цифра обозначает принадлежность станка к технологической группе. Вторая цифра обозначает принадлежность станка к определенному типу. Третья или третья и четвертая цифры обозначают типоразмер станка(его основ- ной размер). У некоторых типов станков основной размер обозначается формальной цифрой(горизонтально, вертикальнофрезерные и некоторые другие). Буква стоящая между первой и второй цифрой или второй и третьей обозначает модернизацию. Модернизация станка сопровождается изменением основных технических характеристик. Буква, за исключением букв Н, П, В, А, С, М, Ф, стоящая после обозначения основного размера обозначает модификацию станка. Модификация станка сопровождается Изменением конструкции отдельных узлов станка без изменения основных характеристик Буквы Н, П, В, А, С обозначают класс точности, буква М обозначает наличие у станка магазина инструментов и, или заготовок. Бук- Ва Ф обозначает наличие системы числового программного управления станком. Цифра стоящая сразу за буквой Ф обозначает тип системы число- вого программного управления. 1 – система цифровой индикации, 2 – по- зиционная система управления, 3 – контурная система управления, 4- ком- бинированная система управления 10 Механизмы ступенчатого регулирования скоростей и их схемы
Механизмы для регулирования скорости движения. Ступенчатое изменение скорости производится за счет применения двух-, трех- и четырехскоростных асинхронных электродвигателей или за счет применения набора зубчатых колес (коробки скоростей). Ступенчатое регулирование частоты вращения достигается применением многоскоростных асинхронных электродвигателей с короткозамкнутым ротором и переключением пар полюсов обмоток статора. Этот способ наиболее экономичен, однако такие электродвигатели имеют более низкие КПД и коэффициент мощности; изменение частоты вращения возможно только ступенями. Системы ступенчатого регулирования частоты вращения привода, а следовательно, и подачи не обеспечивают задач автоматического регулирования турбомеханизмов и применяются, как правило, в сочетании с гидро или аэродинамическими средствами регулирования. Использование таких систем носит ограниченный характер. Системы ступенчатого регулирования частоты вращения привода, а, следовательно, и подачи, не обеспечивают решение задач автоматического регулирования нагнетателей и применяются, как правило, в сочетании с гидро или аэродинамическими средствами регулирования. Использование таких систем ограничено. Схема коробки передач со скользящим зубчатым блоком представлена на рис. 6.2.
Рис. 6.2. Схема коробки передач со скользящим зубчатым блоком: а — двухвенцовым; б — трехвенцовым; в — одновенцовым, входящим в зацепление с тремя разными шестернями (u=1, 06). М Абразивные материалы Абразивная обработка осуществляется твердыми и термостойкими зернами, имеющими острые кромки. В абразивных инструментах (шлифовальных и заточных кругах, брусках и шкурках) зерна находятся в связанном состоянии. Применяется также обработка свободными зернами в виде порошков, суспензий и паст. К естественным абразивным материалам относятся наждак, корунд и природные алмазы. Однако их применяют сравнительно редко — первые в связи с неоднородностью и недостаточной стабильностью своих свойств, а алмазы — из-за дефицитности и высокой стоимости. Среди искусственных материалов наибольшее использование нашел электрокорунд, получаемый электродуговой плавкой глинозема. Нормальный электрокорунд, который может быть трех видов и обозначается марками 13А, НА и 15А, содержит 91—96 % кристаллической окиси алюминия А1203. Инструменты из него обычно имеют светло-коричневый цвет. В электрокорунде белом (23А—25А) всего 1—3 % примесей, благодаря чему выше режущие свойства. Его применяют для чистовой обработки материалов с высокой прочностью на разрыв (сталь, ковкий чугун, мягкая бронза). Разновидность электрокорунда — монокорунд (43А—45А), получаемый в виде отдельных кристаллов или их осколков. Его используют для окончательного шлифования труднообрабатываемых сталей и сплавов. Для повышения производительности обработки применяют электрокорунды, легированные хромом, титаном, цирконием. Карбид кремния SiC (карборунд) получают сплавлением в электропечах кремнезема, содержащегося в кварцевом песке, с углеродом (коксовым порошком). Он бывает двух видов: менее качественный черный (53С—55С) и зеленый (63С, 64С), для изготовления которого используют более чистые исходные материалы. J Карбид бора В4С по твердости приближается к алмазу, но обладает еще большей хрупкостью, чем карбид кремния. Поэтому его обычно применяют в свободном состоянии для доводки различных твердых материалов и сплавов. В качестве абразивных материалов в последнее время широко используют также эльбор и синтетические алмазы, описанные в 8.7. Чистота обработанной поверхности при абразивной обработке в значительной степени зависит от размеров зерен, которые принято делить на четыре основные группы: шлифзерно, шлиф-порошки, микрошлифпорошки и тонкие микрошлифпорошки. Зернистость, характеризующая размеры зерен, обозначается для первых двух групп в сотых долях миллиметра и определяется по размеру стороны квадратной ячейки сита в «просвете», через которые не проходят зерна при просеивании. Например, при зернистости 80 зерна задерживаются на сите с ячейками 0, 8 х 0, 8 мм Важная характеристика абразивных инструментов — твердость, под которой понимают способность связки удерживать абразивные зерна от выкрашивания под действием внешних сил. Чем мягче инструмент, тем легче из него выкрашиваются зерна, прежде всего затупившиеся. Разметка Разметкой называется операция нанесения на обрабатываемую деталь или заготовку разметочных рисок, определяющих контуры деталей или места, подлежащие обработке. Рубка Рубкой называется слесарная операция, при которой с поверхности детали или заготовки удаляются лишние слои металла или заготовка разрубается на части. Слесарное зубило изготавливается из инструментальной стали У7А; У8А; 7ХФ; 8ХФ. Рекомендуются следующие углы заострения зубила: для рубки твердых материалов (сталь, чугун, бронза) – 70º; для рубки стали средней твердости - 60º; для рубки латуни, меди - 45º; для рубки алюминиевых сплавов - 35º. Величина угла заострения проверяется шаблоном, представляющим собой пластину с угловыми вырезами 70; 60; 45 и 35º (рисунок 14а, б). Крейцмейсель отличается от зубила более узкой режущей кромкой; применяется для вырубания узких канавок, шпоночных пазов и т.п. Для вырубания профильных канавок – полукруглых, двугранных и других - применяют канавочники (рисунок 13в) – специальные крейцмейсели, отличающиеся от них только формой режущей кромки. В качестве ударного инструмента Молотки по массе бывают от 200 до 1000 г. Правка металла Правка представляет собой операцию по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробления, искривления и др. Ручная правка в холодном состоянии выполняется на правильной плите или наковальне.
Правка тонких листов производится киянками. Очень тонкие листы выглаживают на правильных плитах гладилками. Профильный металл (уголок, швеллер, пустотелые валы, толстую листовую сталь) правят с нагревом паяльной лампой или сварочной горелкой до вишнево-красного цвета. Гибка – это способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма по заданному контуру. Гибка труб Трубы изгибают по дуге различного радиуса под различными углами и в разных плоскостях. Ручная гибка труб может выполняться в холодном и горячем состоянии, с наполнителем и без наполнителя. В качестве наполнителя чаще используют мелкий сухой песок. Резка металла Резкой металла (разрезанием) называют отделение частей (заготовок) от сортового или листового металла. Ручные ножницы применяют для разрезания стальных листов толщиной 0, 5 – 1, 0 мм и из цветных металлов толщиной до 1, 5 мм. Ручная ножовка применяется для разрезания листового, полосового, круглого и профильного металла, а также для прорезания пазов, шлицев, отрезания заготовок по контуру и т. п. Работа резания при использовании ручной ножовки выполняется ножовочным полотном. Ножовочное полотно представляет собой стальную пластину с двумя отверстиями под штифты и с зубьями на одном из ребер. Материал полотна – стали марок У10А; Р9; Х6ВФ, твердость – HRC 61-64. Полотна могут быть ручные и машинные. Опиливание Опиливание – это операция по обработке металлов и других материалов снятием небольшого слоя металла режущим инструментом - напильником. Напильником называют режущий инструмент в виде стального закаленного бруска определенного профиля с большим количеством насечек или нарезок, образующих зубья. Различают напильники с одинарной (простой) насечкой, с двойной (перекрестной) насечкой, с точечной (рашпильной) насечкой и дуговой (рисунок 37).
Надфили– небольшие напильники, длиной 80-160 мм. Применяются для лекальных, граверных, ювелирных работ, а также для зачистки отверстий, углов в труднодоступных местах. Рашпилипредназначены для обработки мягких металлов (свинец, олово и др.) и неметаллических материалов (кожа, резина, дерево и др.), когда обычные напильники непригодны из-за того, что их насечка быстро забивается стружкой и они перестают резать. Машинные напильники – стержневые (с возвратно-поступательным движением) и вращающиеся применяются для опиливания и зачистки поверхности на специальных опиловочных станках. Нарезание резьбы Нарезание резьбы – слесарная операция, выполняемая со снятием стружки или методом накатывания, в результате которой на поверхности детали образуется винтовая канавка (линия). Резьба бывает двух видов: наружная и внутренняя. Стержень с наружной резьбой называется винтом, деталь с внутренней резьбой – гайкой. В зависимости от направления подъема витков резьба может быть правой и левой. Трапецеидальная резьба – ленточная, имеет сечение в форме трапеции с углом профиля 30º. Упорная резьба имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине 30º. Круглая резьба имеет профиль, образованный двумя дугами, сопряженными с небольшими прямолинейными участками и углом 30º; применяется в соединениях, подвергающихся сильному износу, в загрязненной среде (вагонные стяжки, крюки грузоподъемных машин). Метрическая резьба имеет треугольный профиль с плоскосрезанными вершинами и углом профиля 60º. Применяют метрические резьбы, в основном, как крепежные. Дюймовая резьба имеет треугольный плоскосрезанный профиль с углом 55º (резьба Витворта) или 60º (резьба Саллерса). При проектировании новых конструкций применение дюймовой резьбы не разрешается. Ее используют для изготовления запасных частей для оборудования, полученного из стран, где применяется дюймовая резьба. Клепка Клепкой называется процесс соединения двух или нескольких деталей при помощи заклепок. Этот вид соединения относится к группе неразъемных, так как разъединение склепанных деталей возможно только путем разрушения заклепок. Процесс клепки состоит их следующих основных операций: образование отверстия под заклепку в соединяемых деталях сверлением или пробивкой; зенкование гнезда под закладную головку заклепки (при потайной клепке); вставка заклепки в отверстие; образование замыкающей головки заклепки, т. е. собственно клепка. Клепка разделяется на холодную, т. е. выполняемую без нагрева заклепок, и горячую, при которой перед постановкой на место стержень заклепки нагревают до 1000 – 1100 º С. Практикой выработаны следующие рекомендации по применению холодной и горячей клепки в зависимости от диаметра заклепок. Опиливание металла Опиливанием называется снятие поверхностного слоя с металлическои детали при помощи режущего инструмента — напильника. Опиливание производят для получения определенной формы, точных размеров, гладкой прямолинейной или криволинейной поверхности, для подгонки деталей друг к другу, образования наружных и внутренних углов, обработки отверстий, снятия фасок. Мелкие детали опиливают в тисках, установленных в мастерской, а крупные — на месте заготовки и сборки их. Напильник представляет собой стальной закаленный брусок с насеченными на рабочих поверхностях правильно расположенными мелкими зубьями. Насечка напильника может быть одинарной под углам 70—80° к ребру напильника и двойной (перекрестной). При двойной насечке нижняя выполняется под углом 55°, а верхняя—под углом 70°. Угол заострения зуба напильников — 70°. Зубьями напильника срезают с поверхности металла небольшой слой в виде стружки. Напильниками с одинарной насечкой срезают широкую стружку, а с двойной насечкой — мелкую.
Рис. 1. Классификация напильников: а — по виду насечки, б — по форме; 1 — драчевый, 2 — личной, 3— бархатный, 4 — плоский, 5 — полукруглый, 6 — квадратный, 7 — трехгранный, 8— круглый Напильники разделяются: по крупности насечки (номеру), по длине и форме (рис. 1). В зависимости от назначения применяют напильники с насечкой различной крупности: драчевые (№1) с крупной насечкой, личные (№2) с более мелкой насечкой и бархатные (№ 3, 4, 5, и 6) с очень мелкой насечкой. Драчевые напильники применяют для предварительной, черновой, грубой обработки; личные —для чистовой, отделочной обработки и бархатные — для окончательной, точной обработки. Драчевыми напильниками за один рабочий ход, в зависимости от твердости металла, можно снять слой толщиной 0, 05—0, 1 мм с точностью обработки до 0, 2—0, 5 мм; личными — толщиной 0, 02— 0, 06 мм и с точностью обработки до 0, 02 мм; бархатными можно обработать поверхность детали с точностью 0, 01—0, 005 мм. Напильники имеют следующие части: нос — конец насеченной части напильника, тело — рабочая насеченная часть, пятка—не-насеченная часть тела напильника и хвостовик — часть напильника, на которую надевают ручку. Напильники изготовляют длиной от 100 до 450 мм. Размер напильника следует выбирать соответственно величине обрабатываемой поверхности. Напильник должен быть на 150 мм длиннее опиливаемой поверхности. В зависимости от вида обрабатываемых поверхностей изделий и от характера работ применяют напильники с профилем различной формы: плоские, полукруглые, квадратные, трехгранные и круглые. Плоские напильники используют для опиливания наружных и внутренних плоских поверхностей, наружных и внутренних криволинейных поверхностей выпуклой формы, плоских поверхностей, сквозных отверстий прямоугольной формы; полукруглые — для опиливания криволинейных поверхностей вогнутой формы, для выпиливания закруглений в углах; квадратные — для опиливания прорезей и отверстий прямоугольной формы; трехгранные — для выпиливания углов и отверстий треугольной формы; круглые — для выпиливания круглых и овальных отверстий.
Рис. 2. Пневматический напильник: 1 — рабочий инструмент, 2 — головка, 3 — преобразователь движения, 4 — редуктор, 5 — электродвигатель На хвостовик напильника надевают деревянную ручку круглой формы с утолщением в середине. Ручки изготовляют из древесины твердых пород: березы, клена, бука. Поверхность ручки должна быть чистой и ровной. Чтобы ручка не раскололась при насадке на напильник и при работе, на конец ее надевают стальное кольцо. Для повышения производительности труда при обработке металла применяют пневматические и электрические напильники. Пневматический напильник (рис.2) состоит из рабочего инструмента, головки для его закрепления, преобразователя движения, редуктора и двигателя. Длина хода напильника 12 мм, число двойных ходов в минуту 1500.
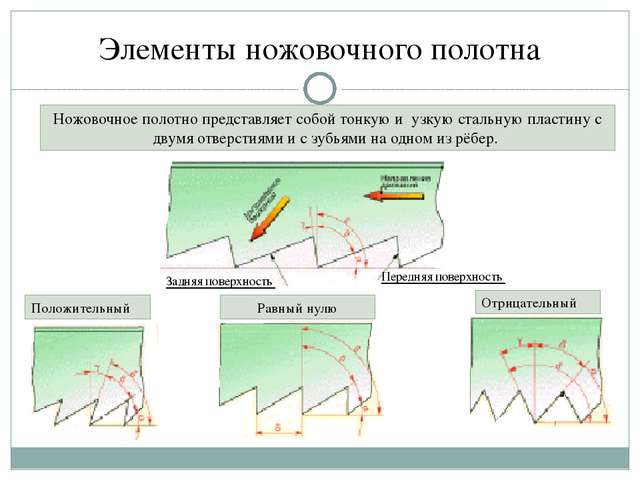
Яндекс.ДиректСистема управления ЧПУ PureMotion Подготовка к разметке. Разка металла Резкой называют отделение частей (заготовок) от сортового или листового металла. Резка металла ножницами и резка труб Резка выполняется как со снятием стружки, так и без нее. Резка со снятием стружки осуществляется ручной ножовкой, на ножовочных, крупнопильных, токарно-отрезных станках Без снятия стружки материалы разрезают ручными рычажными и механическими ножницами, кусачками, труборезами, пресс - ножницами. Обыкновенные ручные ножницы применяют для разрезания стальных листов толщиной 0, 5 …1 мм и листов из цветных металлов толщиной до 1, 5 мм. Ручные ножницы изготавливают с прямыми и кривыми режущими лезвиями. Длина ножниц равна 200, 250, 320, 360 и 400 мм, а режущей части – соответственно 55…65, 70…82, 90…105, 100…120 и 110…130 мм Хорошо заточенные и отрегулированные ножницы должны резать бумагу. Ручные ножницы Ножницы с прямыми лезвиями Сущность процесса резки ножницами заключается в отделении частей металла под действием пары режущих ножей. Разрезаемый лист помещают между верхним и нижним ножами. Верхний нож, опускаясь, давит на металл и разрезает его. Стуловые ножницы Стуловые ножницы отличаются от обыкновенных большими размерами и применяются при резании листового металла толщиной до 3 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или другом жестком основании. Для резки листовой стали толщиной до 3 мм применяют стуловые ножницы, имеющие стационарное закрепление Виды ножниц Ручные малогабаритные силовые ножницы служат для резки листовой стали толщиной до 2, 5 мм и прутков диаметром до 8 мм Рычажные ножницы применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни – до 6 мм Маховые ножницы широко используются для разки листового металла толщиной 1, 5…2, 5 мм Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32 мм Резка труб труборезом Резка труборезом значительно производительнее. Труба Рукоятка Винт Подвижный ролик Рукоятка трубореза Труборез прижим Резку осуществляют так. У установленного на трубе трубореза поворачивают рукоятку на ¼ оборота, поджимая подвижный ролик к поверхности трубы так, чтобы линия разметки совпала с острыми гранями роликов. Смазывают место среза маслом для охлаждения режущих кромок роликов. Труборез вращают вокруг трубы, перемещая подвижный ролик до тех пор, пока стенки трубы не будут полностью прорезаны. Электроножницы Электродвигатель рукоятка Выключатель Редуктор Скоба Верхний нож Эксцентрик Нижний нож Ручная ножовка (пила) – инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов, обрезки и вырезки заготовок по контуру и других работ. Резка металла ножовкой Элементы ножовочного полотна Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном из рёбер. Задняя поверхность Передняя поверхность Положительный Равный нулю Отрицательный Ручная ножовка 1. хвостовик с ручкой 2. Рама (станок) 3. Неподвижная головка 4. Ножовочное полотно 5. Подвижная головка 6. Гайка – вороток 7. Приспособление для удлинения рамки Приём резки Не следует вытягивать указательный палец вдоль ручки и глубоко захватывать рукоятку, т.к. конец её будет выходить из кисти, что может привести при работе к травме руки. Левой рукой держать рамку ножовки. Четырьмя пальцами охватывать барашек и натяжной болт, а на одну рамку, если делать иначе, будет трудно устранить покачивание ножовки во время работы. Рукоятку ножовки захватывают пальцами правой руки (большой палец накладывают сверху, остальные пальцы поддерживают рукоятку снизу), конец ручки упирают в ладонь. Резка тонкого листа Резка тонколистового металла производится в следующей последовательности. Подготовить деревянные бруски (плоские). Зажать между плоскими деревянными брусками по одной или несколько штук заготовок. Установить бруски вместе с заготовками в слесарных тисках Резать заготовки вместе с брусками Установка полотна при неглубоком прорезе При резании мягкого металла применяют ножовочные полотна с крупным шагом (16-18 зубьев на 1 дюйм; для резания тонкого полосового металла – ножовочные полотна с мелкими зубьями (22-23 зуба на 1 дюйм), а для резания самого тонкого листового металла – 24-32 зуба на 1 дюйм. Для слесарных работ пользуются преимущественно ножовочным полотном с шагом 1, 5 мм, при котором на длине 25 мм насчитывается примерно 17 зубьев. Положение полотна при глубоком прорезе Ножовкой с полотном, повернутым на угол 90º, производят резку в том случае, когда глубина прореза превышает расстояние от полотна до рамки ножовочного станка, т.е. при глубоких прорывах. Полотно вставляется в прорези хвостовика так, чтобы в рабочем положении рамка ножовочного полотна располагалась горизонтально. Место прореза располагают сбоку или сверху от губок тисков в зависимости от конфигурации детали. D AFBLAwQUAAYACAAAACEA68bApNkAAAADAQAADwAAAGRycy9kb3ducmV2LnhtbEyPQUvDQBCF74L/ YRnBi9iNUqTEbIoUxCJCMdWep9kxCWZn0+w2if/e0R70Mo/hDe99ky0n16qB+tB4NnAzS0ARl942 XBl42z5eL0CFiGyx9UwGvijAMj8/yzC1fuRXGopYKQnhkKKBOsYu1TqUNTkMM98Ri/fhe4dR1r7S tsdRwl2rb5PkTjtsWBpq7GhVU/lZHJ2BsdwMu+3Lk95c7daeD+vDqnh/NubyYnq4BxVpin/H8IMv 6JAL094f2QbVGpBH4u8Ub76Yg9qfVOeZ/s+efwMAAP//AwBQSwECLQAUAAYACAAAACEAtoM4kv4A AADhAQAAEwAAAAAAAAAAAAAAAAAAAAAAW0NvbnRlbnRfVHlwZXNdLnhtbFBLAQItABQABgAIAAAA IQA4/SH/1gAAAJQBAAALAAAAAAAAAAAAAAAAAC8BAABfcmVscy8ucmVsc1BLAQItABQABgAIAAAA IQD7Z9I+/wIAAPsFAAAOAAAAAAAAAAAAAAAAAC4CAABkcnMvZTJvRG9jLnhtbFBLAQItABQABgAI AAAAIQDrxsCk2QAAAAMBAAAPAAAAAAAAAAAAAAAAAFkFAABkcnMvZG93bnJldi54bWxQSwUGAAAA AAQABADzAAAAXwYAAAAA " filled="f" stroked="f">
Основные методы обработки металлов резанием. Процесс обработки деталей резанием основан на образовании новых поверхностей путем деформирования и последующего отделения поверхностных слоев материала с образованием стружки. Та часть металла, которая снимается при обработке, называется припуском. Или, говоря иначе, припуск — это избыточный (сверх чертежного размера) слой заготовки, оставляемый для снятия режущим инструментом при операциях обработки резанием. Основные методы обработки металлов резанием. В зависимости от характера выполняемых работ и вида режущего инструмента различают следующие методы обработки металлов резанием: точение, фрезерование, сверление, зенкерование, долбление, протягивание, развертывание и др. (рис. 2.1). Точеие — операция обработки тел вращения, винтовых и спиральных поверхностей резанием при помощи резцов на станках токарной группы. При точении (рис. 2.1, 1) заготовке сообщается вращательное движение (главное движение), а режущему инструменту (резцу) — медленное поступательное перемещение в продольном или поперечном направлении (движение подачи). Фрезерование — высокопроизводительный и распространенный процесс обработки материалов резанием, выполняемое на фрезерных станках. Главное (вращательное) движение получает фреза, а движение подачи в продольном направлении — заготовка (рис. 2.1, 2). Сверление — операция обработки материала резанием для получения отверстия. Режущим инструментом служит сверло, совершающее вращательное движение (главное движение) резания и осевое перемещение подачи. Сверление производится на сверлильных станках (рис. 2.1, 3). Строгание — способ обработки резанием плоскостей или линейчатых поверхностей. Главное движение (прямолинейное возвратно-поступательное) совершает изогнутый строгальный резец, а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка. Строгание производится на строгальных станках (рис. 2.1, 4). Долбление — способ обработки резцом плоскостей или фасонных поверхностей. Главное движение (прямолинейное возвратно-поступательное) совершает резец, а движение подачи (прямолинейное, перпендикулярное главному движению, прерывистое) — заготовка. Долбление производят на долбежных станках (рис. 2.1, 5). Шлифование — процесс чистовой и отделочной обработки деталей машин и инструментов посредством снятия с их поверхности тонкого слоя металла шлифовальными кругами, на поверхности которого расположены абразивные зерна.
Рис. 2.1. Основные методы обработки металлов резанием Главное движение вращательное, которое осуществляется шлифовальным кругом. При круглом шлифовании (рис. 2.1, 6) вращается одновременно и заготовка. При плоском шлифовании продольная подача осуществляется обычно заготовкой, а поперечная подача — шлифовальным кругом или заготовкой (рис. 2.1, 7). Протягивание — процесс, производительность при котором в несколько раз больше, чем при строгании и даже фрезеровании. Главное движение прямолинейное и реже вращательное (рис. 2.1, 8).
https: //cyberpedia.su/11 |
Последнее изменение этой страницы: 2019-06-19; Просмотров: 235; Нарушение авторского права страницы



 purelogic.ruЛицензия бесплатно и бессрочно! Многолетний опыт работы на рынке. Гарантия.
purelogic.ruЛицензия бесплатно и бессрочно! Многолетний опыт работы на рынке. Гарантия.